
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рекомендуемые значения толщин стенок цилиндрических обечаек аппаратов, работающих под наливом
Днищами называются части аппаратов, сопрягаемые с торцами обечаек для создания в аппаратах объема, изолированного от внешней среды. Форма днища определяется сопрягаемой с ним формой обечайки, давлением рабочей среды, технологическими требованиями, возможностями изготовления и различными конструктивными соображениями. Для аппаратов применяют следующие типы днищ: – эллиптические отбортованные* – по ГОСТ 6533-88; – конические отбортованные и неотбортованные с углами конуса при вершине 60°, 90°, 120° и 140° – по ГОСТ 12619-88 – ГОСТ 12621-88; – плоские – по ГОСТ 12622-88.
* отбортовка – плавный переход от формы днища к цилиндрической обечайке.
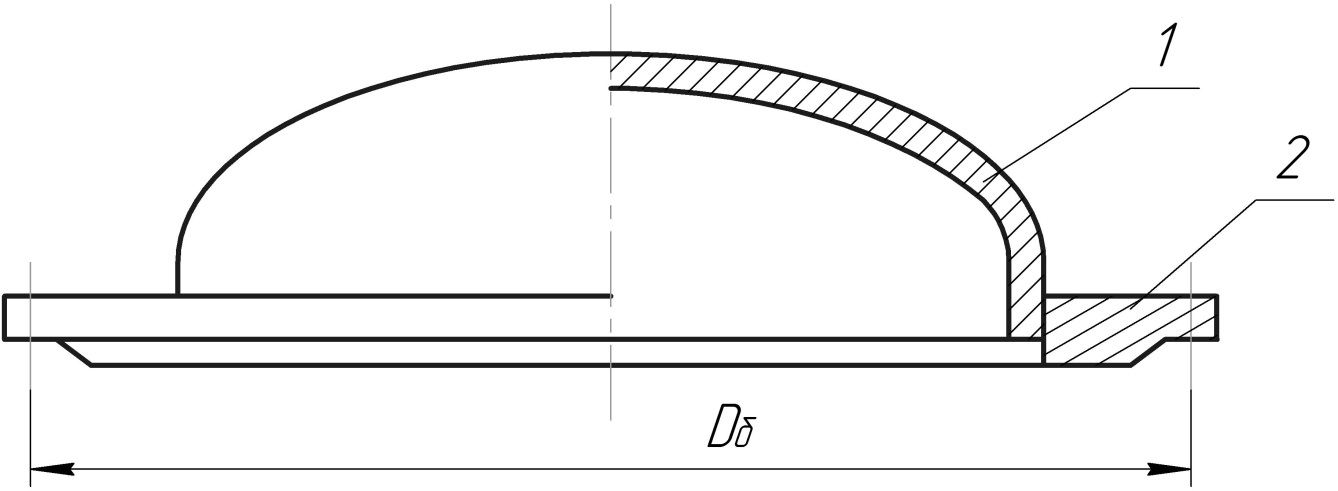
Допускается также использование днищ сферической формы. При этом сферические неотбортованные и плоские неотбортованные днища диаметром более 500 мм рекомендуются для аппаратов, работающих под наливом. В аппаратах, работающих под избыточным давлением среды выше 0,07 МПА, применяют эллиптические, сферические или конические отбортованные днища. Эллиптическая форма днища является наиболее рациональной, исходя из соображений равной прочности и цилиндрической обечайкой. Этим и объясняется широкое использование эллиптических днищ. Днища связаны с обечайкой и выполняются, как правило, из того же материала. В сварных аппаратах днища приваривают к обечайкам, а в литых – отливают совместно с ними. Присоединение днищ к обечайкам с помощью сварки осуществляется различными типами сварочных швов: стыковыми, угловыми и тавровыми. Причем отбортованные днища привариваются к обечайкам только стыковыми швами. Толщина стенок днищ определяется расчетом на прочность и устойчивость. Полученную таким образом величину толщины стенки сравнивают с выпускаемыми промышленностью толщинами стальных листов и выбирают ближайшее большое значение. Расчетная толщина стенки эллиптического днища практически совпадает с расчетной толщиной стенки обечайки. Съемные днища с фланцами или без них называют крышками (рис. 6).
Рис.6 Крышка аппарата: 1 – днище, 2 – фланец
Крышки больших диаметров дополняют деталями для крепления приспособлений, обеспечивающих их съём или установку на корпус аппарата, а крышки небольших размеров снабжаются ручками.
В приложениях 1-6 приведены выписки из соответствующих нормативных документов для определения геометрических размеров днищ. Крышки, трубопроводы и трубопроводная аппаратура присоединяются к корпусам аппаратов при помощи фланцев 2 (рис.6). Фланец представляет собой плоское кольцо с просверленными по окружности диаметром Отверстия служат для стягивания при помощи болтов или шпилек двух фланцев с уложенной между ними прокладкой. По форме фланцы бывают круглые, квадратные, овальные и др. Наиболее простыми в изготовлении являются фланцы круглой формы, которая и должна быть принята во всех случаях, если не оговорена особо другая форма фланца. Иногда фланцы изготавливают в виде двух колец – сплошного (меньшего диаметра) и с отверстиями под болты (большего диаметра). При этом сплошное кольцо приваривается к торцу трубы, а на него свободно надевается кольцо с отверстиями. Прокладка в этом случае соприкасается со сплошным кольцом. Материал для изготовления фланцев выбирают в зависимости от агрессивности среды и рабочей температуры. Он, как правило, соответствует материалу сопрягаемых частей. Конструкция и размеры стальных плоских приваренных фланцев для аппаратов диаметром от 400 до 4000 мм с условным давлением Фланцы штуцеров аппаратов, трубопроводов, арматуры выполняют по ГОСТ 1255-67 (приложение 7). В литой арматуре фланцы отливают как одно целое с другими деталями. Очень широкое применение в химико-фармацевтической промышленности находят трубы. Их используют не только в качестве магистральных трубопроводов для транспортировки жидких, сыпучих или газообразных сред, но из них делают также многие детали и узлы аппаратов (обечайки, патрубки, трубчатку теплообменников и др.). Материалы и размеры труб выбираются с учетом давления, температуры и физико-химических свойств среды. Характеризуются трубы условным проходом
Сортамент стальных труб выборочно приведен в таблице 6.
Таблица 6
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 233; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.228.35 (0.007 с.) |
 , мм
, мм
 отверстиями. Внутренним диаметром кольцо надевается на обечайку, крышку или трубу и приваривается к ней.
отверстиями. Внутренним диаметром кольцо надевается на обечайку, крышку или трубу и приваривается к ней. от 0,3 до 1,6 МПа установлены ГОСТ 26-426-79 (приложение 8).
от 0,3 до 1,6 МПа установлены ГОСТ 26-426-79 (приложение 8). , наружным диаметром и толщиной стенки
, наружным диаметром и толщиной стенки  .
.


