Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
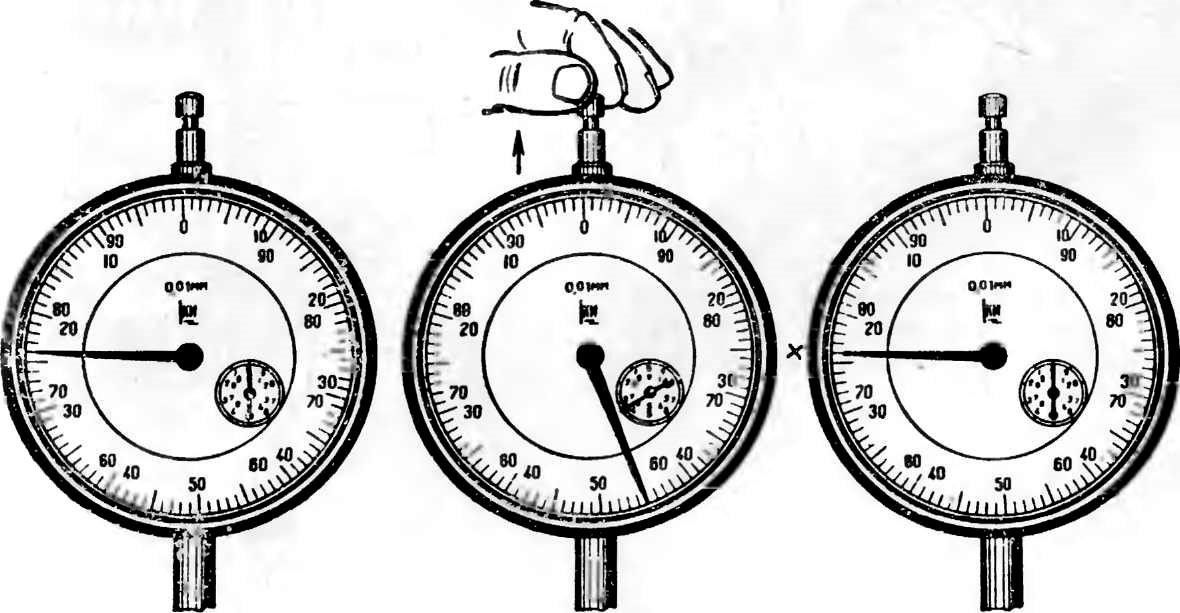
Перед измерением проверить постоянство показаний индикатора, приподнимая и опуская измерительный стержень. ⇐ ПредыдущаяСтр 3 из 3
Разность показаний не должна превышать 0,5 деления.
Рис.6. Проверка постоянства показаний
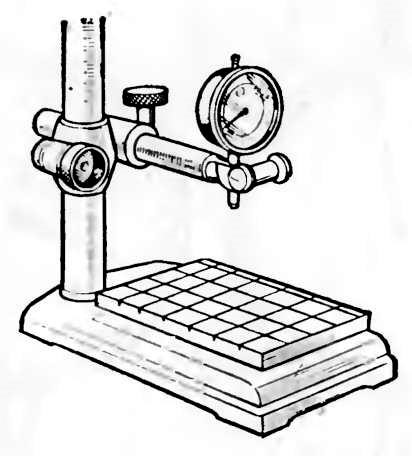
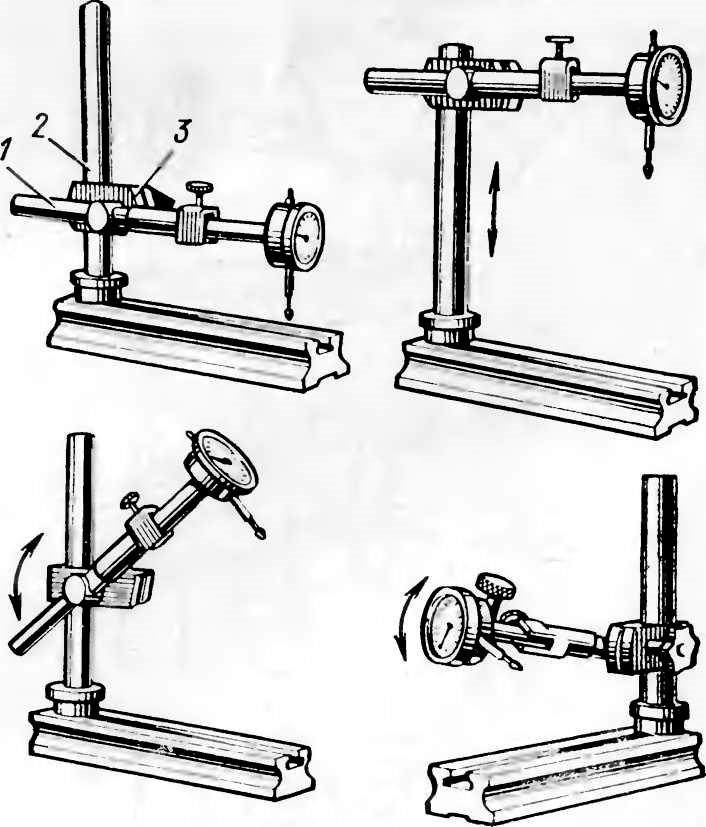
Стойка и штативы предназначены для крепления индикатора и перемещения его (ГОСТ 10197–70).
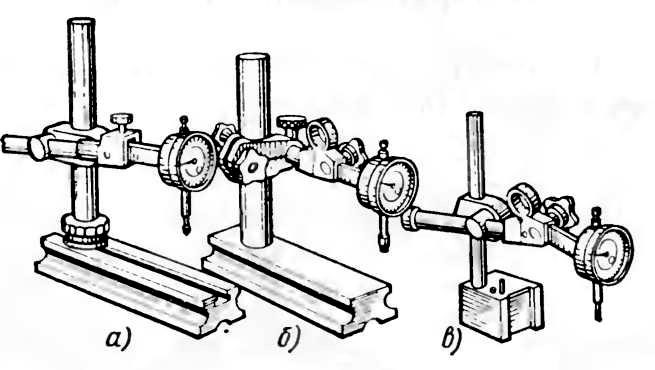
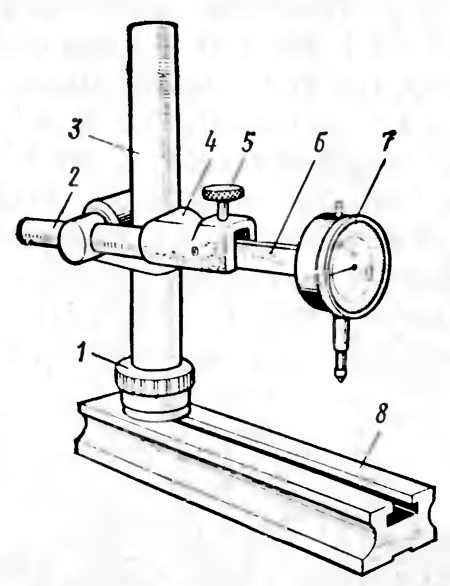
Универсальный штатив с микроподачей
Рис.8. Устройство универсального штатива с микроподачей. 1 – гайка крепления колонки; 2 – стержень; 3 – колонка; 4 – муфта; 5 – винт микроподачи; 6 – державка; 7 – индикатор; 8 – основание
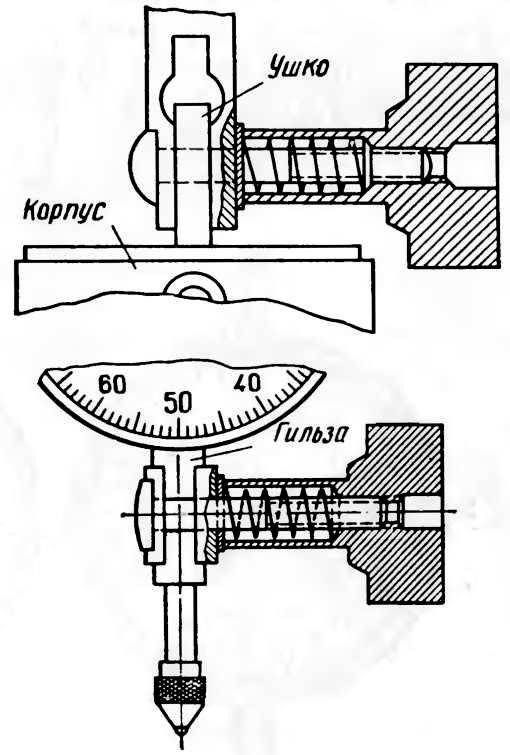
Крепление индикатора
Рис.9. Схема крепления индикатора Перемещение колонки относительно основания
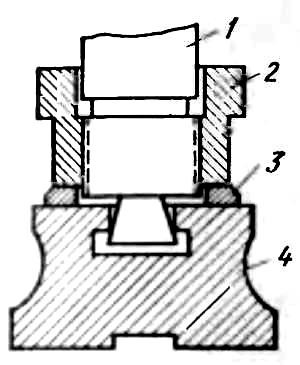
Рис.10. Перемещение колонки относительно основания и устройство крепления. 1 – колонка; 2 – гайка; 3 – шайба; 4 – основание
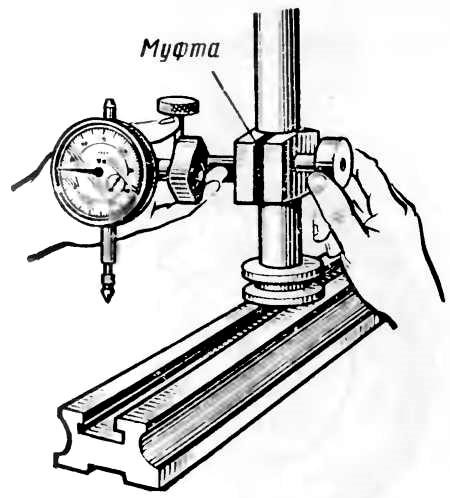
Установка муфты относительно колонки
Рис.11.Установка муфты относительно колонки
Ослабляя зажим крепления муфты, надо поддерживать стержень с державкой.
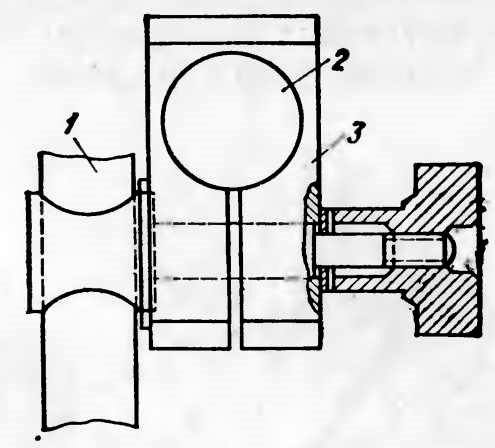
Рис.12. Устройство зажима. 1 – стержень; 2 – колонка; 3 – муфта Установка стержня относительно муфты и колонки
Рис.13. Установка стержня относительно муфты и колонки.1 – стержень; 2 – колонка; 3 – муфта
Установка индикатора относительно державки
Рис.14. Установка индикатора относительно державки
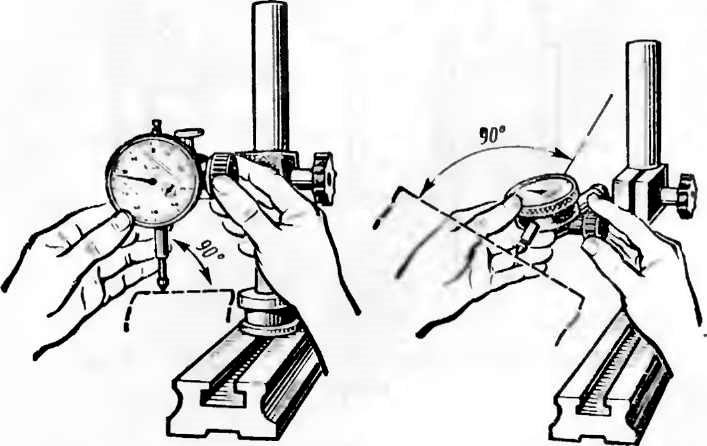
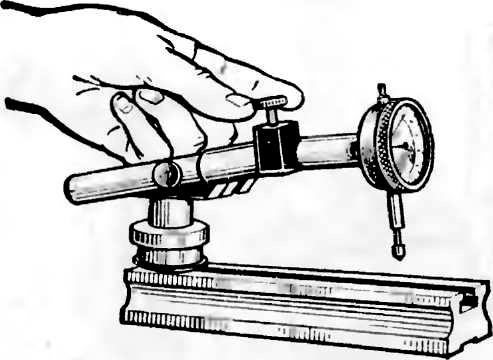
Измерительный стержень должен располагаться перпендикулярно к проверяемой поверхности. Применение микроподачи Микроподачу осуществляют вращением винта.
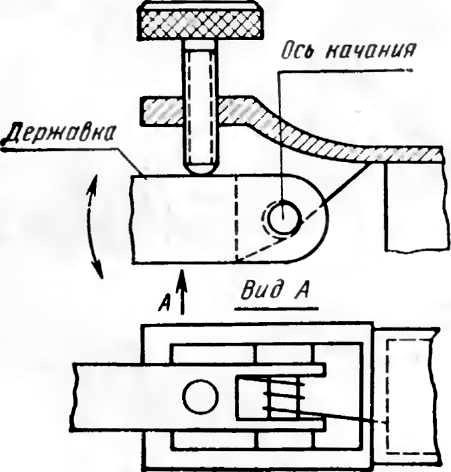
Рис.15. Применение микроподачи
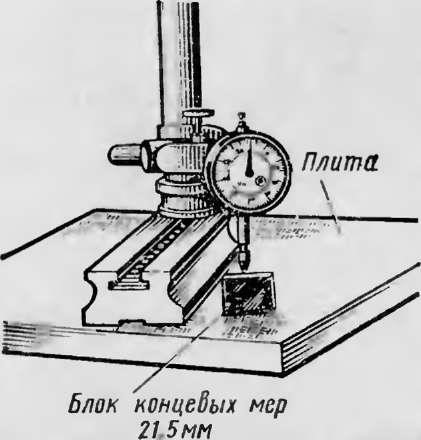
Измерение относительным методом При измерении относительным методом индикатор, закрепленный на штативе, настраивают по блоку плоскопараллельных концевых мер, составленному по номинальному размеру измеряемой детали (на нуль). Затем определяют отклонение по детали и в соответствии с его знаком и величиной подсчитывают действительный размер. При точных измерениях надо учитывать, что участок шкалы 0,1 мм, который находится в начале второго оборота стрелки, имеет нормированную погрешность показаний, не превышающую 0,006 мм.
Рис.16. Настройка индикатора при измерении относительным методом
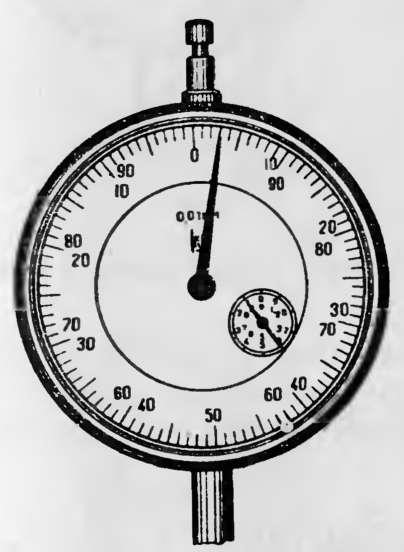
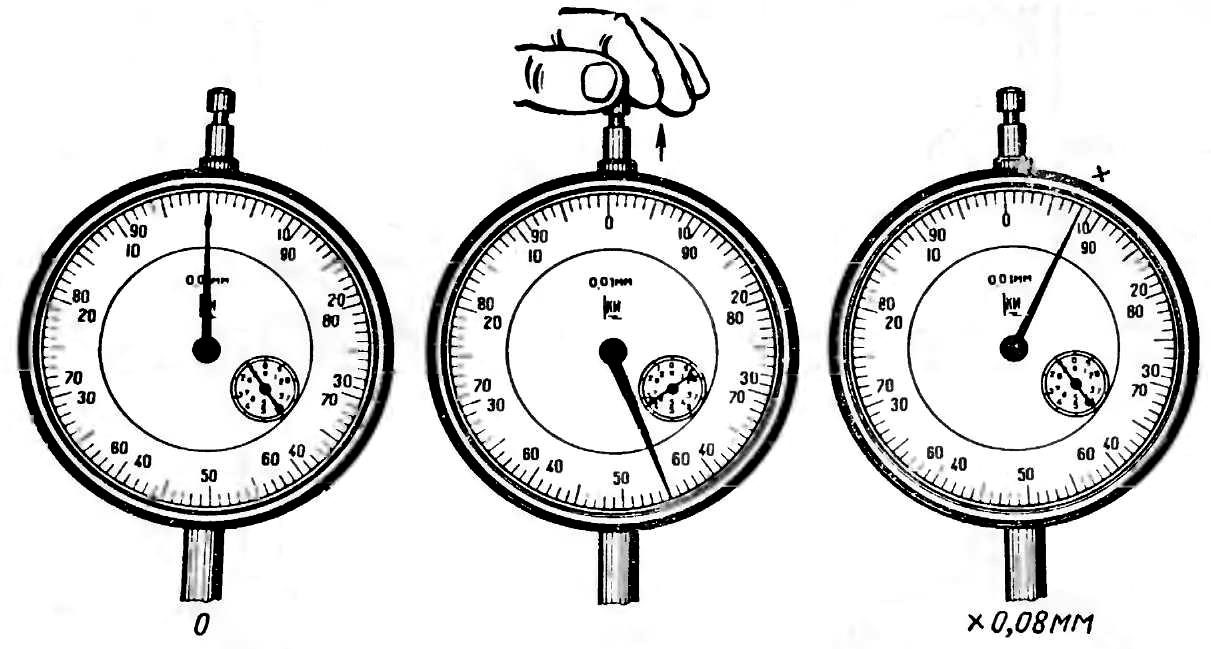
* 21,5мм +0,03мм=21,53 мм Рис.17. Порядок считывания показаний измерений
Измерение абсолютным методом Следует учитывать, что у индикаторов с ценой деления 0,01 мм, находящихся в эксплуатации, допускается погрешность на всем интервале при пределах от 0 до 5 – 0,016 мм и при пределах от 0 до 10 – 0,02 мм.
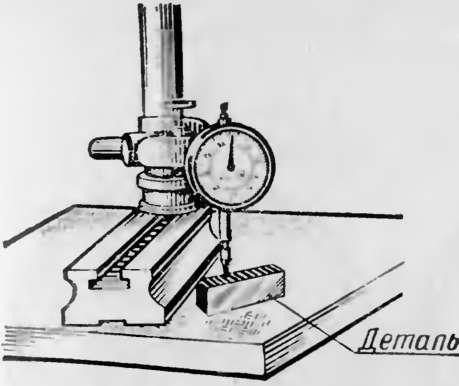
Рис.18. Контроль нулевого показания и обеспечение контакта с изделием
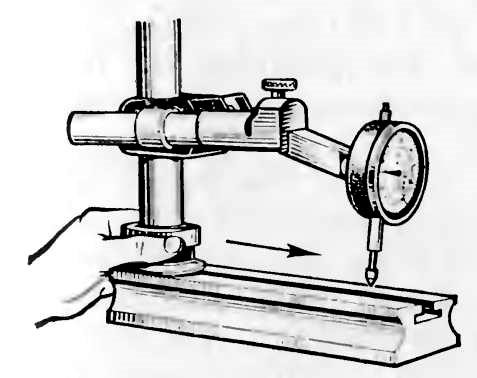
Проверка параллельности При перемещении детали относительно индикатора надо поднимать измерительный стержень, доводя его наконечник до соприкосновения с деталью только в проверяемых точках.
Рис. 19.Обеспечение контакта индикатора с деталью. 1 – деталь; 2 – плита
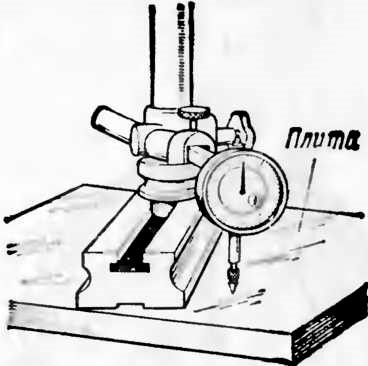
Рис.20. Поднятие измерительного стержня
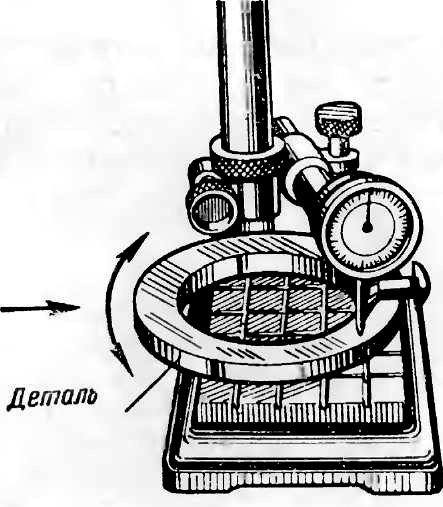
При проверке параллельности, а также высоты у небольших деталей можно использовать верхнюю плоскость основания, предварительно убедившись в ее исправности – отсутствии задиров и вмятин.
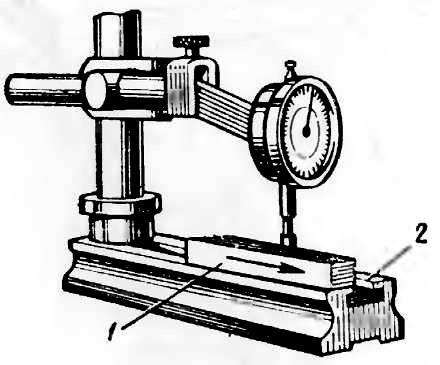
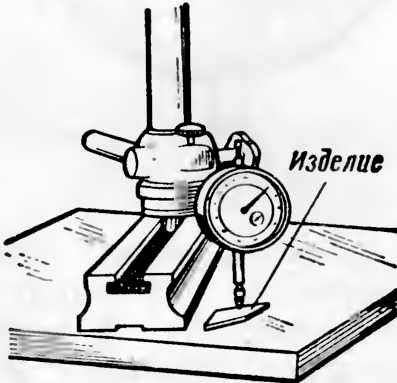
Рис.21. Проверка параллельности и биения.1 – деталь; 2 – основание
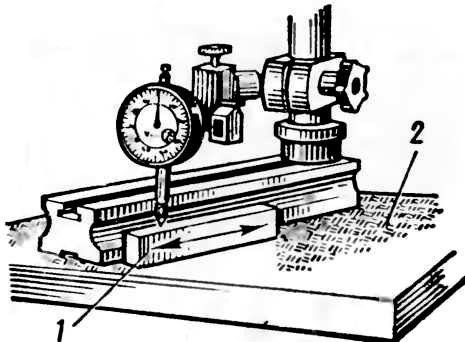
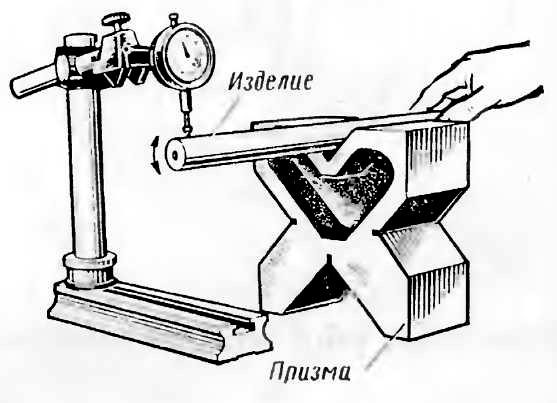
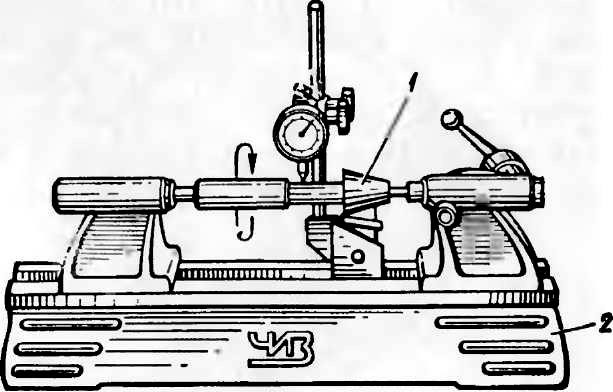
Проверка радиального биения Биение определяется наибольшей разностью показаний индикатора при одном обороте детали (изделия).
Рис.22. Проверка радиального биения.1 – изделие; 2 – биениемер
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 180; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.60.192 (0.007 с.) |