
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение погрешностей базирования
Погрешностью базирования еб называется разность предельных положений измерительной базы относительно настроенного на размер инструмента. Это определение оказывается очень важным, поскольку позволяет определить количественно погрешность базирования для любой схемы установки. При этом важно лишь найти и выразить через производственные параметры предельные положения измерительной базы. Для каждой схемы установки будет своя расчетная формула. На рис. 5.11 а показан эскиз, в которой необходимо обработать уступ в размере 15 мм с допуском 0,3 мм. В данном случае измерительной базой является поверхность А. Обработка выполняется при постоянной установке фрезы в размер С (рис. 5.11 б), причем установочной базой является поверхность В заготовки. При данной схеме базирования положение измерительной базы для отдельных заготовок будет колебаться в пределах допуска 0,2 мм на размер 40 мм. Размер 0,2 мм и буде т погрешностью базирования
Рис. 5.11. Определение погрешности базирования при фрезеровании уступа Эскиз, в котором необходимо обработать уступ в размере 15 мм с допуском 0,3 мм. Если же изменить схему базирования, приняв измерительную базу А одновременно и технологической базой (рис. 5.11 в), то погрешность базирования будет равна нулю. Следовательно, для исключения погрешности базирования необходимо совмещение измерительной и технологической баз. Рассмотрим погрешность базирования цилиндрической детали на призме (рис. 5.12) при фрезеровании лыски. В равной степени
Рис 5.12. Определение погрешности базирования при фрезеровании лыски
это относится и к обработке шпоночного паза. Значение погрешности зависит от получаемого размера А,, А2, А3.
По аналогии:
Таким образом:
где bD — допуск на размер заготовки, a — угол призмы.
Аналогично можно рассчитать погрешности и для размеров
Если при фрезеровании лыски заготовку базировать в центрах, то погрешность базирования будет составлять половину допуска на диаметральный размер, т.е. еб = 80/2, так как измерительная база (наружная поверхность вала) будет менять положение в связи с колебанием диаметрального размера вала (рис. 5.13 а). Если же базировать вал в тисках с плоскими губками и с опорой вала на основание тисков, то погрешность базирования будет равна нулю, так как измерительная база при обработке партии заготовок положения не меняет (рис. 5.13 б).
Рис. 5.13. Фрезерование лыски; заготовка базирована в центрах
При обработке плоскости или паза с базированием втулки 1 (рис. 5.14 а) по отверстию на оправку 2 с зазором погрешность базирования при получении размеров Н1 и Н 2 составит
Рис. 5.14. Заготовка базирована на разжимную оправку или на оправку с натягом (5.14 б) Из рассмотренных примеров видно, что погрешность базирования влияет на точность получения размеров и точность взаимного положения поверхностей. Для уменьшения или устранения погрешности базирования следует совмещать технологическую и измерительную базы, повышать точность размеров технологических баз, выбирать правильное расположение установочных элементов и их размеры. При посадке заготовок на охватывающие или охватываемые установочные элементы (втулки) следует устранять или уменьшать зазоры. Формулы для расчета погрешностей базирования при различных схемах установки приведены в [17].
ТОЧНОСТЬ ОБРАБОТКИ ОБЩИЕ ПОЛОЖЕНИЯ
Точность обработки в технологии машиностроения играет очень важную роль, от нее зависит точность работы собранных механизмов и машин, их износостойкость, надежность и долговечность. Под точностью в технологии машиностроения понимается степень соответствия производимых изделий их заранее установленным параметрам. Она в большей степени определяется точностью изготовления отдельных деталей и сборочных единиц. Точность в машиностроении — понятие комплексное, характеризует не только геометрические параметры машины и их элементы, но и единообразие различных свойств изготовляемых изделий (упругих, динамических, магнитных, электрических и др.). Под точностью детали понимается ее соответствие требованиям чертежа по размерам, геометрической форме, правильному взаимному расположению обрабатываемых поверхностей и по степени их шероховатости и волнистости, а также физико-механическим свойствам поверхностного слоя. Абсолютных размеров и других показателей продукции в производстве достичь нельзя. Поэтому сознательно идут на регламентируемые допустимые отклонения размеров и других показателей, т.е. работают в пределах допусков. Количественные показатели точности и допускаемые отклонения регламентируются Единой системой допусков и посадок и ее стандартами. Задача обеспечения необходимой точности изделия решается на этапах их конструирования, разработки и внедрения технологии изготовления. Механическая обработка заготовок резанием обеспечивается на металлорежущих станках, оснащенных различными приспособлениями и режущими инструментами. Собственно заготовка, оборудование (станок), приспособление и инструмент образуют целую систему, элементы которой не только связаны между собой, но и должны быть замкнуты. Если такого замыкания не происходит, процесс обработки осуществить нельзя. Каждый из указанных элементов не является идеальным по своим качествам. Все элементы переносят свои показатели качества на заготовку при изготовлении из нее детали. Кроме того, сам процесс резания характеризуется особенностями, которые также вносят свои изменения в показатели качества деталей. В результате возникают погрешности деталей и точность ее, как правило, снижается. Каждая деталь машины представляет собой сочетание поверхностей. При всем многообразии деталей современных машин число видов поверхностей ограничено. Это — цилиндрические, конические, плоские и фасонные поверхности. Точность механической обработки заготовок, связанная с функционированием замкнутой технологической системы элементов, проявляется в трех аспектах: точность размера, точность формы и точность расположения поверхностей. На общую суммарную погрешность обработки влияют различные параметры. К элементарным составляющим суммарной погрешности относятся: • неточность технологической схемы обработки; • геометрическая погрешность станков; • погрешность приспособлений; • погрешность мерного и профильного режущего инструмента; • погрешность измерений; • погрешность от упругих деформаций элементов технологической системы; • тепловые деформации элементов технологической системы; • размерный износ режущего инструмента;
• погрешность начальной размерной наладки; • погрешность подналадки; • погрешность установки заготовок; • погрешность от перераспределения остаточных внутренних напряжений; • шероховатость обработанной поверхности; • погрешность, вызываемая колебаниями элементов технологической системы; • погрешность, определяемая конструктивными особенностями системы управления технологическим процессом. В технологии машиностроения принято различать следующие виды элементарных погрешностей обработки по воздействию на технологическую систему: • систематические постоянные погрешности, вызываемые, например, неточностью мерного инструмента; • систематические погрешности, закономерно изменяющиеся по течению технологического процесса, вызываемые, например, размерным износом режущего инструмента; • случайные погрешности, которые, появившись при обработке одной заготовки, необязательно появляются при обработке других заготовок, а их значения для различных заготовок изменяются в определенных пределах от Предсказать момент появления и величину этих погрешностей возможно только с определенной вероятностью. Систематические погрешности обработки изучаются с помощью теоретических или экспериментальных исследований закономерностей, которым они подчиняются. Случайные погрешности изучаются с применением теории вероятности и математической статистики. Для исследования точности механической обработки используются: расчетно-аналитический, вероятностно-статистический и расчетно-статистический методы. Расчетно-аналитическая модель предполагает полную детерминированность процесса, для которого точно известны как начальная точность, так и влияние сопутствующих факторов. Решением систем уравнений, описывающих закономерности переноса погрешностей технологического процесса, однозначно определяется искомая точность. Факт детерминированности означает, что при одном и том же комплексе исходных условий при каждом следующем расчете получается один и тот же результат. Однако реальные процессы не всегда правильно отображаются детерминированными моделями, и правомерность их применения в таких случаях зависит от деятельности изучения исследуемого процесса. Математическое описание процессов в этом случае заключается в последовательном определении начальных (исходных) погрешностей заготовки; далее устанавливается в аналитическом виде их влияние на окончательную точность готовой детали и, наконец, решается полученная система уравнений. Этот метод можно применять в условиях единичного и мелкосерийного производства.
Вероятностно-статистическая модель, применяемая при изготовлении достаточно больших партий детали, позволяет без раскрытия физической сути явлений решать ряд задач по оценке и исследованию точности обработки, сборки, контроля и анализу точности оборудования. При этом определяются как первичные, так и суммарные погрешности. Расчетно-статистические модели сочетают положительные стороны обоих вышерассмотренных методов. Они пригодны для различных условий производства и являются весьма гибкими, так как позволяют рассчитывать первичные и суммарные погрешности, оценивая их отдельные составляющие статистически или расчетным путем. При недостатке данных модель носит в большей мере вероятностно-статистический характер. В то же время, применяя детерминированный подход, можно определить поле рассеивания случайных погрешностей и отдельные погрешности расчетно-ана- литическим методом.
|
|||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 367; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.104.248 (0.015 с.) |
 = 0,2 мм.
= 0,2 мм.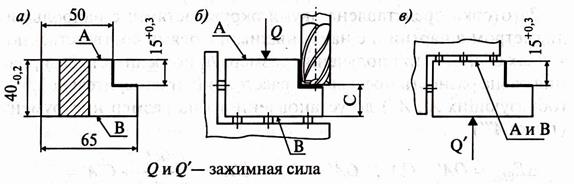
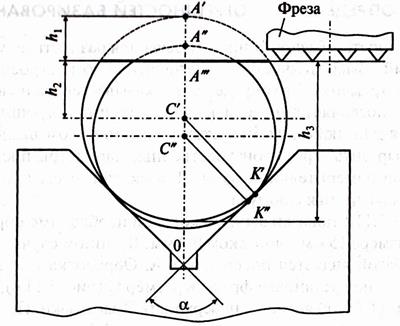

 Заготовка представлена двумя окружностями: с наибольшим диаметром в партии и с наименьшим и с осями соответственно в точках С' и С". При получении размера А, погрешность базирования равна разности предельных расстояний от измерительной базы (образующих А', А") до устаноого на размер инстрвленнумента (точка А' ")
Заготовка представлена двумя окружностями: с наибольшим диаметром в партии и с наименьшим и с осями соответственно в точках С' и С". При получении размера А, погрешность базирования равна разности предельных расстояний от измерительной базы (образующих А', А") до устаноого на размер инстрвленнумента (точка А' ") 



 где е — эксцентриситет оси отверстия относительно наружной поверхности втулки;
где е — эксцентриситет оси отверстия относительно наружной поверхности втулки;  — допуск на диаметр отверстия; — допуск на диаметр оправки;
— допуск на диаметр отверстия; — допуск на диаметр оправки;  — минимальный радиальный зазор при посадке заготовки на оправку.
— минимальный радиальный зазор при посадке заготовки на оправку.
 Если базировать рассматриваемую заготовку на разжимную оправку или на оправку с натягом (рис. 5.14 б), то погрешность базирования при получении размеров Н1, Н2 будет составлять, так как размеры и
Если базировать рассматриваемую заготовку на разжимную оправку или на оправку с натягом (рис. 5.14 б), то погрешность базирования при получении размеров Н1, Н2 будет составлять, так как размеры и  не будут влиять на получение размеров Н 1 или Н2.
не будут влиять на получение размеров Н 1 или Н2.
 min до
min до 


