
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Прочностные свойства сталей обыкновенного качестваСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Буквы кп, пс, сп, стоящие за цифрой, указывают степень раскисления стали (кипящая, полуспокойная, спокойная). Из спокойных сталей наиболее полно удален кислород. В термически упрочненном состоянии они обладают высокой вязкостью и сохраняют ее до – 50 оС. Цифра в конце марки стали, например Ст4сп2, означает категорию стали. Чем выше категория стали, тем больше число нормируемых показателей (химический состав, временное сопротивление растяжению, предел текучести, относительное удлинение, предел прочности при изгибе в холодном состоянии, ударная вязкость при температурах + 20 оС, - 20 оС и др.). Стали обыкновенного качества являются сталями общего назначения и используются для изготовления проката различного профиля листовой стали, крепежных деталей и другой продукции. Стали качественные конструкционные (ГОСТ 1050-74) содержат не более 0,035 % фосфора, не более 0,04 % серы, 0,05...0,6 % углерода и выпускаются следующих марок: 05кп, 08кп, 08пс, 0,8, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25 и т.д. Двузначные цифры в марке качественной конструкционной стали означают среднее содержание в ней углерода в сотых долях процента. Данные стали обладают высокой пластичностью и свариваемостью. Они могут быть использованы без упрочняющей термической обработки (прокат в состоянии поставки) или после упрочняющей термической или какой-либо другой обработки. Стали 05кп, 08кп, 08, 10 идут на изготовление изделий сложной конфигурации получаемых методов холодной листовой и объемной штамповки. Из сталей 15кп, 15, 20 изготавливают болты, гайки, винты, пальцы, валки, оси, крюки, шпильки и другие детали неответственного назначения. Часто детали из этих сталей работают в условиях износа и поэтому подвергаются поверхностному упрочнению цементацией или нитроцементацией. Стали 30, 35, 40, 45 применяют для изготовления деталей с высокой прочностью и вязкостью сердцевины (оси, валики, винты, шайбы, втулки, коленчатые валы, тяги, шатуны и др.). Высокоуглеродистые стали марок 65, 70, 75, 80, 85 идут на изготовление деталей работающих в условиях трения и вибрационных нагрузок: прокатные валки (сталь 60), крановые колеса (сталь 60), диски сцепления и выпускные клапаны компрессоров (сталь 85), а также пружины и рессоры небольшого сечения (ГОСТ 14959-79). Углеродистые качественные конструкционные стали в зависимости от условий эксплуатации деталей подвергают нормализации, закалке с последующим отпуском, поверхностной закалке с нагревом ТВЧ с отпуском или без него (ГОСТ 1050-74, ГОСТ 14959-79). Углеродистые инструментальные стали (ГОСТ1435-74) выпускают качественными (У7, У8, У8Г, У9, У10, У11, У12, У13) с содержанием серы не более 0,03 % и фосфора не более 0,035 % и высококачественными (У7А, У8А, У9А, У10А, У11А, У12А, У13А) с содержанием серы не более 0,02% и фосфора не более 0,03 %. Буква У в марке стали означает - углеродистая инструментальная сталь, буква А в конце марки стали означает, что она высококачественная. Цифра показывает содержание углерода в десятых долях процента. Доэвтектоидная сталь У7 и эвтектоидные стали У8 и У8А обладающие наибольшей пластичностью в данной группе сталей идут на изготовление молотков, стамесок, долот, зубил, штампов и других инструментов, работающих в условиях ударных нагрузок стали У10, У11, У11А идут на производство резцов, фрез, сверл, метчиков и другого режущего инструмента для обработки мягких материалов, а также для измерительных инструментов. Из сталей У12, У13, У13А изготавливают инструмент повышенной твердости, работающий без ударных нагрузок (напильники, надфили, рашпили и др.). Для массового изготовления резанием на станках-автоматах деталей несоответственного назначения, в основном крепежных (шайбы, болты, гайки, шпильки и др.), применяют низкоуглеродистые стали (0,08...0,45 % С) с повышенным содержанием серы (0,05...0,3 %), фосфора (0,05...0,16 %) и часто марганца (0,6..1,55 %). Такие стали называют автоматными. Обогащение границ зерен феррита фосфором, а также образование хрупких включений MnS по границам зерен стали облегчает резание, способствует дроблению и легкому отделению стружки. При использовании таких сталей увеличивается стойкость режущего инструмента и улучшается качество обработанных поверхностей. Автоматные стали маркируют А11, А12, А20, А30, А40Г (ГОСТ 1414-75). В марке стали буква А указывает, что сталь автоматная, цифры показывают среднее содержание углерода в сотых долях процента. Улучшение обрабатываемости стали резанием достигается также добавкой в нее свинца и селена.
Порядок выполнения работы
1. Начертить область диаграммы состояния Fe - Fe3C, соответствующую сталям. 2. Изучить и зарисовать микроструктуру доэвтектоидных, эвтектоидной и заэвтектоидных сталей, указать их свойства и области применения. 3. Изучить влияние углерода в исследуемых сталях на их твердость и построить график. 4. Определить содержание углерода и марку предложенной преподавателем стали, указать ее свойства и область применения. 5. Сделать выводы и написать отчет по работе в соответствии с заданием.
Контрольные вопросы
1. Дать характеристику фаз и структурных составляющих сталей. 2. Описать влияние углерода на структуру и свойства углеродистых сталей. Привести соответствующий график. 3. Как определить содержание углерода по микроструктуре доэвтектоидных и заэвтектоидных сталей? 4. Что называется качеством стали? Как подразделяются стали по качеству? 5. Как маркируются углеродистые стали? 6. Какие стали называются автоматными? Содержание отчета
1. Тема и цель работы. 2. Ответы на контрольные вопросы. 3. Диаграмма состояния системы Fe - Fe3C (стальная часть). 4. Рисунки микроструктур исследованных сталей. 5. График зависимости твердости сталей от содержания в них углерода. 6. Результаты определения марки стали по ее микроструктуре. 7. Выводы.
Лабораторная работа № 6
СТРУКТУРА И СВОЙСТВА ЧУГУНОВ Цель работы: изучение микроструктуры чугунов разных марок, их свойств и области применения. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Чугунами называют железоуглеродистые сплавы, содержащие более 2,14 % углерода. В машиностроении чугун является одним из основных литейных материалов, прежде всего из-за хороших литейных свойств. Он не подвергается обработке давлением. Главным фактором, определяющим свойства, а, следовательно, и область использования чугуна, является его структура, которая может быть весьма разнообразной. По структуре чугуны делят на белые (БЧ), серые литейные (СЧ), ковкие (КЧ) и высокопрочные (ВЧ). Серыми литейными называют чугуны, в структуре которых высокоуглеродистой фазой является графит пластинчатой формы (ПГ, рис. 6.1). В ковких чугунах графит имеет хлопьевидную (ХГ) форму (рис. 6.2), в высокопрочных – шаровидную (ШГ, рис. 6.3). Включения графита располагаются в металлической основе (матрице), которая может быть ферритной, перлитной или ферритно-перлитной.
Рис. 6.1. Микроструктура серого литейного ферритного чугуна. Х 200
Рис. 6.2. Микроструктура ковкого перлитного чугуна. Х 200
Рис. 6.3. Микроструктура высокопрочного феррито-перлитного чугуна. Х 200
Белые чугуны имеют белый блестящий излом, подобно сталям кристаллизуются по диаграмме метастабильного равновесия системы Fe – Fe3C (см. рис. 4.4, а). В них практически весь углерод находится в химически связанном состоянии в виде цементита. Процесс структурообразования в белых чугунах рассмотрен в работе 4. Белые чугуны подразделяются на доэвтектические, эвтектические и заэвтектические. Доэвтектические белые чугуны содержат 2,14...4,43 % углерода. Они состоят из перлита (Ф + Ц) и ледебурита (П + Ц). Перлит имеет дендритное строение, которое он наследует от аустенита первичного, кристаллизующегося из жидкости и затем превращающегося в перлит (при 727 0С). Основой структуры является эвтектика – ледебурит, состоящая из цементита и расположенного в нем перлита сравнительно высокой дисперсности (рис. 6.4). Белый эвтектический чугун содержит 4,43 % углерода. Его структура (рис. 6.5.) – ледебурит (П + Ц). 3аэвтектические белые чугуны являются сплавами с повышенным содержанием углерода (более 4,43 %), имеют структуру Л(П + Ц) + ЦI (рис. 6.6.). В матрице ледебурита расположены крупные пластинчатые кристаллы цементита первичного.
Рис. 6.4. Микроструктура белого доэвтектического чугуна: перлит, ледебурит и цементит вторичный. Х 200
Массовые доли фаз и структурных составляющих чугунов могут быть определены с помощью правила отрезков. Применив его, можно убедиться, что относительное содержание твердой и хрупкой фазы – цементита возрастает с повышением содержания углерода в сплаве. Например, в структуре белого чугуна с 3 % С находится около 45 % цементита и 55 % феррита, в чугуне с 4,43 % С доля цементита возрастает до 66 %.
Рис. 6.5. Микроструктура белого эвтектического чугуна: ледебурит. Х 200
Рис. 6.6. Микроструктура белого заэвтектического чугуна: ледебурит и цементит первичный. Х 200
Из-за большого содержания цементита белые чугуны имеют повышенную хрупкость и низкие показатели механических свойств. Поэтому в качестве конструкционных материалов их применяют редко, используя только для изготовления деталей, работающих в условиях повышенного абразивного изнашивания (детали гидромашин, пескометов и др.). Для увеличения износостойкости белые чугуны легируют хромом, ванадием, молибденом и другими карбидообразующими элементами. Если отливку из белого доэвтектического чугуна подвергнуть специальному графитизирующему отжигу, структура чугуна изменится, и он приобретет высокую прочность и удовлетворительную пластичность. Такой отожженный чугун называется ковким. При выборе режимов термической обработки чугуна, в том числе и режима графитизирующего отжига, необходимо помнить о существовании двух диаграмм состояния железоуглеродистых сплавов – метастабильного и стабильного, т. е. учитывать, что эвтектоидное (и эвтектическое) превращение в чугунах происходит в интервале температур А1 ® А1¢. Величина этого интервала и его расположение относительно равновесной температуры (tPSK) определяются химическим составом чугуна. Отжиг белого чугуна основан на метастабильности цементита и обычно ведется по графику, показанному на рис. 6.7.
Рекомендуемый химический состав заливаемого в формы сплава следующий: 2,4...2,9 % С; 1,0...1,6 % Si; 0,3...1,0 % Мn. Содержание углерода и кремния подбирается из расчета Si + С £ 3,8 %. При таком составе сплава и ускоренном охлаждении (для этого толщина стенок отливки не должна превышать 20 мм, в отдельных случаях 50 мм) в отливке формируется структура белого доэвтектического чугуна П + Л(П + Ц) + ЦII. После охлаждения отливку отжигают. Графитизирующий отжиг состоит обычно из двух стадий. Первую рекомендуется проводить при 950...1050 0С. При более высоких температурах возможно оплавление отливок, расположенных вблизи от нагревателей, что недопустимо. Длительность первой стадии отжига подбирается в каждом конкретном случае такой, чтобы весь цементит, находящийся в структуре отливки (А + Ц), распался на А + ХГ. Металлическая основа чугуна формируется на второй стадии отжига при эвтектоидном превращении. В случае непрерывного охлаждения отливки в области эвтектоидной температуры аустенит распадается на перлит пластинчатый. Получается ковкий чугун с перлитной металлической основой (рис. 6.2.). Он обладает высокими твердостью (НВ = 2350...3050 МПа) и прочностью (sB = 650...800 МПа) в сочетании с небольшой пластичностью (d = 3,0...1,5 %). Для повышения пластичности при сохранении достаточно высокой прочности проводится непродолжительная (2...4 ч) изотермическая выдержка чугуна или замедленное охлаждение при температурах 690...650 0С. Это вторая стадия отжига, представляющая собой в данном случае отжиг на зернистый перлит. Перлит пластинчатый переходит в перлит зернистый путем сфероидизации (округление) пластин цементита. Наряду с ковким чугуном с основой перлит зернистый широко распространен в машиностроении ковкий ферритный чугун, характеризующийся высокой пластичностью (d = 10...12 %) и относительно низкой прочностью (sB = 370...300 МПа). Ферритная основа чугуна образуется при очень медленном прохождении интервала 760...720 0С или в процессе изотермической выдержки при 720...700 0С. Здесь аустенит и цементит, в том числе и цементит перлита, если перлит успел образоваться, распадаются на Ф + ХГ. Продолжительность отжига в целом составляет 20...40 ч (при этом длительность второй стадии примерно в 1,5 раза больше, чем первой). Для сокращения продолжительности отжига белого чугуна на ковкий, что экономически целесообразно, используют ряд приемов. Чтобы ускорить распад цементита, первую стадию отжига проводят при повышенных температурах (1000...1050 0С). Процесс графитообразования облегчается при введении в расплав чугуна перед его разливкой по формам небольших доз некоторых элементов (модифицирование), создающих дополнительные искусственные центры образования графита. Например, при производстве тонкостенного литья с толщиной стенки h < 20 мм вводят алюминий из расчета 0,015... 0,025 % от массы сплава. В случае толстостенного литья (h до 50 мм) вводят бор (0,001...0,003 %). Образующиеся тугоплавкие высокодисперсные оксиды Аl2O3 и нитриды АlN, ВN являются центрами кристаллизации графита. В качестве таких центров могут выступать и другие элементы (висмут, теллур, титан). Чугун с модифицирующими добавками называется модифицированным. Для получения в модифицированном КЧ перлитной основы рекомендуется увеличивать содержание марганца до 1,2 %, хрома и некоторых других элементов. Марганец (хром), растворяясь в цементите, повышает его устойчивость к распаду на Ф и ХГ в области эвтектоидных температур. Для получения ферритно-перлитной основы продолжительность второй стадии отжига сокращают. Согласно ГОСТ 1215 – 79, выпускаются следующие марки ковких чугунов: КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5. Первые две цифры в обозначении марки соответствуют минимальному пределу прочности при растяжении (sB, кгс/мм2), цифры после тире – относительному удлинению при растяжении (d, %). Первые четыре марки, имеющие повышенные значения d, относятся к ферритным чугунам, все последующие – к перлитным. Перечень литых изделий из КЧ весьма разнообразен - пробки, гайки, втулки, фланцы, кронштейны, ступицы, тормозные колодки, коленчатые валы и др. Толщина их стенок составляет 3...50 мм, масса деталей – от нескольких граммов до нескольких тонн. Существенным недостатком технологического процесса получения КЧ является длительный отжиг отливок и ограничение толщины их стенок (до 50 мм). В массивных отливках в результате замедленного охлаждения при первичной кристаллизации возникает пластинчатый графит (ПГ), который снижает прочность и пластинчатость металлической основы чугуна. Структура серого литейного чугуна (см. рис. 6.1) формируется непосредственно при кристаллизации его в отливке в соответствии с диаграммой стабильного равновесия системы Fe – С. Характер структурообразования при эвтектическом превращении определяется, прежде всего, содержанием углерода и кремния в сплаве, а также скоростью охлаждения. Установлено, что чем больше углерода и кремния в сплаве и чем ниже скорость его охлаждения, тем выше вероятность кристаллизации по диаграмме стабильного равновесия с образованием графитной эвтектики по схеме ЖC¢ tE¢C¢F¢® АE¢ + ПГ Обычно в серых чугунах содержится 3,0...3,7 %С; 1,2...2,6 % Si. Содержание элементов (%) подбирают так, чтобы C + Si/3 = 4,3. При удовлетворении этого условия чугун получается эвтектическим и обладает хорошими технологическими свойствами (жидкотекучесть, малая усадка, незначительный пригар металла к форме и др.). Высокое содержание кремния в сером чугуне объясняется тем, что кремний является сильным графитообразующим элементом. Растворяясь в аустените, кремний способствует уменьшению растворимости углерода в нем. В результате жидкая фаза обогащается углеродом, и процесс образования графита облегчается. При низком содержании углерода и кремния чугун модифицируют графитизирующими добавками (алюминий, кальций, церий). При медленном охлаждении сплав не переохлаждается до эвтектической температуры (tECF на диаграмме метастабильного состояния, см. рис. 4.4.), и расплав кристаллизуется по диаграмме стабильного состояния с образованием графитной эвтектики
ЖC¢ tE¢C¢F¢® АE¢ + ПГ. Если же появляется некоторое количество цементита (Ж ® А+ПГ+Ц), то он при наличии кремния теряет устойчивость и быстро распадается с образованием А+ ПГ. Металлическая основа серых чугунов, как и ковких, формируется из аустенита при эвтектоидном распаде. Образование перлита (диаграмма метастабильного состояния, область tPSK) происходит легко, в сравнительно короткий промежуток времени. Получается серый литейный чугун на перлитной металлической основе. Формирование же феррита, т. е. распад аустенита по диаграмме стабильного состояния
АS¢ tP¢S¢K¢® ФP¢ + ПГ,
протекает крайне инертно и только около имеющихся пластин графита. Вокруг ПГ образуется ферритная оторочка той или иной ширины. Получается серый литейныйчугун с ферритно-перлитной металлической основой. Для получения серого ферритного литейного чугуна (рис. 6.1) оставшийся перлит устраняется путем изотермической выдержки при 690...650 0С, цементит перлита распадается на Ф + ПГ. В этом случае чугун необходимо модифицировать. При конструировании деталей машин следует учитывать, что серые чугуны работают на сжатие лучше, чем на растяжение. Они мало чувствительны к надрезам при циклическом нагружении, хорошо поглощают колебания при вибрациях, обладают высокими антифрикционными свойствами из-за смазывающей способности графита. Серые чугуны хорошо обрабатываются резанием, дешевы и просты в изготовлении. Согласно ГОСТ 1412 – 85, отливки изготавливают из чугуна следующих марок: СЧ10, СЧ15, СЧ18, СЧ20, СЧ25, СЧ30, СЧ35. Цифры в обозначении марки соответствуют минимальному пределу прочности при растяжении (sB кгс/мм2). Чугун СЧ10 – ферритный, СЧ15, СЧ18, СЧ20 – ферритно-перлитные, начиная с СЧ25 – перлитные. Из ферритно-перлитных чугунов в автомобилестроении изготавливают картеры, тормозные барабаны, крышки и др.; из перлитных – блоки цилиндров, гильзы, маховики и др. В станкостроении серый чугун является основным конструкционным материалом (станины станков, столы и верхние салазки, шпиндельные бабки, колонки, каретки и др.). Для производства деталей с толщиной стенок менее 100 мм рекомендуются чугуны СЧ28, СЧ30, более 100 мм – СЧ35. Из серого чугуна, содержащего фосфор (0,5 % Р), изготавливают художественные изделия. В настоящее время наблюдается тенденция к замене ковкого чугуна высокопрочным чугуном с графитом шаровидной формы (ШГ), который в меньшей степени ослабляет металлическую основу, чем графит хлопьевидной и, тем более, пластинчатой форм (рис. 6.3). Такой чугун получают модифицированием (микролегированием) жидкого чугуна присадками (0,1...0,5 % магния от массы обрабатываемой порции чугуна, 0,2...0,3 % церия, иттрия и некоторых других элементов). При этом перед вводом модификаторов необходимо снизить содержание серы до 0,02...0,03 % (против 0,1...0,15 % в СЧ и КЧ), что существенно сдерживает широкое внедрение высокопрочного чугуна в производство. Рекомендуемый химический состав высокопрочного чугуна (2,7...3,7 % С; 0,5...3,8 % Si)) выбирается в зависимости от толщины стенки отливки (чем тоньше стенка, тем больше углерода и кремния). Часто в структуре отливок образуется ледебурит. В этом случае их подвергают высокотемпературному графитизирующему отжигу подобно белому чугуну, для разложения цементита. Продолжительность отжига чугуна с графитом шаровидной формы значительно меньше продолжительности отжига белого, так как в ВЧ содержание графитизирующих элементов (углерода, кремния) более высокое. Согласно ГОСТ 7293 – 85, отливки изготавливают из высокопрочного чугуна следующих марок: ВЧ35, ВЧ40, ВЧ45, ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ100 (цифры в обозначении соответствуют минимальному пределу прочности при растяжении sв, кгс/мм2). Высокопрочный чугун обладает хорошими литейными и технологическими свойствами, применяется для замены стальных литых и кованых деталей (коленчатые и распределительные валы, детали зубчатых передач и др.). Для повышения износостойкости деталей из ВЧ применяется азотирование (или азотирование с последующей обдувкой дробью), при котором в поверхностных слоях изделий создаются благоприятные сжимающие напряжения. Рекомендуется также подвергать изделия объемной закалке. Образование мелкоигольчатого мартенсита в закаленном поверхностном слое изделий способствует повышению их износостойкости в три и более раз. Для улучшения прочностных и эксплуатационных характеристик или придания специальных свойств (жаростойкость, коррозионная стойкость и др.) чугуны легируют. Так, жаростойкие чугуны содержат 5...7 % Si (силал), коррозионно-стойкие – 12...18 % Si (ферросилал). Высокой износостойкостью обладают так называемые половинчатые чугуны (ИЧ). В них часть углерода находится в свободном состоянии в виде ШГ или ПГ, часть – в связанном, в виде цементита. К таким чугунам относятся, например, серый чугун марки ИЧНХ2, легированный никелем и хромом, а также чугуны ИЧХНТ, ИЧН1МШ (шаровидный графит). Из этих чугунов отливают детали двигателей внутреннего сгорания (крышки и днища цилиндров, головки поршней и др.). К износостойким относится отбеленный серый чугун (ОЧ), имеющий тонкий поверхностный слой со структурой белого чугуна. Применяется для изготовления отливок прокатных валов, вагонных колес и т. п. Для определения в сплаве наличия графита и формы его включений шлиф первоначально исследуют в нетравленом состоянии. Графит выглядит темной фазой на светлом фоне нетравленого шлифа. По форме графита устанавливают вид чугуна: серый, ковкий, высокопрочный. Затем изучают металлическую основу травленых чугунов. Детальную оценку структуры производят по ГОСТ 3443 – 77, согласно которому структура чугуна оценивается как по графиту, так и по матрице. Определяют форму графита, его распределение, содержание и размеры включений (при оценке матрицы – тип структуры, содержание перлита и феррита и т. д.).
Порядок выполнения работы
1. Ознакомиться с теоретическими сведениями и в случае необходимости, определяемой преподавателем, сдать теоретический зачет по теме. 2. Вычертить двойную диаграмму состояния железоуглеродистых сплавов, ее участок, соответствующий чугунам. 3. Описать фазы и фазовые превращения, возможные в чугунах. 4. Дать определение белых чугунов. Изучить, зарисовать и объяснить их микроструктуру. Указать химический состав. Описать процесс структурообразования БЧ химического состава, заданного преподавателем. Описать свойства и назвать область использования БЧ. 5. Дать определение ковких чугунов. Описать способ их получения, начертить график отжига. Объяснить формирование структуры КЧ с определенной (по заданию преподавателя) металлической основой. Изучить, зарисовать и объяснить микроструктуру. Указать химический состав, свойства и область применения КЧ. Объяснить принцип их маркировки. 6. Дать определение серых чугунов. Указать их химический состав, описать процесс структурообразования. Изучить, зарисовать и объяснить микроструктуру. Привести марки СЧ, назвать их механические свойства и область применения. 7. Дать определение высокопрочных чугунов. Объяснить способ получения, указать химический состав. Изучить, зарисовать микроструктуру. Назвать марки ВЧ, их свойства, область применения и преимущества перед другими (СЧ и КЧ) чугунами, 8. По заданию преподавателя описать пути повышения износостойкости определенных чугунов. 9. Написать отчет по работе в соответствии с вышеуказанными пунктами заданий.
Контрольные вопросы 1. Какие сплавы называются белыми, серыми чугунами? 2. Какие сплавы называются серыми литейными, ковкими, высокопрочными чугунами? 3. Каковы структура, свойства, маркировка и применение белых чугунов? 4. Как получают ковкий чугун? Каковы его структура, свойства, маркировка и применение? 5. Как получают высокопрочный чугун? Каковы его структура, свойства, маркировка и применение? 6. Каковы структура, свойства, маркировка и применение половинчатых, отбеленных чугунов?
Содержание отчета 1. Тема и цель работы. 2. Краткие ответы на контрольные вопросы. 3. Область диаграммы состояния сплавов системы Fe – C (стабильной и метастабильной), относящаяся к чугунам. 4. Результаты микроструктурного анализа сплавов, выполненного в соответствии с заданиями. 5. Выводы.
Лабораторная работа № 7
|
||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 788; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.89 (0.014 с.) |




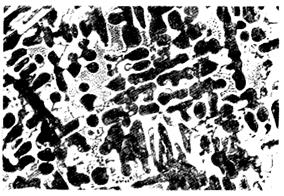

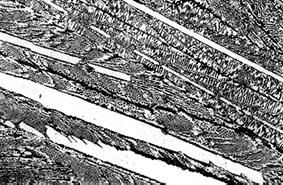
 Рис. 6.7. График отжига на ковкий чугун
Рис. 6.7. График отжига на ковкий чугун


