Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
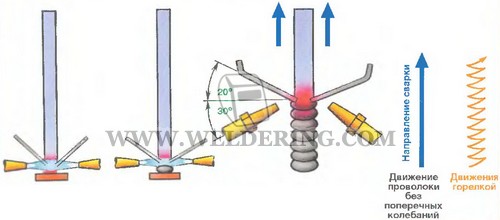
Толщина листов до 6 мм (один сварщик)1. Пластины без скоса кромок закрепляют с зазором, равным толщине листа
2. Формируют сварочную ванну
3. Вводят в отверстие присадочную проволоку и формируют первый валик
4. Пламя перемещают вверх, расплавляют кромки основного металла, часть проволоки и формируют второй и последующие слои, заваривая стык до верха. Шов формируется на всю толщину с необходимой геометрией
Толщина листов 6-20 мм (два сварщика) Два сварщика, располагаясь по обе стороны листа, формируют сварочную ванну, вводят присадочную проволоку и, перемещая горелки вверх, укладывают слои до полного заваривания стыка
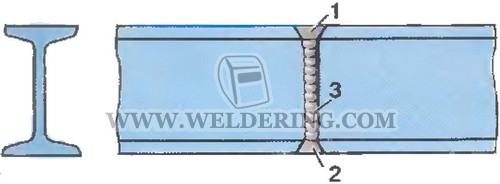
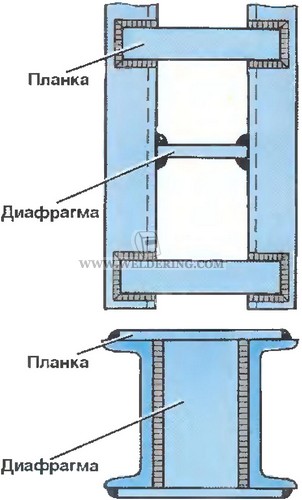
СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ Балки Прокатные
Монтажные стыковые швы выполняют сначала на толстом, а затем на тонком металле. Поэтому сначала накладывают швы полок (1 и 2), а затем - стенки (3) Сварные с совмещенным стыком
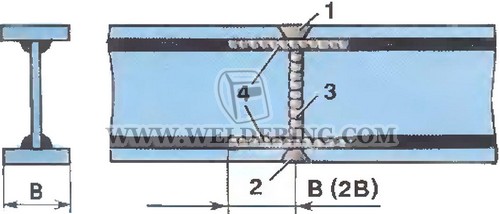
Угловые швы соединения стенки с полкой (4) выполняют в последнюю очередь. Продольные швы не доводят до конца балки на величину, равную одной ширине полки (низкоуглеродистая сталь) или двум (легированная сталь) Сварные со смещенным стыком
Если толщина полок разная, то вначале выполняют стыковой шов полки с большей толщиной (1), а затем с меньшей (2). Желательно, чтобы угловые швы (4) накладывали одновременно два сварщика от концов к середине монтажного стыка Стойки Маломощная
Средней мощности
Высокой мощности
Фермы
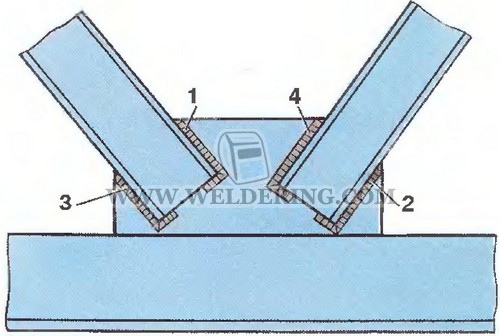
Узлы фермы сваривают последовательно - от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Если швы разного сечения, то вначале накладывают швы с большим сечением, а затем с меньшим Каждый элемент при сборке прихватывают швом длиной 30-40 мм. Близко расположенные швы нельзя выполнять сразу. Вначале дают остыть тому участку основного металла, где будет накладываться близко расположенный шов. Это снизит перегрев металла и пластические деформации
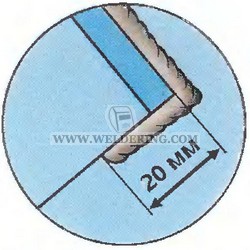
Конец продольного шва выводят на торец привариваемого элемента на длину 20 мм
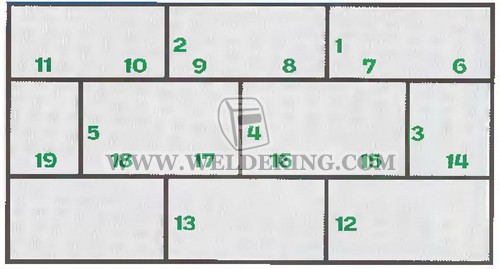
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ПРОДОЛЬНЫХ ШВОВ Листовые конструкции
Резервуар
Последовательность выполнения швов
Настил
Последовательность выполнения швов Газовая сварка трубопроводов Диаметр труб от 14 до 159 мм. Толщина стенки от 1 до 4,5 мм Трубы Ø14-48 мм с толщиной стенки до 3 мм сваривают левым способом Трубы 57-159 мм с толщиной стенки более 3 мм сваривают правым способом Поворотные стыки
Сварочная ванночка должна располагаться ниже верхней точки трубы В конце шва выполняют соединение типа "замок" Неповоротные стыки
Сварку выполняют преимущественно правым способом Присадочный пруток располагают более полого к изделию Во время сварки одного стыка не допускаются перерывы в работе По окончании сварки пламя горелки отводят от расплавленного металла постепенно
Стыки труб с козырьками 1. Вырезают козырек газовым пламенем 2. Заваривают оставшуюся часть стыка (шов 1) с внутренней стороны трубы 3. Очищают кромки трубы и козырька 4. Заваривают козырек в последовательности 2-3-4
|
||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 108; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.98.166 (0.005 с.) |