
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вальцевание порохового полотна
Несмотря на то, что в непрерывном процессе производства требования по влажности к полуфабрикату после вальцов существенно смягчены (3-3,5%), эта фаза производства остается по-прежнему пожароопасной, что подтверждается статистикой. «Вспышки» на вальцах – результат целого ряда причин, иногда проявляющихся одновременно. К ним относятся: Подача в процесс неразогретых возвратных отходов Неисправность металлоотсекателй, питателей, питателей вальцев, транспортных средств Неисправность формующих колец и дисковых ножейПерерывы в питании вальцев.Содержание в хорошем состоянии оборудования на этой фазе – залог безаварийной работы. Сушка пороховой таблетки Безопасность на фазе сушки обеспечивается при обязательном соблюдении двух условий: Исправности сушилки (шнековой или барабанной)Систематической профилактики против скопления конденсата нитроэфиров на стенах, потолке и оборудовании. Это достигается регулярным обжигом помещения и оборудования и смазкой всех трущихся частей аппарата (шестерни, цепи, ролики). Прессование В настоящее время процесс прессования хорошо изучен, тщательно диагностируется на пульте с помощью компьютера, поэтому взрывы на прессах перешли в разряд редких событий. Основные требования по безопасности на этой фазе: Первоочередными действиями персонала являются проверки перед запуском на исправность и функционирование системы пожаротушения (БАПС), устройства автоматического отключения пресса при запредельных нагрузках прессования (для каждого состава).Подаваемый в процесс полуфабрикат после сушилки должен обязательно проходить через металлоотсекатель.Перед пуском пресса в работу должна производится обязательная проверка специальным щупом зазора между ребордами винта и втулкой пресса, во избежание недопустимых люфтов при работе.После окончания процесса прессования пороховая масса из пресса и раструба должна быть вытеснена инертной массой.Время остановки пресса без разгрузки не должно превышать 3-х часов.В случае неисправности в работе собственно пресса, сопровождающейся высокими нагрузками прессования, пресс останавливается, раструб отсоединяется и после охлаждения отправляется для выжигания на площадку сжигания.
Дефектоскопия, бронирование, механическая обработка При дефектоскопии важнейшим требованием безопасности является исключение контакта устройств электронной аппаратуры с топливом. Так для изделий со скоростью горения 20 мм/с и выше контакт кассет преобразователей с топливом является опасным.Подача и перемещение изделий массой более 20 кг должна быть механизирована. Ручная механическая обработка балластных порохов запрещена. Не допускается при работе на станках скопления пороховой стружки – она должна систематически удаляться.
Мероприятия по снижению опасных и вредных факторов или по недопустимости их возникновения Оборудование и средства, повышающее безопасность Проведения процессов В производстве баллиститных порохов особое внимание уделяется применяемому оборудованию, строго проверяется его соответствие технической документации, разрабатываются специализированное оборудование, повышающее безопасность проведения процессов. К такому оборудованию относятся: Металлотсекатель В 1960-е годы в производстве нитроглицериновых порохов были внедрены устройства, выбрасывающие из потока движущейся пороховой «крошки» и «таблетки» все случайно попавшие металлические частицы из черного, так и из цветного металла. Указанное устройство сыграло исключительную роль в снижении аварийности сначала в производстве баллиститных порохов, а затем в производстве пироксилиновых и смесевых порохов. Прерыватели детонации В производствах баллиститных и смесевых порохов для передачи с одной фазы на другую полуфабрикатов окислителей и ВВ иногда используется вакуумный или пневматический транспорт. Для исключения передачи взрывной волны по трубопроводу применяются прерыватели детонации. В зависимости от типа аппарата и протяженности пневмотранспорта используют различные конструкции прерывателей детонации.Прерыватели представляют собой легко разрушающуюся вставку в трубопроводный транспорт, которая может быть выполнена в виде петли, угольника, трубы, в трубе и т.п. Вставки могут быть изготовлены из стекла, керамики и пластмассы.
Динамически ослабленные втулки прессов в производстве БП В 60-е годы И.Я. Петровский на основе глубокого изучения «переходных процессов» (переход горения баллиститных порохов в детонацию) предложил конструкторам оборудования ряд технологических приемов и рекомендаций, которые полностью исключили в основных аппаратах (пресса) переход горения в детонацию. Одним из таких конструкторских решений было применение динамически ослабленной втулки (рис. 2), выполненной из бронзы с сопротивлением разрушению около 460 МПа и многочисленными продольными пазами.
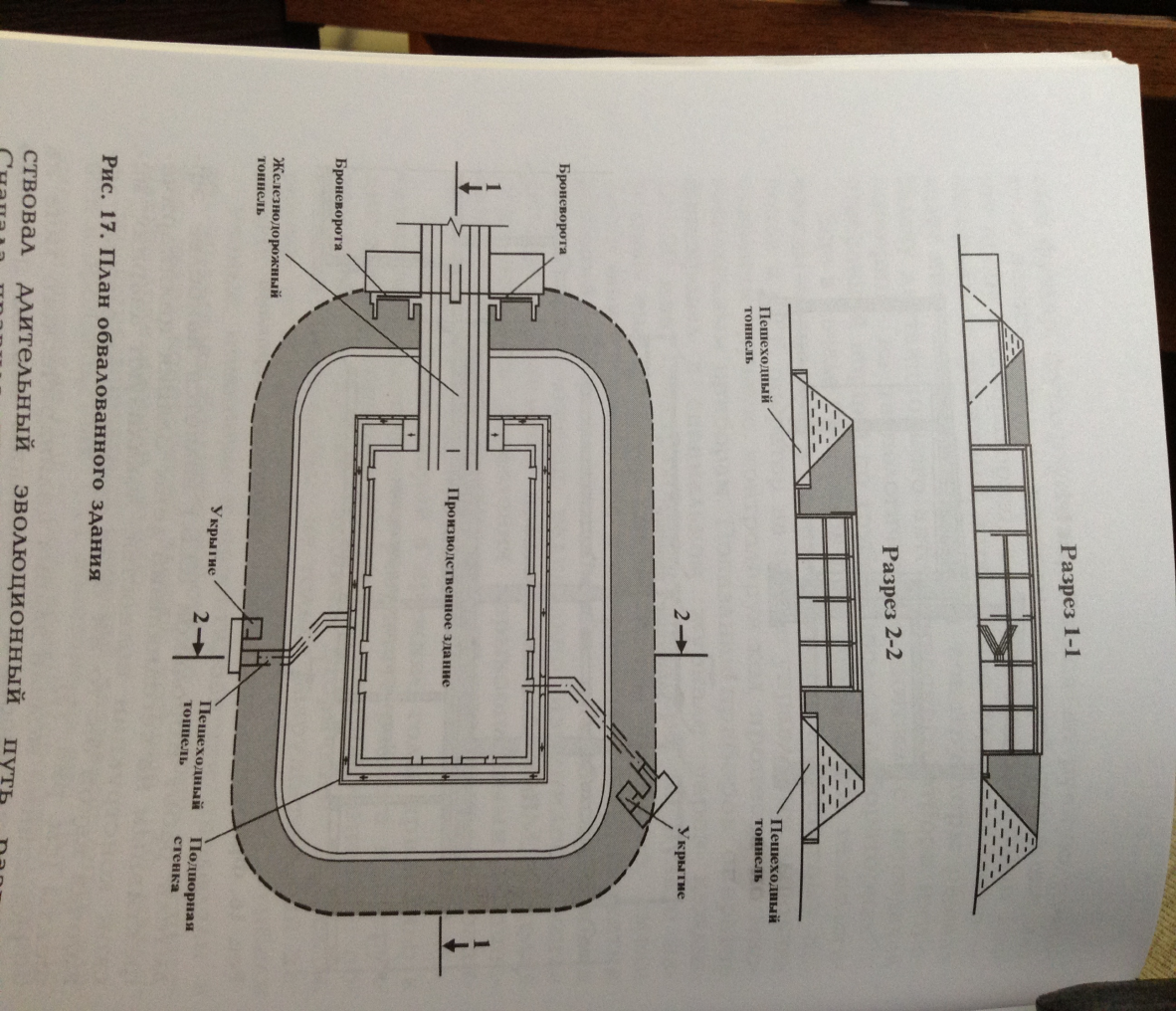
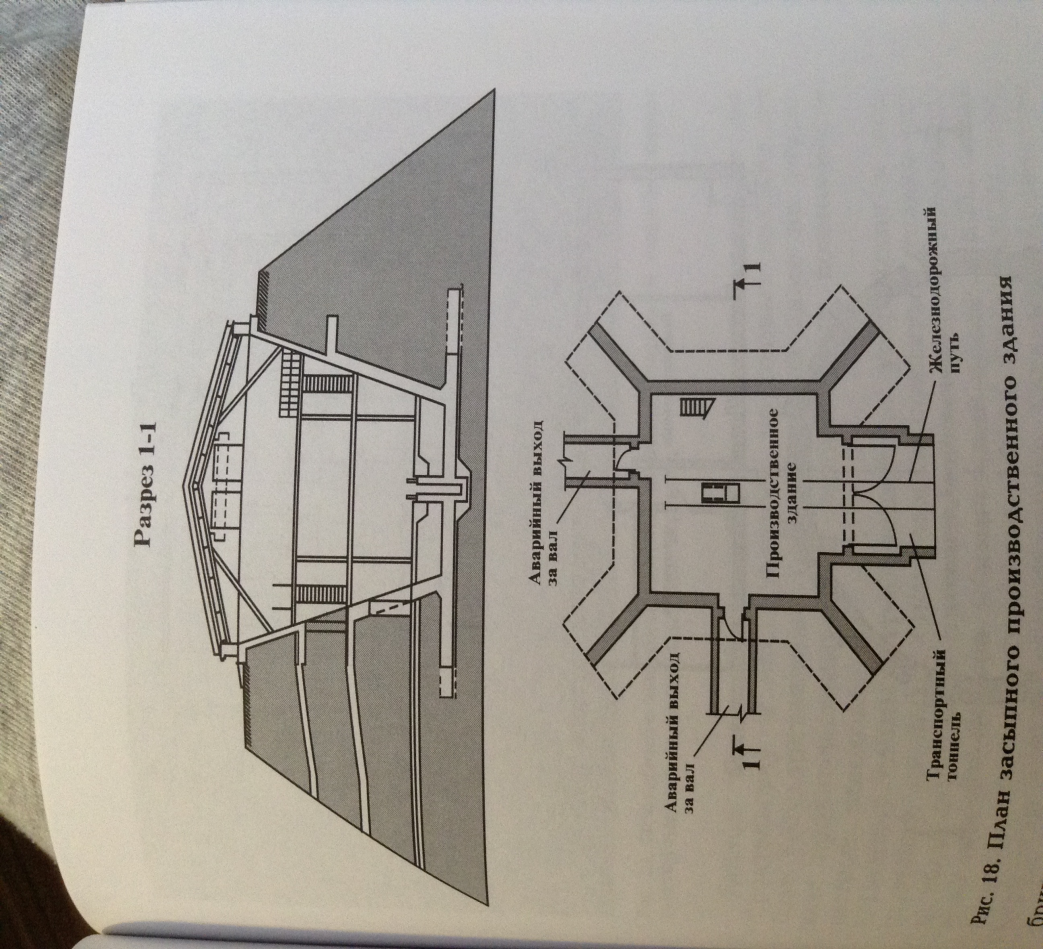
Рисунок 2 Динамически ослабленная втулка Обваловывание и засыпка землей производственных зданий Для защиты зданий предусматривается полное или неполное обваловывание зданий и засыпка зданий землей (рис.3,4)
Рисунок 3 План обвалованного здания
Рисунок 4 План засыпного производственного здания
Вышибные поверхности Для предотвращения опасного нарастания давления в аппарате в случае загорания, корпуса аппаратов выполняются с вышибными поверхностями, которые в отдельных случаях, достигают до 40% площади наружной поверхности аппаратов. Они представляют собой окна, закрываемые медными сетками,с размером ячеек меньше размера пороховых зерен, окна крепятся к цилиндрической части корпуса, легко срезаемыми медными шрифтами. Система пожаротушения Требование по подаче воды в очаг пожара под высоким давлением и в необходимом количестве не могло быть выполнено в традиционным способом. Для этой цели был разработан способ подачи воды под высоким давлением через трубопровод большого сечения( Системой БАПС оснащаются все фазы производства,где полуфабрикат находится в физическом состоянии, способным к горению(отжим, вальцевание, прессование, концевые операции). Весь технологический поток распределяется на зоны, каждая из которых оснащена датчиками обнаружения пламени, насадками– распылителями, быстродействующими запорно-пусковыми клапанами КБГЭМ, подвод воды осуществляется от пневмостанции. В случае загорания при срабатывании датчика пламени через КПУ-Б даются команды на открытие клапанов в зоны загорания и соседние зоны. Одновременно останавливается оборудование всего блока или же оно переводится в режим аварийного автоматического управления. Также производственные здания должны быть оборудованными противопожарными средствами (системой БАПС и АПЗ, дренчерной системой пенотушением, первичными средствами пожаротушения)
|
||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 124; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.31.159 (0.007 с.) |

 219мм) с помощью пневмостанции. Такой способ – это быстродействующая автоматическая противопожарная система (БАПС).
219мм) с помощью пневмостанции. Такой способ – это быстродействующая автоматическая противопожарная система (БАПС).


