Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обоснование выбора и расчет посадок резьбового соединения
Основные понятия и определения
Резьбовым соединением называется соединение двух деталей с помощью резьбы, т. е. элементов деталей, имеющих один или несколько равномерно расположенных винтовых выступов резьбы постоянного сечения, образованных на боковой поверхности цилиндра или конуса. В современных машинах детали, имеющие резьбу, составляют свыше 60% от общего количества деталей. К ним относятся крепёжные детали (болты, винты, гайки, штифты), большинство корпусных деталей; валы в связи с креплением и регулированием подшипников и других деталей; шкивы, зубчатые колёса в связи с необходимостью стопорения и т. д. Широкое применение резьбовых соединений определяется: 1. Возможностью создания больших осевых сил (ввиду клинового действия резьбы); 2. Возможностью фиксирования зажима в любом положении благодаря самоторможению; 3. Удобными формами и малыми габаритами; 4. Простотой и возможностью точного изготовления. По эксплуатационному назначению различают резьбы общего применения и специальные, предназначенные для соединения одного типа деталей определённого механизма. К первой группе относятся резьбы: 1. Крепёжные (метрическая, дюймовая), применяемые для разъёмного соединения деталей машин, основное их назначение - обеспечение прочности соединений; при длительной эксплуатации; 2. Кинематические (трапецеидальная и прямоугольная), используемые для преобразования вращательных движений в поступательные. Эти резьбы имеют трапецеидальный или круглый профиль и применяются для ходовых винтов, винтов суппортов станков, столов измерительных приборов. Основное их назначение - обеспечение точного и плавного перемещения; 3. Трубные и арматурные резьбы (трубные цилиндрическая и коническая, метрическая коническая), применяемый для трубопроводов и арматуры, основное их назначение - обеспечение герметичности соединений и прочности. По профилю витков (виду контура осевого сечения) резьбы подразделяются на треугольные, трапецеидальные, упорные (пилообразные), прямоугольные, круглые. По числу заходов - на однозаходные и многозаходные. В зависимости от направления вращения контура осевого сечения - на правые и левые резьбы. По принятой единице измерения линейных размеров - на метрические и дюймовые.
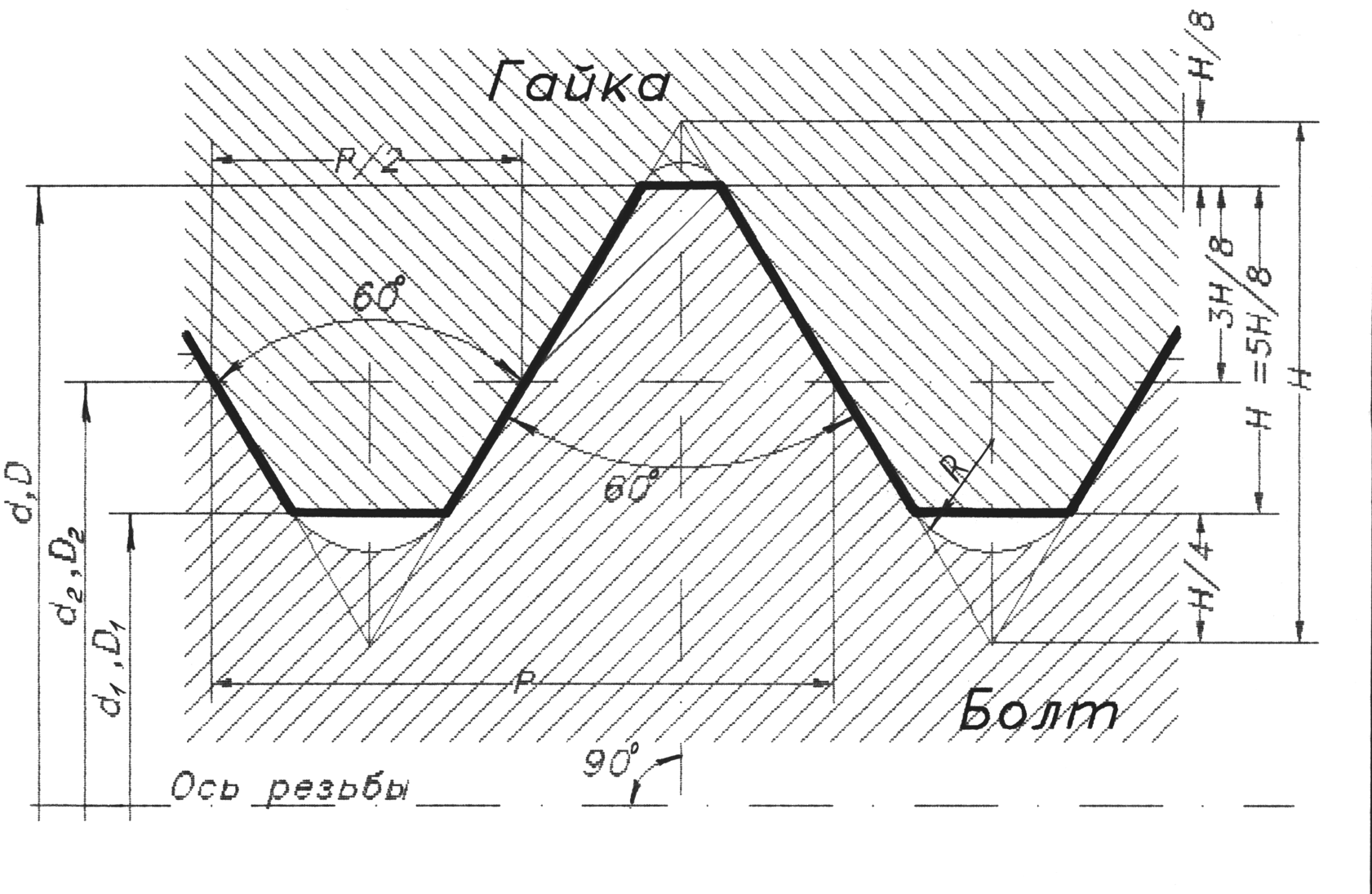
Основные параметры метрических резьб Номинальные размеры рассматриваемых параметров резьбы являются одинаковыми для болта (шпильки, винта и т. д.) и гайки (резьбового гнезда). Этими параметрами являются наружный диаметр болта d и гайки D, внутренний диаметр болта d 1 и гайки D 1, средний диаметр болта d 2 и гайки D 2, шаг резьбы P и угол профиля резьбы Наружный диаметр d и D (номинальный диаметр резьбы) - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки).
Рис.2.4. Профиль метрической резьбы и ее основные параметры
Внутренний диаметр d 1 и D 1 - диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или вершин внутренней цилиндрической резьбы (гайки). Средний диаметр d 2 и D 2 - диаметр воображаемого цилиндра соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок, образованный при пересечении с канавкой, равен половине номинального шага. Шаг резьбы P - расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноимённых боковых сторон, лежащих в одной осевой плоскости по одну сторону от оси резьбы. Угол профиля резьбы Длина свинчивания l - длина взаимного соприкосновения наружной и внутренней резьб в осевом направлении. Метрические резьбы по ГОСТ 8724-81 подразделяют на резьбу с крупными шагами для диаметров от 1 до 68 мм и с мелкими шагами - для диаметров от 1 до 600 мм. У резьбы с крупным шагом определённому наружному диаметру соответствует определённый шаг. У резьбы с мелкими шагами одному и тому же наружному диаметру могут соответствовать различные шаги. В основу профиля метрической резьбы положен треугольник (рис. 30), у которого срезаны вершины на величину равную Н/4 у гайки и Н/8 у болта. Н - исходная высота профиля установлена в зависимости от шага резьбы и равна 0,8660254, где Р - шаг резьбы. Форма впадины резьбы не регламентируется и может выполняться как плоскорезанной, так и закруглённой. Рекомендуется, чтобы реальный профиль впадин у наружной резьбы не выходил за линию плоского среза на расстоянии Н/4 от вершины остроугольного профиля, у внутренней резьбы - на расстоянии Н/8. При закруглённой форме впадины радиус должен быть не менее 0,1Р, а профиль располагается в зоне от Н/8 до 3Н/16.
Отклонения и допуски
Основным параметром резьбового соединения, обеспечивающим точность и характер сопряжения, является средний диаметр. Допуски на наружный и внутренний диаметры построены таким образом, чтобы обеспечить гарантированный зазор. Отклонения шага и половины угла профиля, влияющие на взаимозаменяемость стандартом не нормируются. Погрешности этих элементов компенсируют изменением среднего диаметра. Предельные отклонения резьб в посадках с зазорами нормированы ГОСТ 16093-81. Установлены ряды основных отклонений (верхние для болтов и нижние для гаек) и их обозначения: Для диаметров резьбы: · наружной (болтов) - h, g, f, e, d · внутренней (гаек) - H, G, E, F. Установлены следующие степени точности, определяющие допуски диаметров резьбы болтов и гаек и обозначаемые числами:
Обозначение поля допуска диаметра резьбы состоит из цифр, показывающей степень точности, и буквы, обозначающей основное отклонение. Например, 6 g - для резьбы болтов; 6Н - для резьбы гайки. В случае выполнения допуска среднего диаметра и допусков наружного диаметра для болтов и внутреннего диаметра для гаек с разными степенями точности допуска среднего диаметра записывают на первом месте. Например, 7 g 6 g, где 7 g - условное обозначение поля допуска среднего диаметра болта; 6 g - условное обозначение поля допуска наружного диаметра болта. 5Н6Н, где 5Н - условное обозначение поля допуска среднего диаметра гайки; 6Н - условное обозначение поля допуска внутреннего диаметра гайки. Длины свинчивания резьбовых деталей подразделяют на три группы: малые S, нормальные N и большие L. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания. При необходимости длину свинчивания указывают в обозначении резьбы в следующих случаях: 1. Если она относится к группе L; 2. Если она относится к группе S, но меньше, чем вся длина резьбы. В соответствии с сложившейся практикой поля допусков болтов и гаек установлены в трёх классах точности: точном, среднем и грубом.Понятие класса точности используется для сравнительной оценки точности резьбовых деталей с различными полями допусков. При одинаковом классе точности допуск среднего диаметра по длине свинчивания группы L рекомендуется увеличивать, при длине свинчивания S - уменьшать на одну степень по сравнению с допусками, установленными для нормальной длины.
Таблица 2.2.
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-10; просмотров: 167; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.138.230 (0.01 с.) |
 (рис. 2.3).
(рис. 2.3).