Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология получения прокатного листового стекла
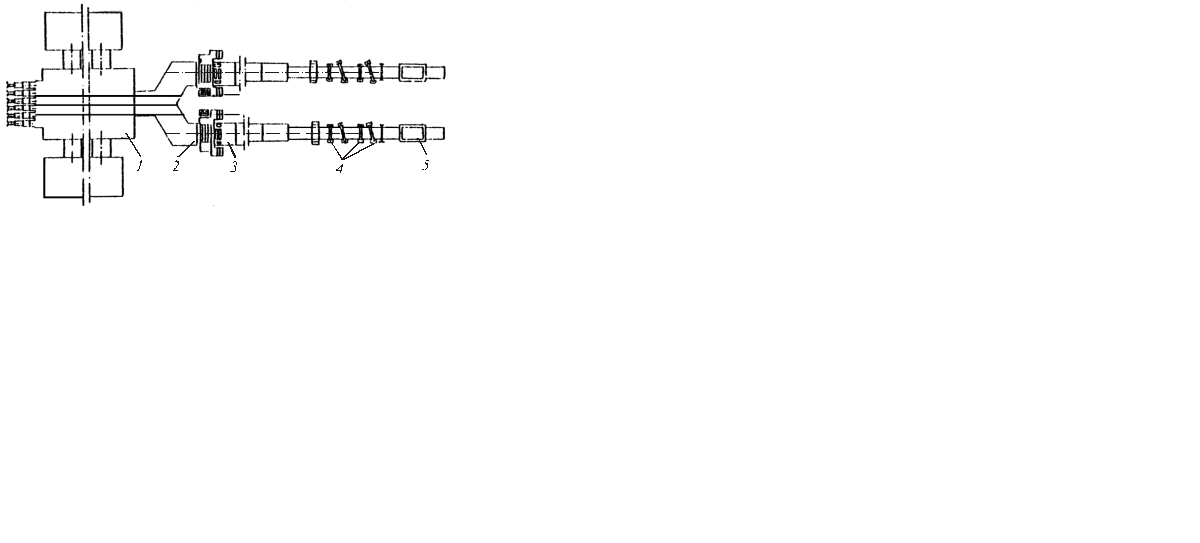
Прокат как метод формования листового стекла в настоящее время сохранил свое значение для производства: 1) армированного стекла; 2) узорчатого стекла; 3) марблита и высокохудожественного орнаментного стекла. Основная особенность указанных типов стекол: отсутствие прямой видимости при просмотре объекта через стекло. Поверхность таких стекол, как правило, должна обладать элементами декоративности, но в то же время выполняется с учетом закономерностей геометрической оптики (характер распространение, отражения, преломления и поглощения света). «Сырое» (гладкое) матовое стекло, не используется более в качестве полуфабриката для получения полированного стекла ивыпускается в ограниченном количестве как разновидность узорчатого. Следует отметить, что производство узорчатого и армированного стекла ориентируется на непрерывный способ проката, а в производстве фасадных панелей из окрашенного прокатного стекла (марблита) находит применение периодический способ. Поточная механизированная двухмашинная установка непрерывного действия по производству прокатного стекла представлена на рис. 4.4.
Рис. 4.4. Схема поточной линии с двумя прокатными машинами для непрерывного производства листового стекла: 1 – ванная печь; 2 – прокатная машина; 3 – печь отжига (лер); 4 – устройство
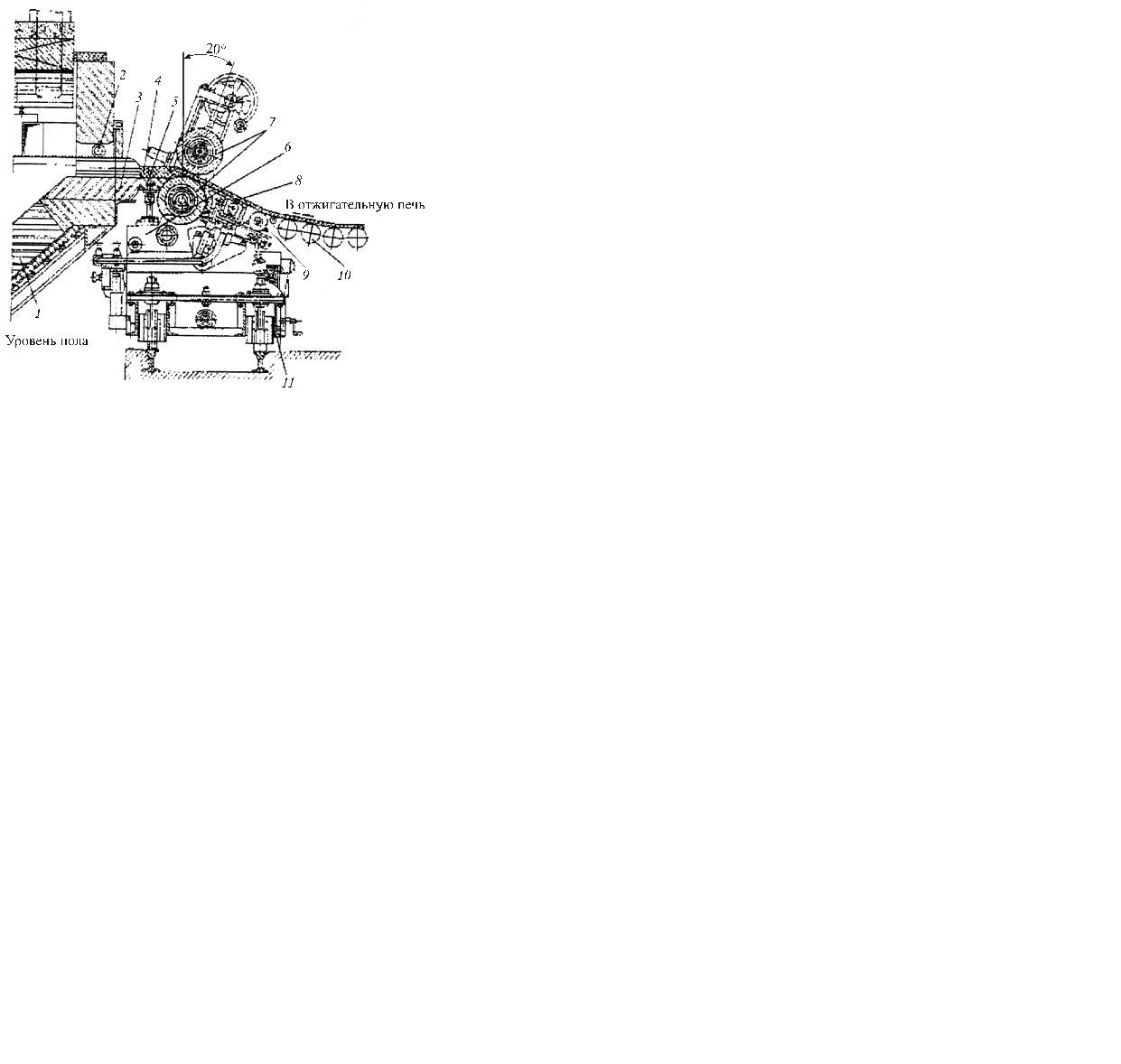
Центральным звеном технологической линии по производству прокатного стекла является прокатная машина, устройство которой представляет рис. 4.5. Валки установлены в опорах, закрепленных на станине машины, причем подшипники верхнего валка подвижны, благодаря чему возможна регулировка зазора между ним и нижним валком. Станина смонтирована на раме низкой тележки, которая перемещается по рельсам. В результате прокатный механизм может отсоединяться от сливного бруса стекловаренной печи и откатываться для ремонта либо после окончания работы из промежутка между стекловаренной печью и лером. В этот момент шибер перекрывает доступ стекломассы к машине. Сливная линейка (шамотная плита) имеет винтовой механизм для подгонки ее по высоте к сливному порогу печи.
Важное значение при прокате имеет температура стекломассы, подаваемой на формование и температура нагрева формующих валков. Их повышение выше некоторого предела приводит к прилипанию ленты к валкам, а также к затеканию стекломассы между сливной линейкой и валками. Слишком низкие температуры приводят к усилению матовости поверхности ленты и появлению дефекта – термические посечки. Таким образом, необходимо прибегать к компромиссному решению Отечественная стекольная промышленность использует два типа прокатных машин: ПЛ1-160, устройство которой представлено на Технические характеристики обоих типов машин представлены в табл. 4.2. Таблица 4.2
|
||||||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 314; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.67.251 (0.007 с.) |