Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка поверхностей заготовок на алмазно-расточных станках ⇐ ПредыдущаяСтр 7 из 7
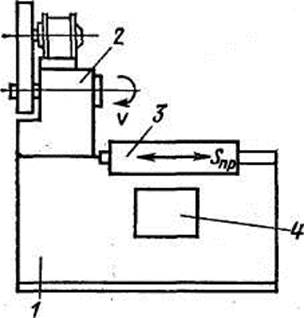
На алмазно-расточных станках окончательно обрабатывают отверстия алмазными и твердосплавными резцами. На рис. 4.7.1 показан одношшгадельный алмазно-расточной станок с горизонтальным расположением шпинделя. На станине 1 установлена расточная головка 2, В головке расположен закреплена оправка с резцом. Заготовку закрепляют на столе 3, имеющем перемещение по направляющим станины — продольную подачу, величина которой регулируется механизмом подач 4. Два соосных отверстия обрабатывают на алмазно-расточных станках двустороннего действия, имеющих две расточные головки.
Рис. 4.7.1 Общий вид алмазно-расточного станка Высокая точность и малая шероховатость обработанной поверхности обеспечиваются применением высоких скоростей резания (200—1000 м/мин), малых подач (0,01—0,1 мм/об) и глубин резания (0,05—0,2 мм). При обработке цветных металлов применяют алмазные, а при обработке черных металлов — твердосплавные резцы. Алмазно-расточные станки широко применяют для растачивания отверстий в блоках цилиндров и гильзах тракторных, автомобильных и мотоциклетных двигателей.
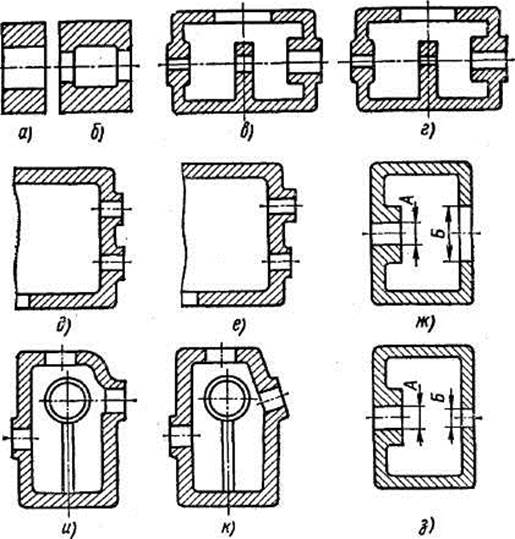
4.8 Технологические требования к конструкциям деталей машин, обрабатываемых на расточных станках Отверстия в корпусных деталях следует предусматривать простой формы (рис. 4.8.1, а). Глухие глубокие отверстия, а также конические и с выточками (рис. 4.8.1, б) трудно обрабатывать.
Рис. 4.8.1 Примеры конструкций деталей машин, обрабатываемых на расточных станках
Детали с несколькими соосными отверстиями целесообразно конструировать так, чтобы их диаметры последовательно уменьшались в одном направлении (рис. 4.8.1, в). При этом отверстия можно одновременно растачивать за один проход резцами, установленными на двухопорной оправке. Если в корпусной заготовке имеются внутренняя стенка или отверстия небольшого диаметра, не позволяющие ввести оправку, то такая конструкция является нетехнологичной (рис. 4.8.1, г). Расположение торцов следует предусматривать в одной плоскости (рис. 4.8.1, д), что позволит обрабатывать их за один проход. Наличие уступов в отверстиях и расположение торцовых поверхностей на разных высотах (рис. 4.8.1, е) затрудняют обработку.
Большое значение имеет свободный доступ ко всем элементам детали при обработке и измерении. В рекомендуемой на рис. 4.8.1, ж конструкции за счет увеличения диаметра отверстия В облегчается доступ режущего инструмента для подрезания торца отверстия А. Конструкция, приведенная на рис. 4.8.1, з, является менее технологичной.
ЗАКЛЮЧЕНИЕ
Сверлильные станки используются для организации глухих, а также сквозных отверстий в материале сплошного вида. Также применяются для конечной обработки отверстий, которые выполнялись с применением другого способа. Кроме того, сверлильные станки используются для: · рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия); · вырезания дисков; · выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д; · нарезания внутренних резьб; · зенкования поверхностей торца; · раскатывания отверстий оправками. Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок. · настольные (одношпиндельные, в том числе, с ЧПУ); · вертикальные (одношпиндельные, в том числе, с ЧПУ); · радиальные (в том числе, с ЧПУ); · станки для глубокого сверления; · многошпиндельные. При помощи специальных инструментов и приспособлений на сверлильных станках можно вырезать большие отверстия, растачивать отверстия, делать притирку точных отверстий. Используют сверлильные станки в сборочных, механических, инструментальных, ремонтных цехах, а также в ремонтных мастерских различного назначения. Расточные станки — металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки. Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки: · станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой; · станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях; · станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях. Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов). Тенденциями развития расточных станков можно отметитьследующие: повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках). Таким образом, станки сверлильно-расточной группы предназначены для обработки отверстий. По характеру обработки и виду применяемого режущего инструмента они делятся на две подгруппы: сверлильные и расточные станки. Сверлильные станки применяют для обработки сквозных и глухих отверстий как в сплошном материале, так и уже имеющихся в заготовке мерными осевыми инструментами — сверлами, зенкерами, зенковками, цековками, развертками, метчиками и т. п. Кроме того, расточные станки предназначены в основном для обработки отверстий расточными резцами, головками и блоками.
СПИСОК ЛИТЕРАТУРЫ:
1) Ансеров Ю.М., Салтыков В.А., Семин В.Г., Машины и оборудование машиностроительных предприятий: Учебник для инженерно-экономических специальностей вузов. – Л.: Политехника, 1991. – 365 с.: ил. 2) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-5-е издание, перераб. и доп. - М.: Машиностроение, 1979. - 788 с. 3) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-6-е издание, перераб. и доп. - М.: Машиностроение, 1982. - 584 с ил. 4) Дальский А.Н., Арутюнова И.А., Технология конструкционных материалов, Учебник. - М.: Машиностроение 1985. - 450 с.
|
||||||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 72; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.86.138 (0.006 с.) |