Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание конструкции и назначение инструмента протяжка шлицевая
Шлицевые протяжки используются для обработки шлицевых отверстий, являясь одной из популярных разновидностей современного инструмента для резки металла. Они широко применяются многими предприятиями. Операция протягивания признается одним из наиболее эффективных способов резки материалов. Производится она протяжкой – специальным режущим инструментом, применение которого гарантирует получение качественного показателя (до 0,32 мкм) шероховатости обрабатываемого изделия и уникальной его точности (до 6 квалитета). Инструмент протяжка – это режущее приспособление с множеством зубьев, которые выступают один над другим в перпендикулярном к основному движению резки направлении. По сути, протяжка располагает несколькими лезвиями(рис 6.8), расположение коих дает им возможность удалять весь требуемый объем стружки с заготовки, начиная от черновой ее обработки и заканчивая калибровкой.
С помощью такого приспособления можно работать с любыми по форме наружными и внутренними поверхностями. При этом движения подачи при протягивании нет, а основное движение (его называют главным) бывает вращательным либо поступательным. Модификацией протяжек считают прошивки. Они конструктивно схожи между собой, но прошивки работают на сжатие, а протяжки – на растяжение.
Инструмент классифицируется по нескольким различным параметрам: · по материалу, из которого выполняется их режущая часть: из быстрорежущей, инструментальной стали, твердых сплавов; · по исполнению: сборные или цельные; · по количеству протяжек в одном комплекте: много- либо однопроходные; · по используемому методу удаления припуска (его срезания с заготовки): со ступенчатым, профильным, прогрессивным вариантом резки; · по направлению лезвий: с наклонными и прямыми зубьями, либо с винтовыми и кольцевыми. Шлицевый режущий инструмент применяется при: · нарезке шлицов и шпоночных канавок; · изготовлении нарезного огнестрельного оружия; · калибровании фигурных, цилиндрических и многогранных внутренних поверхностей (отверстий); · производстве турбин для самолетных двигателей; · протягивании сложных по конфигурации наружных профилей.
Протяжка шлицевая относится к металлорежущему инструменту и применяется для обрабатывания шлицевых отверстий. Это, фактически, несколько лезвий, укрепленных друг за другом таким образом, что при работе протяжки снимается весь необходимый объем стружки – от черновой обработки до чистовой и калибровки. При изготовлении протяжек используют быстрорежущие или среднелегированные инструментальные стали, так как этот инструмент подвергается большим физическим нагрузкам.
Геометрические параметры протяжки
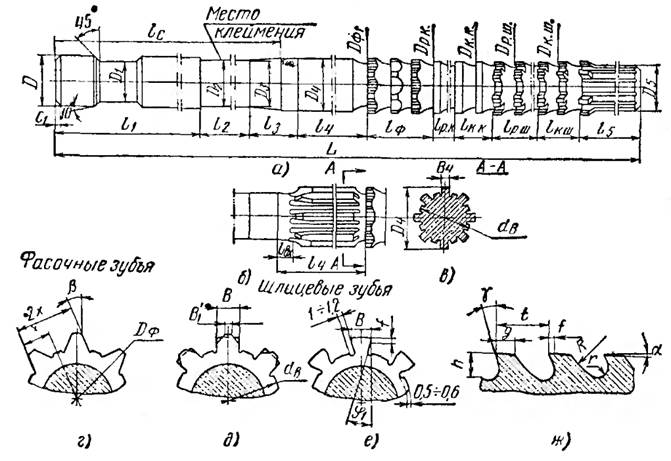
Рис.6.9. Конструкция и обозначения параметров шлицевой протяжки: а — общий вид протяжки первого прохода, б — передняя направляющая часть протяжки второго прохода, в — сечение по передней направляющей части, г — поперечный профиль фасочных зубьев, д — поперечный профиль режущих шлицевых зубьев, е — поперечный профиль калибрующих шлицевых зубьев, ж — продольный профиль зубьев
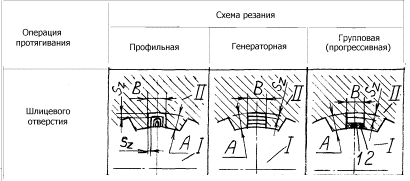
Способы формообразования Схема резания при протягивании характеризует последовательность удаления срезаемого слоя отдельными зубьями протяжки. Схему резания выбирают в зависимости от формы, размеров и состояния обрабатываемой поверхности. От рационального выбора схемы резания зависят конструкция протяжки, ее длина и работоспособность, качество обработанной поверхности, производительность и экономичность процесса. При проектировании протяжек применяют профильную (одинарную), генераторную и прогрессивную (групповую) схемы резания.
Рисунок 6.10 – Схемы резания
Протяжки, работающие по профильной схеме резания, имеют в поперечном сечении профиль зубьев, подобный профилю обрабатываемой поверхности. При этом за счет превышения высоты предыдущего зуба по отношению к высоте доследующего срезаются относительно тонкие и широкие слои металла по всему периметру обработанной поверхности. Особенностью генераторной схемы резания является то, что срезание припуска производится режущими зубьями, имеющими переменный профиль, постепенно переходящий от прямолинейной или круглой формы к заданному профилю. Прогрессивная (групповая) схема резания характеризуется тем, что удаляемый слой металла разделяется на части между отдельными зубьями, образующими секцию (группу), состоящую из 2-5 зубьев одинакового диаметра или высоты.
|
|||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 370; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.190.156.212 (0.004 с.) |