Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Зенкерование и развертывание
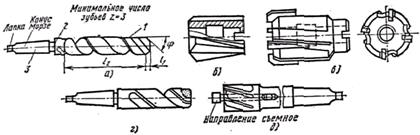
Процесс зенкерования осуществляется зенкером. Операция зенкерования более точная, чем сверление. Сверлением достигается 11—12-й квалитеты и шероховатость поверхности Rz 20 мкм, а зенкерованием — 9—11-й квалитеты и шероховатость поверхности Ra 2,5мкм. Развертывание является операцией более точной, чем сверление и зенкерование. Развертыванием достигается 6—9-й квалитеты и шероховатость поверхности Ra 1,25—0,25 мкм. Операция зенкерования подобна рассверливанию. На рис. 11 показана конструкция зенкера. Зенкер состоит из рабочей части 1, шейки 2 и хвостовика 3. Рабочая часть состоит из режущей части l 1 и калибрующей l 2. Режущая (заборная) часть наклонена к оси под главным углом в плане На рис. 58 показаны зенкеры различной конструкции, применяемые при работе на агрегатных станках и автоматических линиях.
Рис. 11. Зенкеры: а —цельный с коническим хвостовиком, б—насадной цельный, в —насадной с наборными ножками, г —оснащенный твердосплавной пластинкой, д —c направлением для цилиндрических углублений
Зенкеры с коническим хвостовиком (рис. 11,а) с минимальным количеством зубьев z<3, диаметром 10 мм и выше применяются для окончательной обработки и под развертывание. Зенкеры насадные и со вставными ножами (рис. 11, б и в) применяются для обработки отверстий. Зенкеры изготовляются из быстрорежущих сталей Р18 и Р9 и твердосплавных материалов Т15К6, применяемых при обработке сталей, и ВК8, ВК6 и ВК4—при обработке чугунов. Процесс развертывания является чистовой операцией для получения точных отверстий. Резание осуществляется разверткой. Как указывалось, развертывание более точная операция, чем сверление и зенкерование. Развертка во многом напоминает зенкер, основное ее отличие от зенкера в том, что она снимает значительно меньший припуск и имеет большое число зубьев — от 6 до 12. Развертка состоит из рабочей части и хвостовика (рис. 12). Рабочая часть в свою очередь состоит из режущей части В и калибрующей Г. Режущая часть наклонена к оси под главным углом в плане
Рис. 12. Развертка
Калибрующая часть развертки состоит из двух участков: цилиндрического Д и конического Е, так называемого обратного конуса. Обратный конус делается для уменьшения трения инструмента об обработанную поверхность и увеличения диаметра отверстия. Передний угол развертки у равен 0—10° (0° принимается для чистовых работ и при резании хрупких металлов). Задний угол а на режущей части развертки делается 6—15° (большие значения для малых диаметров). Задний угол на калибрующей части равен нулю, так как имеется цилиндрическая ленточка. Главный угол в плане На рис. 13, 14 показаны различные типы разверток. По своей конструкции развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельные.
Рис. 13. Типы разверток
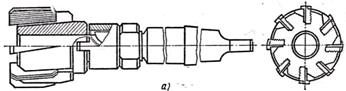
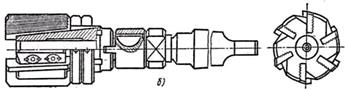
Рис. 14. Машинные регулируемые развертки
Ручные развертки изготовляются с цилиндрическим хвостовиком (рис. 13, г). Ими обрабатываются отверстия от 3 до 50 мм. Машинные развертки (рис. 14) делаются с цилиндрическими и коническими хвостовиками и используются для развертывания отверстий диаметром от 3 до 100 мм. Этими развертками обрабатываются отверстия на сверлильных и токарных станках. Насадные развертки служат для развертывания отверстий от 25 до 300 мм. Их насаживают на специальную оправку, имеющую конусный хвостовик для крепления на станке. Насадные развертки изготовляют из быстрорежущей стали Р9 или Р18 и оснащают пластинками из твердого сплава. Коническими развертками развертывают конусные отверстия. Обычно в комплект входят три развертки: обдирочная, промежуточная и чистовая. Цельные развертки изготовляются из углеродистой или легированной стали. При развертывании отверстий в твердых металлах применяются развертки с пластинками из твердых сплавов.
Нарезание резьбы
|
||||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 126; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.110.235 (0.008 с.) |
 и выполняет резание. Обычно при обработке стали
и выполняет резание. Обычно при обработке стали  = 10—30°, при обработке чугуна
= 10—30°, при обработке чугуна