Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание конструкций шпиндельных бабок, шпиндельных узлов, приводов подач и их элементов, механизмов и устройств закрепления и замены инструментов и деталей и т.д.
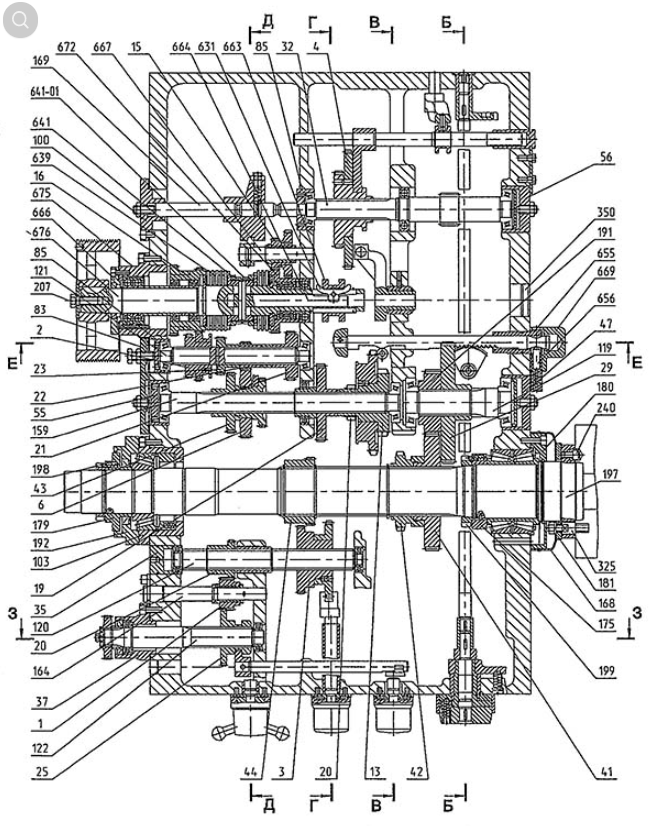
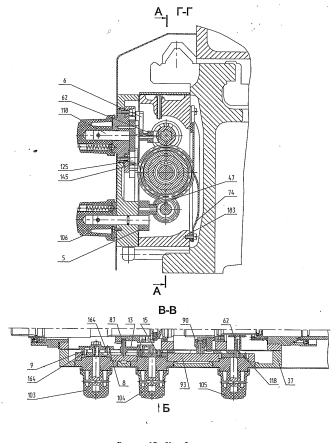
Рис. 5.16 Шпиндельная бабка Шпиндельная бабка служит для обеспечения передачи заданной частоты вращения шпинделю 197, на котором установлены устройства для закрепления обрабатываемых заготовок, а также передачи движения к механизмам цепи подач. Шпиндельная бабка жестко сбазирована на станине при сборке станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки передач, ослабив винты, крепящие шпиндельную бабку, и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности. При ослаблении крепления шкива на валу 676 нужно подтянуть винт 207. Шпиндель станка имеет фланцевое исполнение конца, что обеспечивает быструю смену устройства для закрепления обрабатываемой детали: трехкулачкового патрона или планшайбы и их надежное крепление.
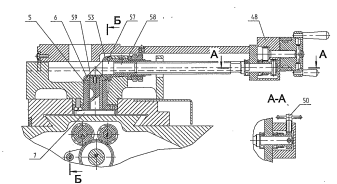
Задняя бабка
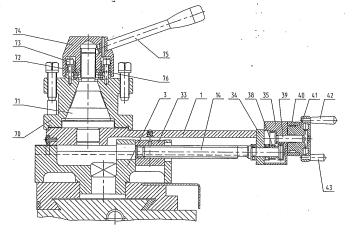
Рис. 5.17 Задняя бабка Задняя бабка служит для фиксации правого конца обрабатываемой заготовки с помощью центра, а также для закрепления режущего инструмента при осевом сверлении, зенкеровании и развертывании. Задняя бабка располагается на станине станка справа. При необходимости заднюю бабку можно вручную переместить по направляющим станины и закрепить в нужном положении рукояткой 60 (перемещением «от себя»). Перемещение пиноли 6 осуществляется вращением маховика 29 посредством винта 17 и гайки 27, а закрепление в нужном положении - рукояткой 57. Освобождение (выталкивание) установленного в конусное отверстие пиноли центра (инструмента) осуществляется концом винта 17. Для этого пиноль 6 маховиком 29 перемещают вправо до упора. Для предотвращения проворачивания инструмента в конусном отверстии пиноли имеется упор 13. Установку оси пиноли 6 соосно со шпинделем станка в горизонтальной плоскости, а также поперечное смещение задней бабки (например, при обработке пологих конусов на заготовке, устанавливаемой в центрах) осуществляется винтами 45. Прежде чем производить поперечное смещение задней бабки необходимо ослабить винты подтяжки клина 8. Если рукоятка 60, отведенная в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно регулировочными винтами 81 и 82 при отпущенных контргайках 120 и 121, изменяя положение прижимной планки 36, установить необходимое усилие прижима.
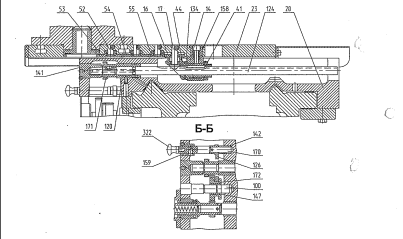
Каретка и суппортная группа
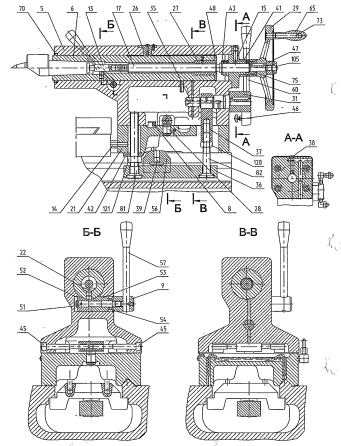
Рис. 5.18 Верхняя и средняя часть суппорта
Рис.5.19 Каретка и нижняя часть суппорта
Каретка и суппортная группа (рис. 5.18, 5.19) — исполнительный орган станка, предназначенный для осуществления точных координированных механических или ручных рабочих и вспомогательных перемещений режущего инструмента в продольном и поперечном направлениях относительно оси обрабатываемой детали (оси шпинделя) в одной горизонтальной плоскости с этой осью, а также для быстрой смены режущего инструмента и установки его под углом к оси шпинделя при точении конусов, осуществляемом вручную, перемещением верхней части суппорта. Узел имеет крестообразную конструкцию, позволяющую осуществлять плавные и точные перемещения его подвижных частей при большой их жесткости и виброустойчивости. Перемещение верхней части суппорта с резцедержателем может осуществляться только вручную вращением рукоятки 41 (рис. 5.18) Нижняя часть суппорта и каретка могут перемещаться соответственно в поперечном и продольном направлениях как вручную, так и механически. Причем их перемещение может быть рабочим, т.е. осуществляться от привода подач, или быстрым, осуществляемом от привода быстрых перемещений. Рукоятка винта поперечной подачи 80, 151 (рис. 5.19) снабжена специальным устройством, которое отключает ее при включении механического привода подачи и быстрого хода нижней части суппорта. Средняя часть суппорта (рис. 5.19) при необходимости может быть повернута на угол +90°, контроль величины перемещения осуществляется по визиру, нанесенному на среднюю часть суппорта. перемещения нижней части суппорта при помощи закрепленного на ней визира. Каретка и суппортная группа с механическим приводом
Рис. 5.19 Верхняя и средняя часть суппорта с механическим приводом
Рис 5.20 Каретка и нижняя часть суппорта с механическим приводом Перемещение верхней части суппорта с резцедержателем может осуществляться через механическую подачу (рис. 5.20, 5.21).
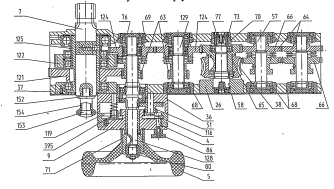
Для включения механической подачи необходимо зажать винт 50 (рис. 5.20) вытянуть «на себя» кнопку 322 (рис. 5.21). Величина подачи верхней части суппорта с резцедержателем равна 1/4 величины продольной подачи. Установка моторная
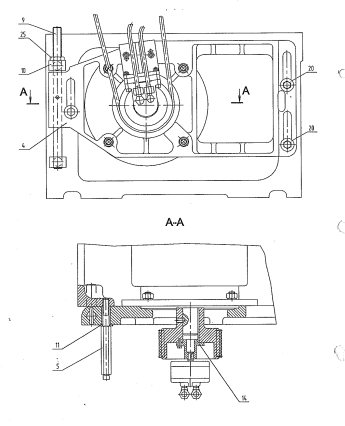
Рис. 5.22 Установка моторная
Моторная установка (рис. 5.22) состоит из электродвигателя привода главного движения, моторной плиты 4 и оси 9. Моторная плита крепится на левом торце левой тумбы основания винтами 20 и 5. Вращение от электродвигателя привода главного движения передается поликлиновым ремнем шпинделю станка. При уменьшении крутящего момента на шпинделе в первую очередь следует проверить натяжение ремня главного движения. Если натяжение не достаточно, то, ослабив винты 5 и 20, плавным вращением гайки 25 против часовой стрелки опустить вниз подмоторную плиту 4 для обеспечения требуемого натяжения ремня. После этого винты 5 и 20 завернуть до отказа. Проверка натяжения ременной передачи привода главного движения производится натяжением ремня с усилием 90 Н, приложенным к середине ремня, при этом прогиб ремня должен составлять 12 мм.
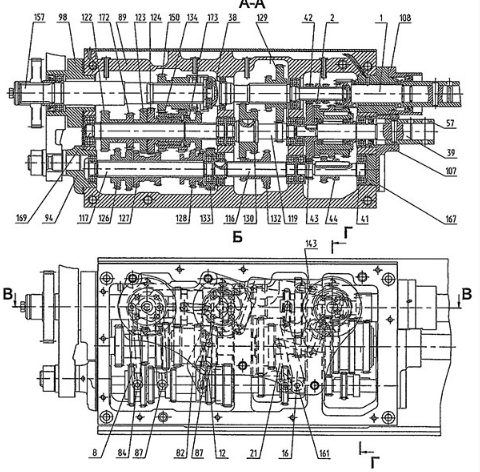
Коробка подач
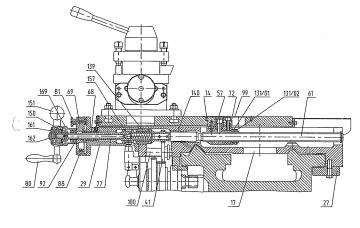
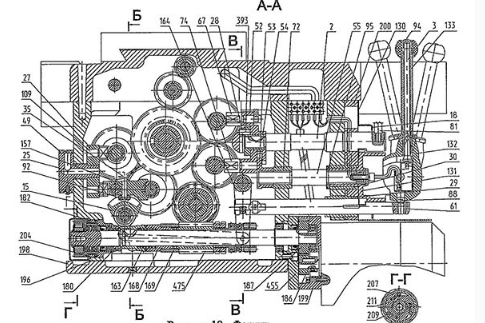
Рис. 5.23 Коробка подач предназначена для изменения передаточного отношения при передаче вращения от входного вала коробки подач к ходовому винту или ходовому валу токарно-винторезных станков с диаметром обработки над станиной до 500 мм. Коробка подач позволяет производить нарезку дюймовых резьб 11 и 19 ниток на дюйм без смены шестерен гитары и устанавливается на токарные станки ГС526У. Коробка подач (рис. 5.23) предназначена для получения ряда точных передаточных отношений кинематической цепи подач. С помощью коробки подач осуществляются необходимые для эффективной и производительной работы относительные перемещения режущего инструмента и заготовки, обеспечивающие получение деталей нужной конфигурации с требуемыми точностью и чистотой обработанной поверхности. Входной вал коробки подач станка связан с коробкой передач, через которую осуществляется связь механизма коробки подач со шпинделем для получения подач. Коробка подач позволяет нарезать метрические и дюймовые резьбы, а также резьбы 11 и 19 ниток на дюйм без смены шестерен гитары. Для нарезания модульных и питчевых резьб применяются сменные шестерни. Для нарезания резьб повышенной точности в коробке подач предусмотрено положение рукоятки 104 при которой ходовой винт включается напрямую минуя механизм коробки подач. Для исключения холостого вращения механизма коробки подач рукоятку 105 устанавливают в нейтральное положение отмеченное стрелкой. В этом случае выбор величин шага производится настройкой гитары сменных зубчатых колес коробки передач. Величина подачи или шаг резьбы увеличиваются при переключении рукояток 103 и 105 по часовой стрелке. Рукоятка 106, имеющая три фиксированных положения, выводится из нейтрального положения только в случае нарезания резьб 11 и 19 ниток на 1". В этом случае при помощи рычага 5 осуществляется переключение блока зубчатых колес 2 и зубчатого колеса 44
Фартук
Рис. 5.24 Фартук Фартук (рис. 5.24) предназначен для преобразования вращательного движения ходового винта и ходового вала в продольное перемещение каретки и поперечное перемещение нижней части суппорта, а также для ручного управления этими перемещениями в процессе работы станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т.д.). Для осуществления быстрых продольных перемещений каретки и поперечных перемещений нижней части суппорта в фартуке смонтирован привод быстрых перемещений. Включение быстрых перемещений в указанных четырех направлениях осуществляется нажатием кнопки 94, встроенной в рукоятку 133. При этом включается электродвигатель смонтированный на фартуке.
|
||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 212; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.13.255 (0.013 с.) |