
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор метода и способа получения исходной заготовки
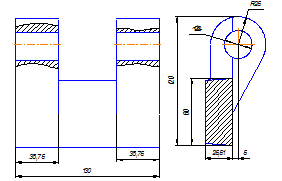
Заготовительное производство является неотъемлемой начальной фазой любого машиностроительного производства. Рациональный выбор заготовки позволяет снизить трудоемкость изготовления детали и сократить производственные расходы. Рассматриваемая в данном проекте деталь имеет профиль простой формы, небольшие массу и габаритные размеры. Учитывая, что деталь будет изготовляться массово, и проанализировав технические требования, исходя из выбранного материала заготовки (сталь 20Л), выбираем в качестве способа получения заготовки литье в кокиль. При литье в кокиль сокращается расход формовочной смеси. Затвердевание отливки происходит в условиях интенсивного отвода теплоты из залитого металла, что обеспечивает более высокие плотность металла и механические свойства. Минимальный припуск на механическую обработку (на сторону) составляет 0.23…1.0 мм, шероховатость поверхности 160…40 мкм. Сущность кокильного литья заключается в изготовлении отливки заливкой расплавленного металла в многократно используемые металлические литейные формы-кокили с последующим затвердеванием залитого металла, охлаждением отливки и извлечением ее из полости формы. Все операции технологического процесса литья в кокиль механизированы и автоматизированы.
1.5 Составление плана обработки заготовки
От логического порядка выполнения операций во многом зависят и качество, и производительность, и экономичность обработки детали. При решении этой задачи следуют общим указаниям: ― сначала обрабатывают поверхности, служащие в дальнейшем технологическими базами; ― затем обрабатывают поверхности, с которых снимается наибольший слой металла, что позволяет своевременно обнаруживать и устранять внутренние дефекты в заготовках, а также снять внутренние напряжения; ― обработка остальных поверхностей ведется в последовательности, обратной степени их точности; ― заканчивают обработку теми поверхностями, которые являются наиболее точными и наиболее важными для нормального функционирования детали; ― вспомогательные операции (сверление мелких отверстий, снятие фасок, прорезка канавок, галтелей, зачистка заусенцев и т.п.) выполняют на стадии чистовой обработки;
― отделочные операции, такие, как шлифование, хонингование, притирка и прочие выполняют в последнюю очередь, обычно после термической, химико-термической и других немеханических операций, делящих, как правило, весь техпроцесс на части; ― технический контроль проводят после тех операций, на которых вероятно повышение брака, после сложных дорогостоящих операций, после законченного цикла, а также в конце обработки деталей. Маршрут изготовления данной детали представляет собой последовательность следующих технологических операций: Заготовительная Фрезерная Сверлильная Фрезерная Расточная Данный набор и последовательность операций является наиболее оптимальными для получения данной детали с заданными техническими требованиями на нее. На базе маршрута разрабатываем операционный процесс изготовления кронштейна (таблица 4):
Таблица 4 - Технологический маршрут изготовления детали
005 Фрезерная Фрезерование поверхности прилегания 010 Сверлильная Сверление трех ступенчатых отверстий 015 Фрезерная Фрезерование торцовых поверхностей
Приспособление специальное Торцевая фреза c напаянными твердосплавными пластинами Т15К6 по ГОСТ 9304-69
Вертикально-сверлильный станок 2Н135 Кондуктор специальный Инструмент концевой комбинированный специальный
Станок портально-сверлильно-фрезерный с ЧПУ 2348ПМФ2 Самоцентрирующие тиски Торцевые фрезы c напаянными твердосплавными пластинами Т15К6 по ГОСТ 9304-69
020 Расточная Расточка 2 отв. Ø25 А620Ф2 Стол поворотный
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-26; просмотров: 145; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.210.17 (0.006 с.) |
 Кокиль с вертикальным разъемом
Кокиль с вертикальным разъемом


 Вертикально-фрезерный станок 6М12П
Вертикально-фрезерный станок 6М12П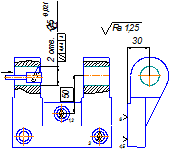 Горизонтально - расточной станок
Горизонтально - расточной станок


