Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Складові частини і структура технологічних процесів
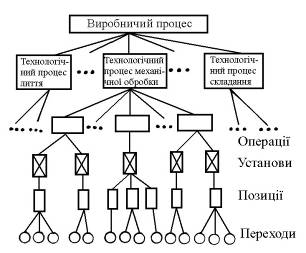
Технологічні процеси складаються з окремих частин, операцій, установ, переходів і ходів. На 3 наведено приклад структури технологічних процесів в машино- і приладобудуванні. Частини технологічних процесів відрізняються між собою методами виконання. Внаслідок принципової важливості термінології, що використовується при проектуванні технологічних процесів, нижче наведені визначення їх частин згідно зі стандартом. Лиття – формоутворення заготовки або виробу з рідинного матеріалу заповненням ним порожнини заданої форми і розмірів з наступним затвердінням. Формування – формоутворення заготовки або виробу з порошкоподібного або волокнистого матеріалу заповненням ним порожнини заданої форми і розмірів з наступним стисканням. Гальванопластика – формоутворення заготовки або виробу з рідинного металу з розчину під дією електричного струму. Обробка різанням – зміна форми, розмірів, шорсткості поверхні та властивостей заготовки деформуванням, відокремленням поверхневих шарів матеріалу і утворенням стружки. Прикладами обробки різанням є точіння, фрезерування, свердління.
3. Структурна схема технологічного процесу
Обробка тиском – зміна форми, розмірів, шорсткості та властивостей заготовки пластичним деформуванням або розділом матеріалу заготовки без утворення стружки. Прикладами такої обробки є кування, штампування, накатування, обкатування. Термічна і хіміко-термічна обробка полягає у зміні структури і властивостей матеріалу заготовки внаслідок теплових і дифузійних впливів. Прикладами цих видів обробки є гартування, відпуск, відпал, нормалізація, покращення, цементація, азотування. До термічної обробки умовно належить також старіння. Електрофізична обробка полягає у зміні форми, розмірів і шорсткості поверхні заготовки використанням електричних розрядів, магнітострикційного ефекту, електронного або світлового випромінювання, плазмового струму. Електрохімічна обробка – зміна форми, розмірів і шорсткості поверхні заготовки внаслідок розчинення її матеріалу в електроліті під дією електричного струму. Нанесення покриття – утворення на заготовці поверхневого шару із заданого чужорідного матеріалу (фарбування, анодування, оксидування, металізація тощо).
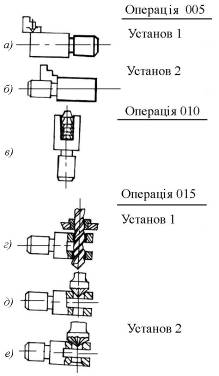
Складання – утворення роз’ємних або нероз’ємних з’єднань складових частин заготовки або виробу (нагвинчування, зварювання, паяння, клепання, склеювання та ін.). Зварювання – утворення нероз’ємних з’єднань міжатомними зв’язками між окремими частинами при їх місцевому або загальному нагріванні чи пластичному деформуванні або їх сумісній дії. Паяння – утворення нероз’ємних з’єднань введенням розплавленого припою в зазорі між частинами, що з’єднуються, з наступним його охолодженням і затвердінням. Клепання – утворення нероз’ємних з’єднань за допомогою заклепок. Вузлове складання – складання окремих частин виробу. Загальне складання – складання виробу в цілому. Контроль якості продукції – перевірка відповідності показників якості продукції встановленим вимогам. Ремонт – комплекс робіт, направлений на підтримку і відновлення працездатності виробу. Переміщення – дія, що викликає зміну координат предмета праці. Частина технологічного процесу – це операція, установ, позиція, перехід, хід, прийом. Операцією називається закінчена частина технологічного процесу, що виконується на одному робочому місці, над однією деталлю або сукупністю декількох одночасно оброблюваних деталей одним робітником або групою робітників без розриву в часі. В операцію входять не лише роботи, пов’язані зі зміною форми чи розмірів деталі, а й дії, пов’язані з обслуговуванням верстата, пристрою та інструмента. Установом називається частина операції, що виконується при незмінному закріпленні оброблюваної деталі або складальної одиниці (4). Він може включати одну або більше позицій.
4. Схема технологічного процесу обробки вилки
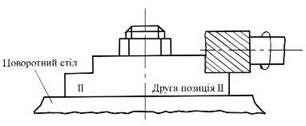
Позиція – це фіксоване положення, яке займає незмінно закріплена оброблювана заготовка або складальна одиниця разом з пристроєм відносно інструмента або нерухомої частини обладнання для виконання операції або її частини. Зміна положення деталі відносно верстата при незмінному закріпленні її може відбуватися за рахунок поворотних елементів пристрою або стола верстата (5).
Кожна позиція, установ або операція може мати різну кількість переходів. Технологічний перехід – закінчена частина технологічної операції, що характеризується постійністю використовування інструмента і поверхонь, утворюваних обробкою або з’єднуваних при складанні та супроводжуваних відповідно зміною розмірів, форми, шорсткості та взаємного розташування поверхонь, або відносного розташування з’єднуваних деталей (4, а–в, д). Допоміжний перехід – це закінчена частина технологічної операції, яка складається із дій людини і (або) обладнання, які не супроводжуються зміною розмірів, шорсткості та взаємного розташування поверхонь, або відносного розташування з’єднуваних деталей, але необхідні для виконання технологічного переходу, наприклад, встановлення заготовки, зміна інструмента тощо.
5. Схема фрезерування плити за дві позиції
Робочий хід – це закінчена частина технологічного переходу, яка складається із одноразового переміщення інструмента відносно заготовки і супроводжуваного зміною форми, розмірів, шорсткості та взаємного розташування поверхонь, або відносного розташування з’єднуваних деталей. Допоміжний хід – це закінчена частина технологічного переходу, що складається з одноразового переміщення інструмента відносно заготовки, яка не супроводжується зміною розмірів, шорсткості або відносного розташування поверхонь чи властивостей заготовки, але необхідна для виконання робочого ходу. Робочий прийом – це закінчена дія робітника, яка має цільове призначення і необхідна для виконання даної операції. Елементом прийому або рухом називається найменша частина технологічного процесу, яка піддається спостереженню за допомогою кінознімання. Метою її є визначення рухів і на базі цього раціоналізація їх, а також точне встановлення тривалості прийомів при нормуванні робіт у великосерійному і масовому виробництві. Структурна схема технологічного процесу механічної обробки та складання показана на 3. При розробці технологічної документації операціям і переходам присвоюються відповідні номери. Операції нумеруються у зростаючому порядку і позначаються арабськими цифрами в межах технологічного процесу на кожну деталь, а переходи нумеруються арабськими цифрами для кожної операції самостійно, починаючи з першого номера. Установи (якщо їх більше одного) позначаються буквами українського алфавіту для кожної операції самостійно, починаючи з першої букви. Робочі ходи ніякими знаками в технологічній документації не позначаються, але вказується їх кількість для кожної операції.
|
||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 253; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.188.5 (0.007 с.) |