Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Единая система допусков и посадок (ЕСДП) и признаки ее построения.
Системой допусков называется закономерно построенная совокупность допусков и посадок. Система распространяется на сопрягаемые и несопрягаемые размеры гладких элементов и на посадки. Общий диапазон номинальных размеров, охваченных системой - от 0 до 10000 мм.
ГОСТ 25346-89 - общие положения системы допусков и посадок, а также ряды осн. отклонений. (СТ СЭВ 145-75) ГОСТ 25347-82 - поля допусков и рекомендуемые посадки для размеров до 3150 мм. (СТ СЭВ 144-75) ГОСТ 25348-82 - поля допусков и рекомендуемые посадки для размеров свыше 3150 до 10000. (СТ СЭВ 177-75) ГОСТ 25349-82 (СТ СЭВ 179-75) - поля допусков и рекомендуемые посадки для изделий из пластмасс с размерами до 500мм.
Любая система допусков и посадок строится по определенным признакам, к которым относятся: интервалы размеров, единица допуска, ряды допусков, ряды основных отклонений, образование посадок, нормальная температура.
Рассмотрим эти признаки применительно к наиболее распространенной системе, охватывающей размеры от 1 до 500 мм:
Если для заданной точности подсчитать допуски для всех номинал. размеров через 1мм, то практически это будет нецелесообразно, т.к. таблицы допусков будут очень громоздкие, а разница между допусками 2х смежных диаметров будет незначительной. Для упрощения построения системы допусков весь диапазон номинальных диаметров делят на 13 интервалов: От 0 до 3 мм; св. 3 до 6 мм; и т.д. Начиная с 10 мм, для посадок с большим колебанием зазоров или натягов устанавливается еще 2 или 3 промежуточных интервала. Значения допусков вычисляют для среднегеометрического значения D
где Dmax, Dmin – граничные значения интервала размеров. Допуски и предельные отклонения на размеры, входящие в один интервал одинаковы.
Для нормирования различных уровней точности деталей, имеющих один номинальный размер, установлено 20 рядов допусков, называемых квалитетами, которые обозначаются порядковым номером, возрастающим с увеличением допуска:
IT01, IT0, IT1, IT2, …, IT18.
Допуски назначаются: IT01- IT7 –на концевые меры длины, калибры и особо точные изделия.
IT4- IT11 – на сопрягаемые размеры (посадки). IT12- IT17 – на неответственные несопрягаемые размеры или размеры в грубых соединениях.
С IT2 допуски определяются по зависимости: T=a*i. где а – число единиц допуска, зависящее от квалитета. Особенности построения рядов Т:
Величина допуска не совсем полно характеризует точность обработки. Ø6-0,03 и ø60-0,03: величина допуска одинаковая -0,03 мм, обработать сложнее ø60-0,03.
В качестве единицы точности, с помощью которой можно установить зависимость изменения допуска с изменением диаметра, используется единица допуска i. Для квалитетов с 5 по 18-й единицу допуска определяют:
i = 0,453√D + 0,001D,
где член 0,001D - учитывает погрешность от t-ых деформаций больших размеров.(скоба размером 175 мм при нахождении в руках более 15 мин. изменяет свой размер на 11мкм: делают специальные рукоятки).
Интервалы i От 1-3 мм 0,55 Св 3-6 мм 0,73 Св 6-10 мм 0,91 Св 10-18мм 1,08 Св 18-30 мм 1,31 Св 30-50 мм 1,56 Св 50-80 мм 1,86 Св 80-120 мм 2,17 Св 120-180 мм 2,52 Св 180-250 мм 2,90 Св 250-315 мм 3,23 Св 315-400 мм 3,54 Св 400-500 мм 3,89
4. Ряды основных отклонений. Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии, т.е. отклонение, которое расположено ближе к нулевой линии.
EI +
- es
Всего для валов и отверстий предусмотрено по 27 рядов основных отклонений, которые обозначаются 1 или 2 буквами латинского алфавита, прописной для отверстий и строчной для валов: A(a); B(b); C(c); CD(cd); D(d); E(e); EF(ef); F(f); FG(fg); G(g); H(h); Js(js); K(k); M(m); N(n); P(p); R(r); S(s); T(t); U(u); V(v); X(x); Y(y); Z(z); ZA(za); ZB(zb); ZC(zc). Js(js)- s показывает, что поле допуска располагается симметрично относительно нулевой линии. H- основное отверстие (EI=0) h- основной вал (es=0).
  0 0
-
Основные отклонения A(a) до H(h) предназначены для образования полей допусков в посадках с зазорами; J(j) до N(n) – в переходных посадках; P(p) до ZC(zc) – в посадках с натягом. Свойство основного отклонения – оно не меняется с номером квалитета. Для каждого буквенного обозначения величина и знак основного отклонения, а также допуск Т приведены в ГОСТ 25346-89. Второе (неосновное) отклонение определяется исходя из зависимостей:
EI(ei)= ES(es)-T или ES(es)= EI(ei)+T.
Схема расположения рядов основных отклонений валов и отверстий. A
B EI C
D
h d
es c R ES
b S a
Основные отклонения валов и отверстий, обозначенных одной и той же буквой равны по величине, но противоположны по знаку: для A-H: EI=-es.
Сочетание номера квалитета с основным отклонением образует поле допуска: Ø40H10; ø80g6.
5. Образование посадок. Образование различных посадок связано с понятиями: посадка в системе отверстия и посадка в системе вала. Посадка в системе отверстия - это посадка, в которой различные зазоры или натяги получают сочетанием основного отверстия с неосновным валом.
- Sнм
В обозначение посадки входит номинальный размер, общий для соединения, за которым следует дробь, в числителе дроби указывается поле допуска отверстия, а в знаменателе - поле допуска вала:
ø
Nнм
ø
ø Посадка в системе вала - это посадка, в которой различные зазоры и натяги получают соединением различных отверстий с основным валом.
  0 + 0 +
 - -
ø
В системе отверстия предельные отклонения отверстия (верхнее, и нижнее = 0) для всех посадок одинаковы, а различные посадки образуются изменением предельных отклонений валов. В системе вала, наоборот, предельные отклонения вала (верхнее = 0, и нижнее) для всех посадок одинаковы, а различные посадки образуются изменением предельных отклонений отверстия. Посадки, образованные сочетанием полей допусков неосновных отверстий или валов с полем допуска основных отверстий или валов одного и того же квалитета называются основными.
ø Посадки, образованные сочетанием полей допусков, если допуск отверстия на один квалитет грубее допуска вала, называются комбинированными.
ø
Одну и ту же посадку можно получить как в системе отверстия, так и в системе вала. При выборе системы посадок необходимо учитывать следующие условия применения системы вала: 1. когда на валу располагается несколько разных посадок. 2. когда в качестве заготовки используется цельнотянутый пруток. 3. когда используются стандартные узлы (посадка наружного кольца подшипника в корпус). Для размеров от 1 до 500 мм ГОСТ 25347-82 содержит большое количество различных полей допусков, которые делятся на поля допусков основного отбора (81 для валов и 72 для отверстий) и дополнительные поля допусков (36 для валов и 32 для отверстий). Неограниченное исполнение всех стандартных полей допусков приводит к появлению на производстве большого количества различных размеров отверстий и валов, требующих обработки, а следовательно, и большого количества разнообразных размерных режущих инструментов (разверток, зенкеров и др.), приспособлений, калибров, оправок и т.п.
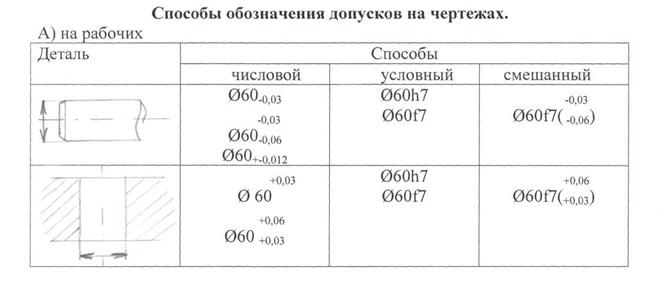
При снижении номенклатуры режущего инструмента и калибров и большей потребности в них создаются благоприятные возможности для организации массового производства их на специализированных заводах, следовательно, повышения качества инструмента и снижение с/с продукции. Чтобы снизить на производстве количество типоразмеров изготовляемых деталей и упростить производство, в основном отборе полей допусков выделены для предпочтительного применения 16 полей допусков валов и 10 для отверстий. Применение дополнительных полей допусков допустимо в отдельных, технически обоснованных случаях. ГОСТ 25347-82 содержит также рациональные сочетания полей допусков и квалитетов для отверстия и вала в посадке под наименованием «рекомендуемая посадка». При номинальных размерах 1-500 мм рекомендуется 70 посадок в системе отверстия и 61 посадка в системе вала (основных и комбинированных). Для предпочтительного применения выделены 17 посадок в системе отверстия и 10 посадок в системе вала. Способы обозначения допусков на чертежах представлены в таблице 1. Таблица 1.
Б) на сборочных На сборочных чертежах предельные отклонения размеров деталей или условные обозначения указываются в виде дроби: в числителе всегда указывается условное обозначение или числовые величины отклонений отверстий, а в знаменателе - условные обозначения или числовые величины отклонений вала.
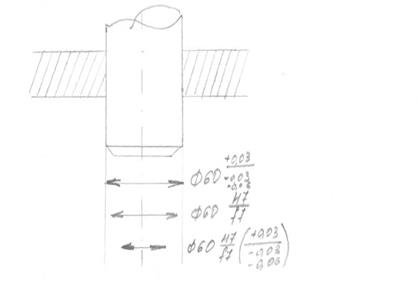
Рисунок 3 - Обозначение допусков на чертежах На производстве кроме конструкторских размеров, используется большое количество так называемых размеров с технологических допусками (тот размер, который задается рабочему для изготовления новой детали). dтехн=59,97-0,03. Эти размеры у готовой детали не сохраняются, а исчезают в процессе обработки по мере приближения ее к виду, указанному на чертеже. Проставляется один из предельных размеров с допуском, направленным в виде отклонения в металл.
Неуказанные предельные отклонения размеров: 1) по квалитетам IT для размеров <1 мм от 11 до 13-го, а для размеров 1-10.000 мм от HI2, h12, ±JT12/2 - симметричные отклонения. 2) по условным классам точности, которые называются: Средний t2→IT14 Грубый t3→IT16 Очень грубый t4→ IT 17. У любой детали требования к точности размеров всех ее элементов не может быть одинаковыми, поскольку в каждой детали и эксплуатационное назначение определяется всего несколькими элементами. А остальные элементы играют роль связующих, но их тоже надо изготавливать, а следовательно, и для них требуется установить требования к точности (цилиндрический валик - обычно диаметр определяет его эксплуатационные свойства, а длина, чаще всего, имеет второстепенное значение, как ограничитель размеров - габаритов, и редко когда образует сопряжение). На практике: разработчик указывает поля допусков у номинальных размеров тех элементов, ради которых разрабатывалась эта деталь и которые определяют ее эксплуатационные свойства. А для размеров остальных элементов непосредственно у контура детали указывает только номинальные размеры. Эти размеры и называются размерами с неуказанными допусками. Для этих размеров требования к точности указываются одним полем допуска для всех отверстий, одним полем допуска для всех валов, и одним полем допуска для элементов детали, не относящихся ни к валам, ни к отверстиям. Эти поля допусков указываются в ТУ на деталь в правом нижним углу форматки над основными надписями (штампом).
Требования к таким размерам нормируются ГОСТ 25670-83. В соответствии с этим стандартом, неуказанные предельные отклонения линейных размеров, кроме радиусов закругления и фасок, могут назначаться одним из двух способов (по квалитетам, классам точности). Поля допусков для размеров с неуказанными допусками для валов и отверстий вне зависимости от принятого ряда точности принимается как для основного вала и основного отверстия, т.е. поле допуска располагается «в тело», (в «+» для отверстия, в «-» для вала). При использовании классов может быть такая запись: +t3; -t3; ±t3/2. Поля допусков отверстий и валов как для основных отверстий и валов с допусками класса «грубый», а остальные размеры в виде симметричного расположения допуска класса «грубый».
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 151; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.51.117 (0.099 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
,


 0
0










 H
H


 0 +
0 + 
 ; ø
; ø 


 0 -
0 - ; ø
; ø 
 0 +
0 + ; ø
; ø 
 ; ø
; ø  ; ø
; ø 

 ; ø
; ø