Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
История декоративной отделки стали в России.
Кроме перечисленных выше декоративных отделок, получила широкое распространение инкрустация, заключавшаяся в том, что на стальное оружие накладывались золотые или серебряные орнаменты и надписи; наряду с этим производилось огневое золочение. Значительное место в декоративной отделке стального белого оружия занимало тауширование, или так называемая золотая насечка. Сущность этого процесса заключалась в том, что в специально подготовленную поверхность металла, предварительно насеченную канавками, зачеканивалась в виде узоров или орнаментов золотая или серебряная тонкая проволока, которую потом посредством шлифования сравнивали с поверхностью изделия. Интересны примеры декоративной отделки изделий из стали, относящиеся к раннему периоду развития ремесел в Древней Руси. Шлем князя Ярослава Всеволодовича (IX–X вв.) изготовлен из цельного листа стали и декорирован чеканными накладками из серебра (см. рис. 4.5). Производство оружия и военных доспехов на Руси к концу XII века получило особое развитие.
Рис. 9.2. Топорик князя Андрея Боголюбского. Сталь. Насечка серебром с гравировкой, позолотой и чернью. ХII‑ХIII век.
Мастера‑оружейники изготавливали мечи, боевые топоры, копья, сабли, ножи, щиты и кольчуги. Сохранившийся до наших дней декоративный топорик (см. рис. 9.2), владельцем которого историки считают князя Андрея Боголюбского, является образцом сочетания оружейной и ювелирной техники ХII‑ХIII веков. Местом его производства исследователи считают Суздальскую Русь. Как известно из истории, внук Владимира Мономаха, Андрей Боголюбский поставленный на княжение своим отцом, Юрием Долгоруким, в Звенигород (близ Киева), самовольно ушел в Суздальскую землю, где он родился и правил ранее. После смерти в 1157 году Юрия Долгорукого, он стал Великим князем, но в Киев не переехал, а остался править в Суздальском княжестве, куда и переместился центр Руси. С тех пор Киев потерял значение столицы. Недалеко от г. Владимира в селе Боголюбово князь Андрей построил великолепный каменный дворец и поселился в нем. Отсюда его прозвище – Боголюбский. При Андрее Боголюбском г. Владимир, куда он перенес столицу княжества из Суздаля, становится крупным ремесленно‑торговым центром. Город населяют тысячи искусных русских мастеров – архитекторы, строители, каменщики, резчики, ювелиры, живописцы. Не последнюю роль среди них играют кузнецы и мастера‑оружейники.
Топорик, изготовленный суздальскими мастерами, легок, хотя и выполнен из стали. Он обладает звоном внутри полого обуха. На щеках обуха и на одной стороне лезвия изображена буква «А», что и дало основание историкам предположить, что князь Андрей Боголюбский имел к нему какое‑то отношение. Поверхность металла покрыта насечками и на эти насечки (в горячем состоянии) набито листовое серебро, поверх которого нанесен орнамент гравировкой, позолотой и чернью с изображением дракона и птиц. Историк Б. Рыбаков в своем исследовании отмечает, что «… детали орнамента находят себе аналогии в русских вещах XII века. Так, например, сюжет двух птиц, сидящих у дерева, хорошо известен по ряду изделий. Своеобразный меандр (на теле змея в инициале на лезвии) имеется на колтах из Тереховского клада, а городчатый орнамент лезвия известен по эмалям XII века». Из ранних памятников гравирования на стали, напоминающего резьбу, относится рогатина Бориса Александровича Тверского, изготовленная и декорированная в 1255 году. Дошедшие до нас образцы художественной обработки стального оружия свидетельствуют о высоком искусстве древних русских мастеров, традиции этого искусства охранялись и развивались в дальнейшем знаменитыми тульскими и Златоустовскими оружейниками. Еще в допетровскую эпоху был создан Московский оружейный приказ, а с XVIII века уже работали казенные оружейные заводы в Туле, Златоусте, Сестрорецке, Ижевске. Тульский и Златоустовский заводы достигли высокой культуры в области художественной обработки стали. Работы этих заводов славятся не только в нашей стране, но и далеко за ее пределами. Златоуст широко известен не только производством высококачественной стали, но и образцами декоративной отделки различных стальных изделий. В начале XIX века при Златоустовском оружейном заводе был создан декоративный, или, как его тогда называли, «украшенный», цех. В цехе насчитывалось более ста рабочих – художников, граверов, насекальщиков, резчиков по кости и дереву и других. Наиболее широко цех развернул работу в 60‑х годах XIX века. В это время в Златоуст были завезены образцы испанского оружия: толедские клинки и навахи, декорированные золотой и серебряной насечкой и богатой гравировкой.
Златоустовские мастера изучили привезенные образцы и в последующей работе не только достигли уровня толедских мастеров, но и превзошли их, как по качеству стали, так и в искусстве декоративной отделки стальных изделий. В Златоусте был восстановлен способ варки булатной стали, который был известен в России еще в XVII веке. Кузнецы Оружейной палаты изготовляли булатные клинки и другие виды оружия, отличавшиеся особой твердостью и вязкостью, а также исключительной способностью принимать и держать заточку. Пройдя термическую обработку, они получали очень красивый декоративный рисунок, состоящий из особых узоров: полосок, сеток или волнистых сплетающихся линий, переливающихся как шелк или муар. Развитие способов декоративной отделки холодного оружия тесно связано с методами обработки булатной стали, использованные для декоративной отделки различного оружия. Муаровые узоры булатной стали прекрасно дополнили художественную насечку золотом и серебром. Золотая насечка – один из древних приемов декоративной отделки стали в России, и в частности в Златоусте, – стала развиваться в 60‑х годах XIX столетия; ею особенно увлекались Златоустовские мастера художественной обработки металла. На стальное изделие, обычно на клинок сабли или ножа, наносился контур рисунка, по которому специальным зубильцем делались бороздки. В образовавшуюся канавку укладывалась скрученная золотая или серебряная тонкая проволока (толщиной примерно 0,2 мм); в утолщениях орнамента прокладывалось несколько проволочек. Проволока зачеканивалась медным молотком в сталь, где удерживалась заусенцами, образовавшимися при изготовлении канавок. Такой прием назывался углубленной насечкой. После этого изделие полировали, и зачеканенную проволоку сравнивали, таким образом, с поверхностью стали. Большого расцвета насечка достигла у оружейников Дагестана, они украшали ею клинки шашек, сабель, кинжалов и металлические части кремневых ружей. Мастера насечки (бейху уста) вначале гравировали или вырубали небольшим зубильцем узор, затем в углубления вкладывали и вколачивали жгутики золота или серебра. Чтобы рисунок контрастно выделялся на стали, ее воронили. Искусными мастерами насечки, как вы уже узнали, были русские оружейники. Но их деятельность не ограничивалась только украшением оружия. В Государственном Историческом музее в Москве хранятся щипцы для раскалывания орехов, выполненные во второй половине XVIII тульскими мастерами. В этом небольшом изделии применены сразу два вида насечки: низкая («заподлицо») и высокая. При низкой насечке в металле вырубались гнезда‑углубления, в которые вбивались вставки из более мягкого металла (см. рис. 9.3, 9.4). При высокой насечке гнезда не вырубались, и накладки из цветного металла рельефно выступали над поверхностью декорируемого изделия (см. рис. 9.5). Постепенно трудоемкую технику насечки стали применять все реже и реже, но и сегодня есть мастера, например не только у нас в России, но и в Индии и в Дамаске (Сирия), из рук которых выходят прекрасные изделия из металла. Изделия из дамасской стали, украшенный насечкой и гравировкой – всегда славились во всем мире.
Применяют и другой способ нанесения насечки, которая в данном случае называется выпуклой. Он заключается в том, что на изделие, например из золота, ювелиры наносят мельчайшие зубчики, располагаемые в соответствии с предварительно размеченным орнаментом. Эти зубчики прихватывают проложенную в бороздках серебряную проволоку. Насечка металлом по дереву – своеобразный вид декоративного народного искусства, встречающийся на территории нашей страны в Дагестане и в Закарпатье, краях чрезвычайно богатых самыми различными ремеслами. Особую известность получили изделия с насечкой, изготовленные в высокогорном дагестанском селении Унцукуль. Хотя давность унцукульского промысла не превышает 240 лет, слава этого оригинального ремесла уже в конце позапрошлого века перешагнула границы Кавказа и России (см. рис. 9.7–9.8). Унцикуль, село в Дагестане. Производство художественных деревянных изделий с насечкой из серебра или мельхиора (промысел с 1‑й половины XIX века, а с 20‑х годов XX века фабрика художественной обработки дерева). Трости, портсигары, коробки, шкатулки, стаканы, украшенные геометрическим линейным узором. Разнообразие свойств различных материалов, в том числе и металлов, служит основой, как вы уже поняли, возникновения инкрустации, одним из видов которой является насечка (инкрустация). Суть этой техники художественной обработки металла заключается в том, что на металлических предметах гравированием, чеканкой или травлением наносятся углубления, которые затем заполняются другими металлами, имеющими контрастный цвет и тональность. Художественная выразительность насечки достигается не только рисунком, органически связанным с поверхностью украшаемого предмета, но и противопоставлением естественного цвета одного металла другому или других материалов.
Материалы и инструменты
Если вы захотите заняться насечкой, вам не понадобится ни золото, ни серебро. Кубачинские мастера, обучая учеников, используют для насечки стали латунь и алюминий. Пригодны и другие мягкие и вязкие металлы, палитра которых достаточно разнообразна. Медь, латунь, сталь и алюминий перед применением необходимо отжечь, чтобы они стали более мягкими и вязкими Олово и свинец нужно расплавить в широкой металлической посуде, отлить листы, затем проковать молотком на наковальне до требуемой толщины. Для линейных элементов насечки можно применять проволоку различных сечений.
Основными элементами инкрустации являются также плоские круглые бляшки, гибкая полоса для насечки, гибкая полоса для контурных дорожек. Для отделки насечки подойдут чеканы и штихели. Нужно будет изготовить и специальные инструменты – зубильца и канфарники (см. главу «Чеканка»). Делают эти инструменты из инструментальной стали и закаляют, см. выше главу «Гравирование металлов». Если инструментальной стали нет, изготовьте зубильца и канфарники из старых сверл, кернеров, метчиков или надфилей. Правда, сталь у них хоть и прочная, но хрупкая. Поэтому ее следует слегка отпустить, нагрев на открытом огне до появления соломенного цвета побежалости. Угол заточки клиновидной режущей части зубилец и канфарников будет зависеть от твердости насекаемого металла – для работы по твердой стали, бронзе и чугуну примерно 70°, для стали средней твердости – 60°, для меди и латуни – 45°, для алюминия – 35°. Под рукой всегда должно быть два молотка: один для работы с зубильцами и канфарниками, другой для вбивания насекаемых элементов и проковки инкрустированной поверхности. Если к первому молотку особых требований не предъявляется, лишь бы он был достаточно тяжелым, а рукоять удобно лежала в руке, то у второго боек нужно тщательно отшлифовать, отполировать, а затем закалить, чтобы на поверхности инкрустации не появились всякие случайные вмятины, которые трудно удалять. Все работы производятся на наковальне – это массивная стальная плита, укрепленная на толстом кряже. Используют также любые другие наковальни, всевозможные оправки из массивного металла. Например, кольцо или перстень насаживают на массивный стальной стержень, который закрепляют в тисках. Отдельные небольшие плоские предметы закрепляют на мастике в полушаре из чугуна, имеющем вверху углубления. Шар располагают на кожаной гравировальной подушке (см. рис. выше). Осваивать приемы насечки нельзя сразу на изделии. Сначала нужно потренироваться на небольших кусочках металла. Только после того, как вы поймете, в чем заключается сущность этой техники, и добьетесь прочного соединения металлов, можно попытаться украсить насечкой какую‑то вещь. Учебную насечку нужно выполнить на листовом металле толщиной не менее 3 мм. При этом металл, украшаемый насечкой, должен быть тверже металла, применяемого в качестве вставок. Например, изделие из стали и бронзы можно инкрустировать медью, латунью, оловом, свинцом. Медь и латунь – алюминием, свинцом, оловом.
Насечка «заподлицо»
Вначале попробуйте выполнить насечку линии «заподлицо» (рис. 9.3). Положите стальную пластину на наковальню и проведите на ней карандашом какую‑либо кривую линию. Установите зубильце в начале линии, нанесите по нему несколько равномерных и достаточно сильных ударов, чтобы его острие вошло в металл примерно на 1 мм. При этом запомните число и силу ударов. Установив зубильце на линии рядом с прорубленным углублением, нанесите то же число ударов и с той же силой. Тогда глубина канавки на всем протяжении будет одинакова. Понятно, что таким подсчетом придется заниматься только вначале. В дальнейшем рука как бы автоматически будет наносить нужное число ударов (см. рис. 9.3, позиции 3 и 4; рис. 9.4).
Готовую канавку обработайте канфарником с треугольным или четырехугольным сечением. При вхождении канфарника в металл образуются острые заусенцы – это нам и нужно. Чтобы заусенцы были более острыми, Канфарник нужно держать под углом к поверхности металла. Причем направление движения канфарника постоянно меняйте, наклоняя его то в одну, то в другую сторону.
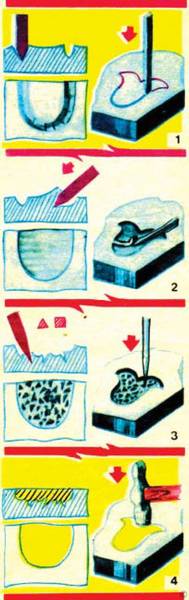
Рис. 9.3. Инструменты и последовательность насечки «заподлицо» проволокой: 1 – зубильце (вид спереди и сбоку), канфарники с различными сечениями рабочей части; 2 – прорубание канавки зубильцем; 3 – нанесение заусениц в канавке; 4 – вколачивание проволоки в канавку. Рисунок Г. Я. Федотова.
Затем возьмите латунную проволоку, равную по толщине прорубленной канавке. Наложив конец проволоки на край канавки, легкими ударами молотка с полированным бойком постепенно вколачивайте проволоку в канавку, пока она не заполнится до конца. Затем более сильными ударами молотка нужно проковать всю инкрустированную поверхность, чтобы сгладить неровности. После проковки всю поверхность металла, чтобы она была идеально ровной, необходимо обработать шабером или напильником. В заключение отшлифуйте поверхность и отполируйте наждачной бумагой, укрепленной на деревянном бруске, а затем полировочной пастой – например, пастой ГОИ.
Низкая насечка
Инкрустировать «заподлицо» линейные элементы сравнительно просто, гораздо сложнее выполнять низкую насечку розеток, бутонов, лепестков, фигур человека и животных, потому что для каждого вставного элемента нужно вырубить гнездо (рис. 9.4) Вырежьте из тонкой латуни задуманную вставку, наложите ее на поверхность стальной пластины и обведите остро отточенным простым карандашом или чертилкой. Вдоль всего контура сделайте зубильцем зарубки на глубину примерно 0,5 мм. Затем в пределах контура снимите зубилом слой металла на ту же глубину. Особенно тщательно выравнивать дно гнезда не обязательно. Канфарником насеките на дне углубления с заусенцами. Наложите латунную вставку и сильными ударами молотка с полированным бойком вколотите ее в гнездо. Поверхность пластины тщательно прокуйте, сведя до минимума бугорки и вздутия. Затем обработайте поверхность напильником и отполируйте. Но на этом работа зачастую не оканчивается. Обычно мастер берет в руки штихели и украшает вставку гравированным рисунком (см. рис. 9.4).
Высокая насечка
Не менее интересна высокая насечка (см. рис. 9.5). Соединять элементы высокой насечки с поверхностью украшаемого металла намного проще: отпадает необходимость вырубать гнезда. Вырезанный из латуни или меди элемент орнамента наложите на стальную пластину и обведите карандашом.
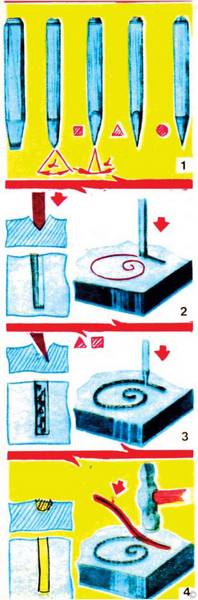
Рис. 9.4. Последовательность насечки «заподлицо» вставки из листового металла: 1 – прорубание канавки по контуру; 2 – вырубание гнезда; 3 – насекание заусениц на дне металла 4 – вколачивание вставки. Художник Г. Я. Федотов.
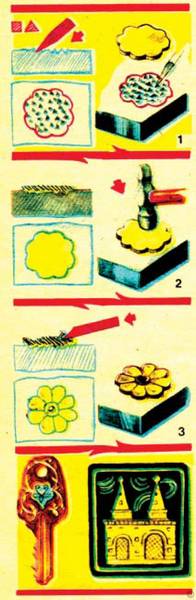
Рис. 9.5. Последовательность выполнения высокой насечки: 1 – насекание заусениц; 2 – проковка накладки; 3 – обработка накладки резьбой. Латунный ключ с алюминиевой насечкой и стальной значок с высокой латунной насечкой (учебные работы). Рисунок Г. Я. Федотова.
Канфарником насеките поверхность пластины внутри рисунка, ограниченного карандашной линией. Затем снова наложите элемент на свое место и сильными ударами молотка прокуйте его, начиная с середины и постепенно переходя к краям. После тщательной проковки два металла соединяют друг с другом так прочно, что не посвященному человеку трудно поверить, что для их соединения не были применены скрепляющие материалы. Попробуйте сковырнуть латунную накладку ножом или каким‑нибудь другим острым инструментом. Если насечка выполнена по всем правилам, у вас ничего не получится. Теперь срубите зубилом накладку и рассмотрите место соединения. Вы увидите, что углубления от канфарника плотно забиты латунью. Значит, спайка двух металлов произошла благодаря тому, что более мягкая латунь, прокованная молотком, проникла в углубления, нанесенные на сталь. При этом стальные заусенцы под давлением металла слегка согнулись и словно крючками зацепили латунь. Прочность такого соединения проверена веками. Из дошедших до нашего времени изделий с насечкой не выпала ни одна вставка! Линии в технике высокой насечки выполняют так же, как и при насечке «заподлицо». Вначале зубильцем делают небольшую канавку, канфарят, а затем вбивают проволоку. Чтобы линия выступала над поверхностью, проволока должна быть достаточно толстой и вмещаться в канавку только наполовину. Чтобы насечь точку, пробойником с круглым сечением пробейте в металле углубление. Дно его обработайте канфарником для получения заусениц. Затем в углубление вбейте небольшой отрезок проволоки. Для инкрустации «заподлицо» отрезка проволоки должно хватить только на заполнение углубления, для высокой насечки длина отрезка несколько больше. Когда все элементы высокой насечки закреплены на поверхности металла, чеканами и штихелями им придают необходимую форму, как это обычно делается при работе над гравированным рельефом. Например, в растительном орнаменте различными чеканами придают бутонам форму полусферы, а резцами обрабатывают лепестки. Высокой насечкой инкрустируют только тщательно отшлифованные и отполированные изделия, потому что после выполнения насечки отполировать инкрустированную поверхность будет почти невозможно. Иногда в насечке металлы меняются местами: мягкий служит основой для инкрустирования, а более твердый идет на вставки. Во всем остальном техника насечки остается неизменной, только заусенцы насекают не на инкрустируемом изделии, а на внутренних поверхностях вставок. Стальную проволоку насекают не канфарником, а зубильцем.
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 167; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.185.170 (0.048 с.) |