Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Эластичные формы для изготовления восковых моделей
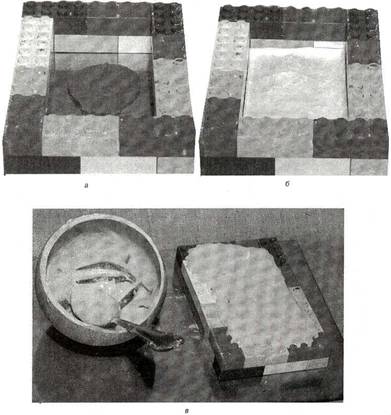
Для единичной отливки мастер-модель и приму необходимо делать из литейной модельной массы. Напоминаем, что в этой части рассматривается технология изготовления отливок только малой пластики и ювелирных изделий. Для статуарного литья мастер-модель делают из гипса, пластилина на деревянном или металлическом каркасе и т. п. За последние несколько сот лет технология статуарного литья изменилась незначительно (ее описание дано в ч. II). Если мастер-модель предназначена для нескольких отливок, то необходимо изготовление форм, по которым делается требуемое число восковых моделей. Это необходимо и в том случае, если мастер-модель сделана не из модельного воска, пенополистирола, пенополиуретана либо другой выплавляемой или выжигаемой модели. Если мастер-модель плоская с одной стороны, не имеет обратных уклонов и поднутрений, то форму можно изготовить из гипса: супер-гипса, медицинского, скульптурного и др. Могут быть использованы и фосфатные смеси. Изготовление формы заключается в следующем. Пластину из титана, нержавеющей стали (любого металла, к которому не прилипает гипс) протирают разделительным составом — мыльной однородной кашицей (для этих целей подходят и бензиновый или керосиновый раствор воска, в крайнем случае — силиконовое масло, тавот и др.). После высушивания и выравнивания поверхности с помощью суконной ветоши на пластине крепят мастер-модель. Зазоры между пластиной и моделью промазывают пластилином для исключения протекания гипса под модель. Вокруг нее на расстоянии не менее 10—15 мм устанавливают опалубку. Для этой цели подходит детский строительный пластмассовый набор типа «LEGO» или его аналог, который позволяет собирать опалубку любой конфигурации (рис. 212). Закрепленную модель также протирают разделительным составом. Далее приступают к изготовлению гипсового раствора (затворению гипса). Для этого в половинку резинового (или из эластичной пластмассы) мячика соответствующего размера наливают воду, температура которой 16—22°С. В нее при постоянном помешивании добавляют гипс до состояния жидкой сметаны (вязкость 40—60 ед. по вискозиметру ВЗ—4)5. После получения однородной массы смесь желательно подвергнуть вакуумированию при остаточном давлении 10—15 кПа. Эта операция необходима для удаления газа из водного раствора гипса, в противном случае газ будет выделяться при затвердевании раствора и в первую очередь на гравюре мастер-модели. Продолжительность дегазации 2—3 мин. Затем гипс заливают в форму и снова подвергают вакуумированию. Через 3—5 ч форму разбирают, срезают заусенцы, при необходимости подправляют гравюру (рабочую часть формы) и с целью упрочнения обильно протирают форму подсолнечным или оливковым маслом. После просушки в течение 24—48 ч рабочую поверхность покрывают лаком, но если число съемов восковых моделей невелико, а гравюра несложная, то можно обойтись и без покраски. Изготовляют восковые модели запрессовкой модельного состава шприцем инжектора через отверстие в плоской пластине толщиной не менее 3 мм, которую нагадывают на рабочую поверхность формы.
Гипсовые формы применяют довольно часто, но только для простых изделий, а таких немного. Чаще модель имеет сложную гравюру с поднутрениями и обратными уклонами. Например, для изготовления отливки типа «Юбилейная медаль», плоской с одной стороны, а с лицевой, имеющей небольшие обратные уклоны, без эластичной формы не обойтись. Для получения эластичных форм используют синтетические смолы либо холодного, либо термического отвердевания. Первые более просты в употреблении, но формы из них не выдерживают большого числа съемов, и менее пластичны. Вторые при большей эластичности и долговечности требуют для изготовления форм специального оборудования и приспособлений. ____________ 5 Предварительно необходимо определить продолжительность (т) отверждения гипса. Она должна составлять 15—25 мин; если т <15 мин, то необходимо предварительно подкислить воду соляной (0,05%-ной) или ортофосфорной (0,10%-ной) кислотой.
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 48; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.184.117 (0.007 с.) |