
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Структурные изменения в металле при газовой сварке
Вседствии более медленного нагрева зона влияния при газовой сварке больше чем при дуговой. Слои основного металла, непосредственно примыкающие к сварочной ванне непрерывны и приобретают крупнозернистую структуру. В непосредственной близости к границе шва находится зона неполного расплавления. Основного металла с крупной структурой, характерной для ненагретого металла. В этой зоне прочность металла ниже, чем прочночность металла шва, поэтому здесь обычно и происходит разрушение сварного соедениения. Далее расположен участок, нерекристализации характеризуемы так же крупнозернистой структурой, для которого to плавления металла, не выше 1100-1200С. Последующие участки нагреваются до более низких температур и имеют мелкозернистую структуру, нормализованной стали. Для улучшения структуры и свойств металла шва и околошовной зоны иногда применяют горячую проковку шва и местную термообработку нагревом сварочным пламенем или общую термообработку с нагревом в печи. Особенности и режимы сварки различных металлов Сварка углеродистых сталей Низкоуглеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130дм 3/ч при правой сварке. При сварке углеродистых сталей применяют проволоку из малоуглеродистой стали св-8 св-10га. При сварке этой проволокой часть углерода, марганца и кремния выгорает, а металл шва получает крупнозернистую структуру и его предел прочности такового для основного металла. Для получения наплавленного металла равнопрочного основному, применяют проволоку св-12гс, содержащую до 0.17% углерода; 0.8-1.1 марганца и 0.6-0.9% кремния. Сварка легированных сталей Легированные стали хуже проводят тепло чем низкоуглеродистая сталь, и поэтому больше коробятся при сварке. Низколегированные стали (например XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2 Хромоникелевые нержавеющие стали сваривают нормальным пламенем мощностью 75дм3 ацетилена на 1мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06-Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25% хрома. Для сварки коррозиностойкой стали содержащей молибден 3%, 11% никеля, 17% хрома.
Сварка чугуна Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр. Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна. Сварка меди Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали. Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди. Для раскисления меди и удаления шлака применяют флюсы. Сварка латуни и бронзы Сварка латуни. Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900С. Если латунь перегреть, то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка. Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1 Сварка бронзы Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр. Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4% кремния. Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни.
Конструктивные элементы подготовки кромок и швов стыковых соединений Характер шва и форма кромок |
Конструктивный элемент |
Размеры, мм | ||||||||||
|
Кромок |
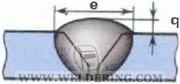
Шва | Толщина металла | Притупление | Зазор | Ширина шва | Выпуклость | |||||||
| S | c | b | e | q | |||||||||
| Односторонний с отбортовкой двух кромок | 
| 
| 0,5-1 | - | 0-1 | 1-2 | - | ||||||
| Односторонний без скоса кромок | 
| 
| 1-3 | 1-3 | 0,5-2 | 5-7 | 1-1,5 | ||||||
| Двусторонний без скоса кромок | 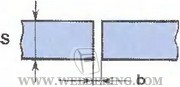
| 
| 3-6 | - | 1-2 | 6-8 | 1-2 | ||||||
| Односторонний со скосом одной кромки | 
| 
| 5-10 | 1-2 | 1,5-3 | 8-12 | 1-2,5 | ||||||
| Односторонний со скосом двух кромок | 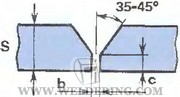
| 
| 6-15 | 1,5-3 | 2-4 | 12-20 | 1,5-2 | ||||||
| Двусторонний с двумя скосами двух кромок | 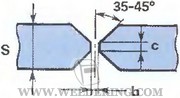
| 
| 11-25 | 2-4 | 2-4 | 20-34 | 2-2,5 | ||||||
Примечание:

При сварке металла разной толщины на более толстом листе на участке длиной не менее 5S делают скос с одной или с двух сторон до толщины более тонкого листа, после чего подготавливают кромки.
Режимы газовой сварки
ПАРАМЕТРЫ РЕЖИМА
· Мощность пламени
· Вид пламени
· Диаметр присадочной проволоки
ВЫБОР ТЕПЛОВОЙ МОШНОСГП ПЛАМЕНИ
Мощность пламени выбирают в зависимости от толщины свариваемого металла и его теплофизических свойств и регулируют подбором наконечника горелки
| Номер наконечника горелки | 000 | 00 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Толщина свариваемой низкоуглеродистой стали, мм | 0,05-0,1 | 0,1-0,25 | 0,2-0,5 | 0,5-1,0 | 1,0-2,0 | 2,0-4,0 | 4,0-7,0 | 7,0-11,0 | 11,0-17,0 | 17,0-30,0 | 30,0-80,0 | св. 80,0 |
ОПРЕДЕЛЕНИЕ ВИДА ПЛАМЕНИ
Вид пламени регулируют и устанавливают на глаз в зависимости от материала свариваемых деталей
· НОРМАЛЬНОЕ
· НАУГЛЕРОЖИВАЮЩЕЕ
· ОКИСЛИТЕЛЬНОЕ
ПОКАЗАТЕЛЬ
СВАРИВАЕМЫЙ МЕТАЛЛ
Удельный расход (л/ч) на 1 мм толщина металла
Соотношение ацетилена и кислорода
1:1,1
1:1,1
1:0,9
1:1,1
1:1,3
1:1,1
1:1,1
1:1,1
ОПРЕДЕЛЕНИЕ ДИАМЕТРА ПРИСАДОЧНОЙ ПРОВОЛОКИ
Для сварки низко- и среднеуглеродистой стали диаметр присадочной проволоки определяют по формулам в зависимости от способа сварки и толщины металла

При левом способе: dn=S/2+1 (мм) При правом способе: dn=S/2 (мм).
ПРИСОЕДИНЕНИЕ ШЛАНГОВ
Пред присоединением к горелке – шланги продуть
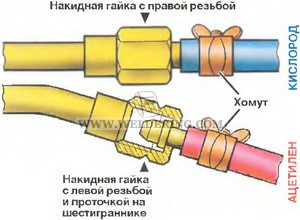
Присоединить к штуцеру горелки шланг для подачи кислорода
Проверить горелку на разрежение в ацетиленовом канале
Присоединить шланг для подачи ацетилена
Проверить точность и надежность закрепления шлангов хомутами
Допускается вместо хомутов закреплять шпанги не менее чем в двух местах по длине ниппеля мягкое отожженной проволокой
ПРОВЕРКА НА РАЗРЕЖЕНИЕ (ПОДСОС)

Прикрепить наконечник с помощью накидной гайки
Присоединить кислородный шланг к ниппелю
Установить давление кислорода по манометру редуктора (например, для наконечника №4 давление 0,2-0,4 МПа)

Полностью открыть вентиль ацетилена, а затем кислорода
Убедиться в наличии разрежения, поднеся большой палец к ниппелю ацетилена (палец должен присасываться)
|
|
ПРИ ОТСУТСТВИИ РАЗРЕЖЕНИЯ
1. Закрыть вентиль кислород и отсоединить наконечник
2. Завернуть инжектор из смесительной камеры на 1/2 оборота
3. Собрать горелку и испытать ее повторно
4. При отсутствии разрежения снять наконечник, вывернуть из него инжектор и мундштук. Проверить, не засорены ли отверстия. При необходимости прочистить мягкой проволокой и продуть воздухом
5. Проверить, плотно ли прижат инжектор к седлу корпуса горелки, устранить неплотность
ПРОВЕРКА НА ГАЗОНЕПРОНИЦАЕМОСТЬ
Присоединять кислородный шланг попеременно к ниппелям кислорода и ацетилена
Подать кислород под давлением 0,2-0,4 МПа
Мундштук опустить в воду на 15-20 с
На поверхности воды не должно быть пузырьков

Порядок зажигания горелки
1. При открытых вентилях горелки установить рабочее давление по манометру редуктора (средние значения 4 кгс/см2для кислорода и 1 кгс/см2для ацетилена) в соответствии с толщиной свариваемого металла. Закрыть вентили

2. Открыть на 1/4 оборота кислородный, а затем на один оборот ацетиленовый вентили

3. Поджечь горючую смесь. Пламя должно гореть устойчиво, не отрываясь от мундштука

4. Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном

5. По мере нагревания мундштука ** может образовываться пламя с избытком кислорода. Чтобы исключить это, создают запас ацетилена. Необходимо убедиться в его наличии. При этом средняя светящаяся зона пламени должна быть примерно в 4 раза больше длины ядра. Это соответствует 15 %-ному избытку ацетилена в пламени
ФОРМА И РАЗМЕРЫ ЯДРА ПРИ ПРАВИЛЬНО ОТРЕГУЛИРОВАННОМ ПЛАМЕНИ В ЗАВИСИМОСТИ ОТ НОМЕРА НАКОНЕЧНИКА

Если при зажигании смеси горелка дает хлопок или при полном открытии ацетиленового вентиля появляется черная копоть, надо проверить:
· затянута ли накидная гайка;
· достаточно ли давление кислорода;
· нет ли воды в шлангах;
· не перекручены ли (придавлены) шланги
При хлопках горелку нужно выключить: перекрыть сначала ацетиленовый, а затем кислородный вентили. Иногда хлопки и обратные удары вызываются перегревом мундштука после длительной работы. Тогда горелку нужно погасить и охладить мундштук в воде. При частой прочистке мундштука его отверстие разрабатывается. Кроме того он обгорает в процессе сварки. Сильно разработанный мундштук надо заменить
|
|
ОБРАТНЫЙ УДАР
|
Возможная причина | Способ устранения | |
| Бочкообразная форма сужающейся части канала | Заменить мундштук (неустранимый дефект изготовителя) |

| Несовпадение осей выходного канала (1) и конфузора (2) | Развертывание конфузора конической разверткой |

| Уменьшение длины выходного участка канала менее трех диаметров выходного отверстия | Заменить мундштук |

| Мундштук сильно приближен к детали или засорен | Соблюдать расстояние от мундштука до детали. Прочистить мундштук |
| Резкое снижение давления кислорода | Отрегулировать подачу | |
Способы газовой сварки
Правый способ

При правом способе горелку перемещают слева направо, а присадочная проволока перемещается вслед за горелкой. Пламя направляют на уже сваренный участок шва. Мундштуком производят незначительные колебания. При сварке листов толщиной менее 8 мм мундштук перемещают вдоль оси шва без колебаний. Конец проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают жидкий металл для облегчения удаления окислов и шлаков. Правый способ используют при толщинах металла более 3 мм с разделкой кромок. Тепло пламени рассеивается меньше, чем при левом способе
Угол разделки кромок можно уменьшить, особенно при больших толщинах
Левый способ
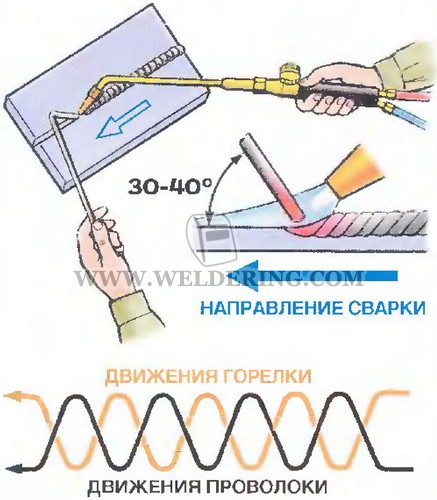
При левом способе горелку перемещают справа налево. Присадочная проволока находится перед пламенем, которое направлено на свариваемые кромки. Конец присадочной проволоки находится в восстановительной зоне. Этот способ применяют при сварке тонкостенных (до 3 мм) конструкций и при сварке легкоплавких металлов и сплавов
Примечание:
КАЧЕСТВО ШВА при правом способе сварки выше, чем при левом, так как металл лучше защищен факелом.
Положение мундштука горелки

Скорость нагрева металла регулируется изменением угла наклона мундштука α
Чем толще металл, тем больше должен быть угол наклона
Чем больше угол наклона, тем больше передается тепла пламени и, значит, больше глубина проплавления.
При сварке теплопроводных металлов (например, меди) угол должен быть больше, чем при сварке углеродистых сталей



