Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 6: Постоянные циклы станка с чпуСодержание книги
Поиск на нашем сайте
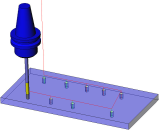
6.1. Назначение постоянных циклов Постоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения стандартных операций механической обработки. Практически все станки с ЧПУ имеют набор циклов для обработки отверстий - циклы сверления, растачивания и нарезания резьбы. Эти циклы упрощают процесс написания УП и экономят время, так как позволяют при помощи одного кадра выполнить множество перемещений. Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие, необходимо на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче и переместить к следующему отверстию.
Рис. 6.1. Цикл сверления
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере. Работать с постоянными циклами очень удобно. Например, необходимо изменить глубину сверления и высоту вывода сверла из отверстия. При работе с программой без постоянного цикла придется отредактировать ее практически полностью. Если же вы используется постоянный цикл сверления, то для достижения нужного эффекта достаточно изменить несколько параметров. Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых – для сверления, растачивания и нарезания резьбы до более сложных – для обработки контуров и карманов. Некоторые циклы стандартизированы и все разработчики систем ЧПУ придерживаются этих стандартов. Однако некоторые циклы на разных станках могут записываться по-разному.
Таблица 6.1 - Постоянные циклы для обработки отверстий
Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G-кода, в следующих кадрах указываются координаты отверстий, которые необходимо обработать. После кадра, содержащего координаты последнего отверстия, необходимо запрограммировать G80 – код отмены (окончания) постоянного цикла. Если этого не сделать, то все последующие координаты перемещений будут считаться координатами обрабатываемых отверстий.
6.2. Стандартный цикл сверления и цикл сверления с выдержкой ( G81, G82 )
Код G81 предназначен для вызова стандартного цикла сверления:
G81 Х10.0 Y15.3 Z-3.0 R0.5 F50. X и Y - координаты обрабатываемых отверстий; Z - конечная глубина сверления; R - положение плоскости отвода; F - подача. Плоскость отвода – это координата по оси Z, с которой начинается сверление на рабочей подаче. Плоскость отвода устанавливается немного выше поверхности детали, поэтому значение при R обычно положительное. Величина R существенно влияет на время обработки.
Цикл сверления с выдержкой вызывается при помощи команды G82 функционирует аналогично стандартному циклу сверления:
G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50. Р - время ожидания, [миллисекунды] (1/1000 сек).
Разница в том, что на дне отверстия запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания обеспечивает лучшее удаление стружки со дна отверстия.
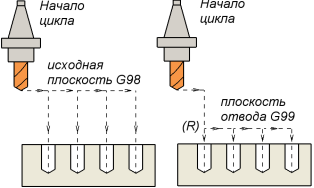
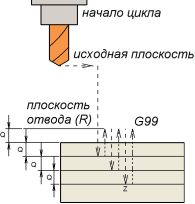
При выполнении механической обработки отверстий при помощи постоянных циклов существует также понятие исходная плоскость. Исходная плоскость – это координата (уровень), по оси Z в которой располагался инструмент перед вызовом постоянного цикла. Для работы с исходной плоскостью используется код G98, а для работы с плоскостью отвода - код G99.
Рис. 6.2. Использование кодов G98 и G99
Если между отверстиями нет препятствий, то используется код G99. Если же между ними имеется какой-либо выступающий элемент, то, чтобы избежать столкновения, используется код G98:
G98 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50. или G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Следует учитывать, что если код G98 применить сразу после смены инструмента, то исходная плоскость будет установлена слишком высоко, и время обработки существенно возрастет. При использовании кода G99 инструмент перемещается вверх только после обработки последнего отверстия.
6.3. Относительные координаты в постоянном цикле (G90, G91)
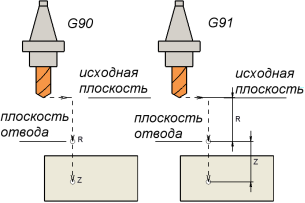
G90 - программирование в абсолютных координатах; G91 - программирование в относительных координатах. При необходимости использования относительных координат при работе с постоянным циклом необходимо учитывать следующее: 1) плоскость отвода устанавливается относительно исходной плоскости; 2) глубина сверления по Z устанавливается относительно плоскости отвода.
Рис. 6.3. Различие между G90 и G91 в постоянных циклах сверления
6.4. Циклы прерывистого сверления (G83, G73)
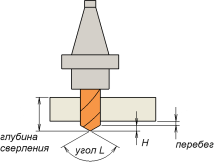
Код G83 вызывает цикл прерывистого сверления. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Сверление считается глубоким, если глубина отверстия больше трех диаметров сверла. При этом возникает вероятность, что стружка не успеет выйти из отверстия и инструмент сломается. При обработке отверстий технолог-программист должен решить, какой именно цикл ему необходим в каждом конкретном случае. Необходимо, также, учитывать, что режущая кромка сверла заточена под определенным углом. Так как в программе указываются координаты Z для кромки сверла, то инструменту при сверлении сквозных отверстий необходимо задать небольшой перебег величиной примерно 1 мм для прямой части сверла:
Рис. 6.4. На чертежах длину отверстия указывают по прямой части.
Формат кадра для цикла прерывистого сверления:
G83 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45 X и Y - координаты обрабатываемых отверстий; Z - конечная глубина сверления; R - положение плоскости отвода; Q - относительная глубина каждого рабочего хода сверла (2 мм); F - подача. Высокоскоростной цикл прерывистого сверления G73 работает аналогично циклу G83. Разница заключается в том, что при высокоскоростном цикле сверло для удаления стружки выводится из отверстия не полностью. Это позволяет уменьшить машинное время обработки.
Рис. 6.5. Схема цикла прерывистого сверления
Формат кадра для высокоскоростного цикла прерывистого сверления:
G73 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
Многие системы ЧПУ позволяют указывать дополнительные адреса для более гибкой работы с циклами сверления. Поэтому при программировании циклов необходимо изучить заводскую инструкцию.
6.5. Циклы нарезания резьбы (G74, G84)
Код G84 используется для вызова цикла нарезания резьбы. В этом случае при каждой подаче оси Z на значение шага метчика шпиндель поворачивается на один оборот. Когда метчик достигает дна отверстия, шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. Система ЧПУ самостоятельно синхронизирует подачу и скорость вращения шпинделя во избежание повреждения резьбы и поломки инструмента. Благодаря этому нарезание резьбы можно выполнить без плавающего патрона с высокой скоростью и точностью. Формат кадра для цикла нарезания резьбы:
G98 G84 Х10.0. Y10.0 Z-6.0 R10.0 F10 G84 - нарезание правой резьбы. G98 G74 Х10.0. Y10.0 Z-6.0 R10.0 F10 G74 - нарезание левой резьбы.
Некоторые СЧПУ позволяют программировать циклы нарезания резьбы за несколько рабочих операций, аналогично циклу прерывистого сверления. При нарезании резьбы при помощи постоянных циклов станка программисту следует проявлять особую внимательность, назначая режимы резания и глубину обработки. 6.6. Циклы растачивания (G85)
Код G85 вызывает стандартный цикл растачивания. Операция растачивания применяется для получения отверстий высокой точности с хорошей чистотой поверхности. В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления:
G98 G85 Х10.0 Y10.0 Z-10.0 R10.0 F30
Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия также на рабочей подаче.
Рис. 6.6. Процесс растачивания цилиндрического отверстия
Существует множество разновидностей цикла растачивания, которые отличаются друг от друга поведением при выводе инструмента из обработанного отверстия: Таблица 6.2 - Разновидности циклов растачивания отверстий
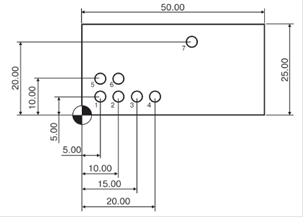
Примеры программ на сверление отверстий с использованием Постоянных циклов Пример № 1
Рис. 6.7. Сверление 7 отверстий диаметром 3 мм и глубиной 6,5 мм
% O0001;Номер программы
|
||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 1387; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.214.52 (0.009 с.) |