Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Полуавтомат с синергетическим управлением
Традиционные технологии сварочных аппаратов постепенно вытесняются современными инверторными с микропроцессорным управлением. На стороне последних не только малый вес и энергопотребление, широкий диапазон настроек, но и возможность работы в режиме синергетики. Умным словом синергетика называется наука о способности системы к самоорганизации. Сущность синергетики сводится к упрощенной процедуре настройки и оптимизации параметров режима сварки, в том числе относящихся к вспомогательным и микропроцессорного управления параметрами процесса по заданной программе. Аппараты серии МС имеют синергетическую панель управления с многочисленными программами, занесенными в память, которые облегчают эксплуатацию полуавтоматов и делают их пригодными для использования не очень опытным персоналом. При этом при установке требуемой скорости подачи проволоки все остальные параметры устанавливаются автоматически за счет встроенного программного обеспечения. Предусмотрена возможность, при необходимости, узкого диапазона коррекции напряжения и других параметров относительно синергетических. При этом предусмотрена запись режимов в память (до 11 режимов). В дальнейшем процесс настройки источника под выполнение конкретной операции заключается в выборе необходимой синергетической программы на панели управления и задания требуемой скорости подачи проволоки или сварочного тока. В режиме синергетики настройка оптимальных параметров сварки сводится к простому выбору оператором марки свариваемого материала, скорости подачи, типа и диаметра проволоки, защитного газа или смеси. Благодаря встроенному микропроцессору обеспечивается интерактивное автоматическое регулирование в процессе работы параметров сварки с учетом условий электропитания, положения оператора при сварке и его ловкости, поддерживая неизменной стабильность сварочной дуги. Особенно это целесообразно при импульсной сварке и сварке по сложной циклограмме процесса, когда управление переносом присадочного металла и нагревом основного металла осуществляется по программе с большим количеством параметров процесса. Оптимально настроить процесс без синергетики может только высококвалифицированный специалист, причем настройка необходима при каждом включении полуавтомата. Синергетическое управление снимает эту проблему и дает возможность оптимально подобрать параметры процесса даже не очень опытному персоналу. Часто приводят такую аналогию: синергетическое управление – это певец, исполняющий песню под фонограмму, записанную супер исполнителем.
Полуавтомат с синергетическим управлением и импульсным режимом Полуавтомат МС-500МР призван решить абсолютно все проблемы, связанные со сваркой любых материалов и сплавов. Наличие импульсного режима и синергетического управления делает этот аппарат незаменимым и универсальным при выполнении любых сварочных задач. Обладая всеми основными преимуществами простых инверторных полуавтоматов, этот аппарат значительно отличается в силу своих уникальных возможностей. Сущность процесса
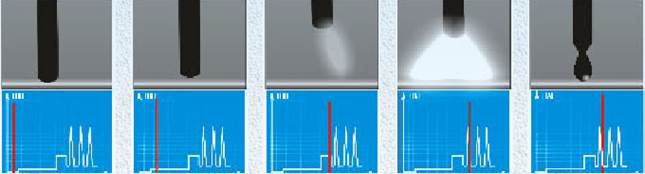
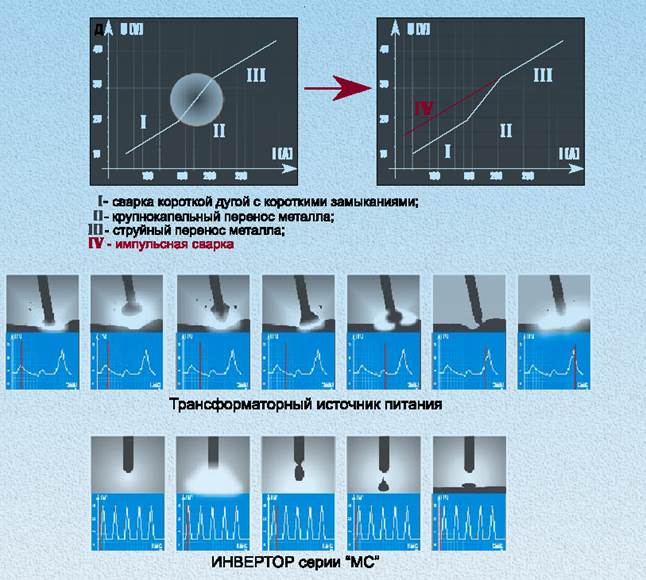
При работе на полуавтоматах в районе токов, превышающих 150А, наблюдается режим крупнокапельного переноса металла через дуговой промежуток. Этот процесс крайне сложен для управления сварщиком и характеризуется очень высоким уровнем разбрызгивания. Поэтому, задача DSP процессора аппарата серии «МС» – организовать импульсный режим переноса капли через дугу. Основная проблема, связанная с этим процессом инициировать одинимпульс тока для расплавления однойкапли и ее переноса в сварочную ванну. При разных материалах и их толщинах, разных диаметрах проволоки величина импульса должна быть различной. Поэтому, для облегчения работы оператора, все режимы тщательно просчитаны по уравнениям ввода тепла при сварке, а затем записаны в память машины. Сварщику остаётся только ввести параметры режима, а процессор определит необходимую частоту и величину импульса. В том случае, когда параметры сварки, выдаваемые аппаратом, не будут соответствовать условиям сварки, оператор имеет возможность подстройки режима. Но вместе с подстраиваемым параметром, а в большинстве случаев - это напряжение на дуге, будет изменяться и скорость сварки, сохраняя принцип - «один импульс одна капля».
Возможности аппаратов
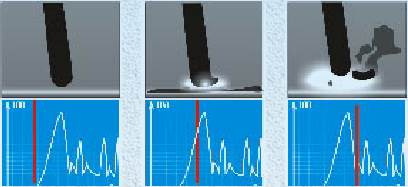
2. «Откат проволоки (Born Back)» Эта функция предназначена для еще более плавного старта и, в основном, для значительного снижения разбрызгивания. Поджиг дуги при работе на традиционных источниках питания за счёт хаотичного повышения тока короткого замыкания происходит с крайне высоким уровнем разбрызгивания. Функция Born Back действует следующим образом: в момент, когда сварочная поволока касается изделия, DCP процессор определяет режим короткого замыкания и даёт команду на вращение двигателя в обратную сторону и проволока начинает подниматься. Одновременно, очень медленно начинает нарастать ток (для инициализации дугового промежутка). В определённый момент DCP процессор повышает ток и плавно возбуждается сварочная дуга. Затем процессор инициирует импульс сварочного тока, возникает основная дуга, образующая каплю, переходящую в сварочную ванну.
Трансформаторный источник питания
ИНВЕРТОР серии «МС»
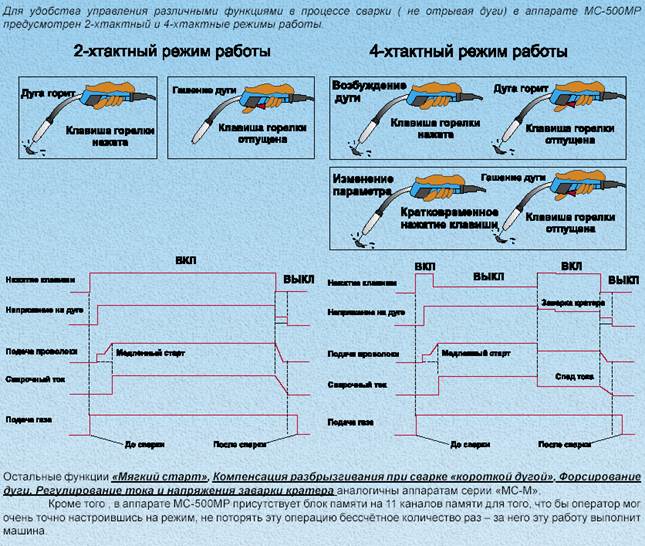
Для удобства управления различными функциями в процессе сварки (не прерывая дуги) в аппарате МС-500МР предусмотрен 2-тактный и 4-хтактный режимы рабы.
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-13; просмотров: 157; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.193.7 (0.011 с.) |
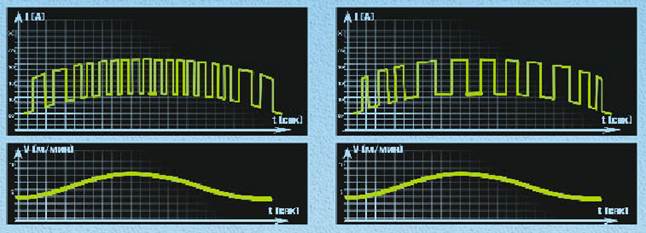
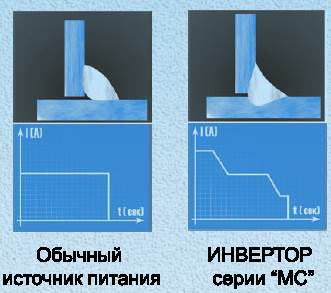 1. «Дифференцированного ввода тепла» при сварке алюминия или тонких материалов, т.е. в тех случаях, когда в начале сварки необходимо «пробить» оксидную плёнку или обеспечить полноценный провар, а затем величину тока необходимо снизить, что бы не прожечь основной металл.
1. «Дифференцированного ввода тепла» при сварке алюминия или тонких материалов, т.е. в тех случаях, когда в начале сварки необходимо «пробить» оксидную плёнку или обеспечить полноценный провар, а затем величину тока необходимо снизить, что бы не прожечь основной металл.