Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
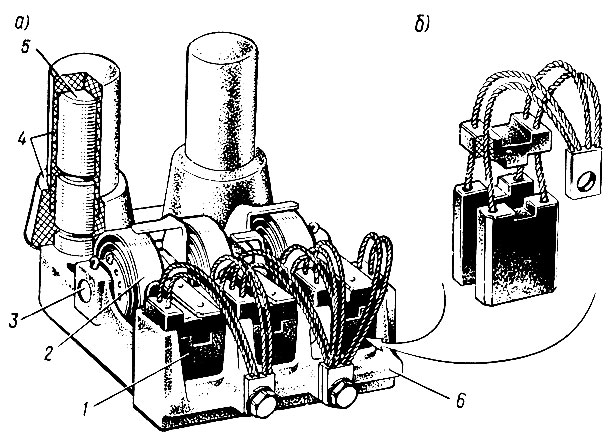
Щеточный аппарат, соединительные и выводные кабели.
Щеткодержатели устанавливают по вертикальной и горизонтальной осям тягового двигателя и крепят при помощи двух стальных пальцев 5 к кронштейну, который приварен к торцовой стенке остова. Щеткодержатель имеет литой латунный корпус б, в который запрессованы два пальца 5. Пальцы изолированы от корпуса. На них одеты фарфоровые (или из пресс-материала К-78-51) изоляторы 4. В корпусе щеткодержателя имеются гнезда для установки щеток 1. Щетки прижимаются к коллектору спиральными пружинами 2, нажатие которых регулируется поворотом втулки.
При разборке тягового электродвигателя щеткодержатель снимают для освидетельствования и ремонта. Перед осмотром щеткодержатель и пальцы протирают салфеткой, смоченной в бензине, а затем сухой. Измеряют сопротивление изоляции пальцев мегаомметром на 2,5 кВ. Сопротивление изоляции пальцев должно быть не менее 50 МОм. При заниженном сопротивлении изоляции пальцы щеткодержателя просушивают при температуре 110-130 °С до требуемого значения. Осматривают изоляцию пальцев, проверяют целостность фарфоровых изоляторов и их посадку на пальцы и плотность запрессовки пальцев в корпус щеткодержателя. Пальцы, имеющие трещины и прожоги изоляции, ослабление посадки в корпусе щеткодержателя, подлежат замене. Щеткодержатели разбирают в такой последовательности: вынимают шплинты из оси 3 и ослабляют пружину 2 во втулках, для чего выводят конец их из прорези втулки, выбивают ось 3 и снимают пружины 2 с втулкой, срубают заклепку, выбивают ее из отверстия и выпрессовывают палец 5 (при необходимости замены пальца щеткодержателя). Корпус 6 щеткодержателя осматривают при помощи лупы. При обнаружении трещин у прилива для крепления пальцев щеткодержателя, а также при трещинах, могущих вызвать откол литья у окна под щетку, корпус щеткодержателя подлежит замене. Трещины заваривают по следующей технологии: концы трещины засверливают сверлом диаметром 3 мм, выполняют разделку трещины под углом 60°, корпус подогревают до температуры 400-450 °С и заваривают газосваркой, используя припой - латунную проволоку Л-62 диаметром 5 мм и флюс, состоящий из 70 % буры, 20 % хлористого натрия и 10 % борной кислоты. Восстанавливают сваркой большой износ в отверстии под оси пружины щеткодержателя и под резьбу. После сварочных работ швы опиливают и при необходимости сверлят отверстия под оси и резьбу с последующей ее нарезкой.
Фарфоровый изолятор 4 заменяют при обнаружении на нем трещин, сколотых краев, поврежденной и потемневшей глазури. В этих случаях после снятия дефектного изолятора с пальца щеткодержателя Удаляют изоляционное покрытие из асбестовой ленты, наматывают новую ленту из электроизоляционного асбеста, пропитанную эпоксидно-бакелитовым лаком (30 % эпоксидной смолы и 70 % основы бакелитового лака) с предварительной промазкой канавок тем же лаком. Далее насаживают фарфоровый изолятор на изолированный палец, покрывают торец изолятора эмалью ГФ 92-ХК с добавлением 60-70 % талька и просушивают на воздухе. Пропитанную асбестовую ленту наматывают на палец щеткодержателя в один слой, закрепляют по канавке асбестовой нитью и помещают палец в нагретую до температуры 60-70 °С печь и сушат в течение 1,5-2 ч. После сушки наматывают еще несколько слоев свежеприготовленной асбестовой ленты и насаживают изолятор. Собранный палец щеткодержателя сушат в печи при температуре 60-70 °С в течение суток и затем изолятор испытывают напряжением 2 кВ переменного тока в течение 1 мин. Износ окон под щетки в корпусе щеткодержателя проверяют проходным и непроходным шаблоном. При неравномерной выработке окон их опиливают, если размер окна после этой операции будет находиться в пределах ремонтного допуска. Восстанавливают, размеры окон корпуса щеткодержателя до чертежных размеров методом электролитического меднения. Приведенный способ восстановления позволяет нарастить необходимую толщину слоя на стенки окон, а затем точно обработать их протягиванием. Перед меднением контур окна выравнивают по наибольшему износу. Слой меди наносят с учетом припуска 0,2 мм на обработку протягиванием. Для сборки щеткодержателя после ремонта вставляют ось в корпус щеткодержателя и во втулки, заводят загнутые концы пружин в прорези втулок, чтобы пружина обеспечивала нажим на щетки, зашплинтовывают втулки с осью и ось с корпусом, устанавливают щетки. Щетки предварительно притирают на специальном барабане. Далее собранный щеткодержатель устанавливают в приспособление и с помощью динамометра измеряют нажатие на щетки, которое должно быть 42-48 Н. Нажатие регулируется поворотом втулки. Минимально возможное изменение нажатия обеспечивают поворотом втулки на 9°, что соответствует изменению нажатия на щетку в пределах 4-6 Н.
При всех видах ремонта проверяют состояние выводных и соединительных кабелей. Кабели, имеющие обрыв жил более 10 % сечения или перегрев, определяемый по наличию хрупкой и потрескавшейся изоляции, заменяют или ремонтируют. При осмотре особое внимание обращают на состояние кабелей при выходе их из остова, где наиболее часто встречаются случаи повреждения изоляции. Поврежденную изоляцию кабелей восстанавливают, если длина места повреждения не более 100 мм. В таких случаях в месте повреждения изоляцию вырезают с плавным изменением основной изоляции с каждой стороны на длине 20-25 мм. Новую изоляцию накладывают лентой из натуральной резины или лакоткани в полуперекрышку без морщин, промазывая каждый слой клеящим лаком, чтобы общая толщина новой изоляции была не менее толщины основной изоляции. Сверху покрывают двумя слоями прорезиненной изоляционной ленты, перекрывающей нижние слои на 10 мм. Якорь и коллектор. После выемки якорь осматривают. Якоря, имеющие явное повреждение изоляции обмотки, разрушение коллектора, бандажей, трещины и повреждения вала, нажимных шайб и сердечника, подлежат отправке на заводы для выполнения капитального ремонта. Проверку состояния якоря начинают с измерения сопротивления изоляции и сопротивления обмотки якоря. Сопротивление изоляции якоря замеряют мегаомметром на 1000 В, и оно должно быть не менее 20 МОм. Якорь с заниженным сопротивлением изоляции сушат в печи в течение 12-24 ч при температуре 110-120 °С с последующим замером сопротивления изоляции. Если и после сушки сопротивление изоляции будет занижено, то необходимо проверить влажность якоря прибором контроля влажности после остывания якоря до температуры не выше 40 °С. Порядок проверки влажности якоря описан в разделе ремонт якоря тягового генератора. Якорь, высушенный и имеющий заниженное сопротивление изоляции, подлежит заводскому ремонту. Для замера сопротивления якоря при петлевой обмотке измерительные провода подключают к 1-й и 55-й коллекторным пластинам для тяговых двигателей ЭД-107, ЭД-107А и ЭД-118А и к 1-й и 38-й пластинам для ЭДТ-200Б и полученное сопротивление делят на три. Сопротивление обмотки якоря при температуре +20 °С должно быть 0,00532 Ом для двигателей ЭДТ-200Б и 0,012 Ом для ЭД-107, ЭД-107А, ЭД-118А. Обмотку якоря проверяют на отсутствие межвитковых замыканий при помощи специального щупа с изолирующей ручкой путем замыкания поочередно соседних коллекторных пластин, между которыми находится виток с поврежденной изоляцией. Если обнаруженное замыкание устранить невозможно приведением в исправное состояние коллектора, якорь отправляют в капитальный ремонт. Осматривают состояние рабочей поверхности коллектора. На поверхности коллектора не допускается подгар коллекторных пластин, следы выплавления припоя на петушках, забоины, задиры и местные выжиги глубиной более 0,5 мм. Забоины и выжиги глубиной до 0,5 мм выводят обточкой, а глубиной более 0,5 мм - заплавляют припоем ПОСС-61 с фиксацией этой операции в техническом паспорте.
Измеряют диаметр и выработку коллектора под щетками и глубину продорожки миканита. Диаметр обточенного коллектора должен быть не менее 380 мм для всех типов двигателей. Диаметр коллектора замеряют с помощью скобы с микрометрической головкой (до 400 мм) в местах наибольшей выработки. При выработке более 0,3 мм коллектор обтачивают с минимальным снятием меди. Состояние бандажей и пазовых клиньев проверяют легким осту-киванием. Бандажи, имеющие расслоения, трещины лакового слоя, сдвиги витков, ослабления, вздутия и прожоги ленты, заменяют. Клинья, ослабшие в пазу или поврежденные, подлежат замене. Новый бандаж наматывают на бандажировочном станке (рис. 20), состоящем из станины Z, передней 2 и задней 12 бабок, каретки 49 служащей для Направления укладываемой ленты, и системы роликов для предварительного натяжения бандажной ленты. Передняя бабка приводится в движение электродвигателем 9 через клиноременную передачу. Якорь 6 вращается с частотой 15 об/мин. На каретке расположен динамометр 5, показывающий натяжение проволоки. Станок оборудован приспособлением для выполнения продорожки коллектора.
Рис. 8. Станок для бандажировки якорей: 1 - станина; 2 - передняя бабка; 3 - панель управления; 4 - каретка; 5 - динамометр; 6 - якорь; 7 - фреза; 8 - ременная передача; 9 - электродвигатель; 10, 11 - маховики; 12 - задняя бабка; 13 - храповой механизм Бандаж делают из стеклобандажной ленты, изготовленной из непрерывных стеклянных нитей, скрепленных между собой электроизоляционным лаком ПЭ-933. Стеклобандажную ленту наматывают с определенным для каждого типа тягового двигателя натяжением и числом витков (например, для двигателя ЭДТ-200Б усилие натяжения должно быть в пределах 1,4-1,5 кН). Ленту укладывают на изоляционные прокладки из электрокартона. Ленту наматывают в полуперекрышу равномерно по ширине бандажа. По окончании намотки снижают натяжение ленты на 50 %, а ее конец заправляют под предпоследний виток бандажа с последующим закреплением нагретым паяльником, подогревая и разглаживая всю поверхность. Бандаж запекается в печи одновременно с сушкой якоря. Начальная температура не должна превышать 60-70 °С, далее повышают ее до требуемого значения со скоростью 25-30 °С в 1 ч. Вновь наложенный бандаж должен иметь глянцевую поверхность; отслоение витков и повреждение лаковой пленки не допускается.
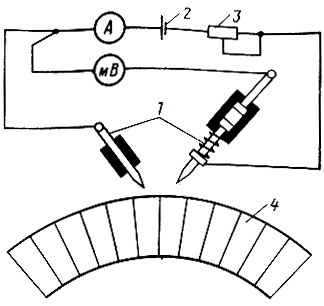
Обмотку якоря необходимо проверить на качество пайки петушков коллектора методом, при котором сравнивают падение напряжения между каждой парой соседних коллекторных пластин при помощи измерительной вилки (рис. 21). На обмотку подают постоянное напряжение 10-12 В. Устанавливают контакты на коллекторные пластины по шагу обмотки. Милливольтметром, присоединяемым поочередно к каждой паре соседних коллекторных пластин, измеряют падение напряжения в витках обмотки между пластинами. В исправном якоре отклонение стрелки прибора от среднего не более 20 %. Завышенное или отсутствие показания прибора указывает на плохую пайку петушков коллектора или обрыв витков. Этим приспособлением можно определить и межвитковое замыкание (заброс стрелки).
Рис.9. Принципиальная схема проверки качества пайки петушков к обмотке якоря: 1 - измерительная вилка; 2 - источник питания; 3 - резистор; 4 - коллектор Пайку петушков выполняют контактным способом. К петушку, имеющему плохую пайку, подводят угольный электрод, а к рабочей части той же пластины - другой электрод и подают на них напряжение 12 В. Петушок разогревается до температуры 300 °С (светло-красного цвета), после чего проводят по торцу разогретого петушка прутком припоя до заполнения шлицы. Для предотвращения затекания припоя внутрь обмотки, что может привести к межвитковому замыканию, якорь при пайке располагают под углом 30-35° коллектором вниз. Продорожку коллектора выполняют на глубину 1-1,5 мм, если канавки между пластинами коллектора будут менее 0,5 мм. Увеличение глубины продороживания свыше 1,5 мм нецелесообразно, так как это может привести к скоплению грязи в дорожках и замыканию пластин. Приспособление для продорожки укрепляют на станке (см. рис. 20), имеющем электродвигатель 9, ременную передачу 8 и фрезу 3. Частота вращения фрезы - 3000-4000 об/мин. Привод фрезы установлен на салазках, которые могут перемещаться горизонтально от маховика 10 и вертикально от маховика 11. Вращающуюся фрезу устанавливают над миканитовой пластиной, опускают на требуемую глубину и маховиком 10 перемещают с наружной стороны к петушкам. При большой программе ремонта на специализированных участках депо устанавливают станки-полуавтоматы, у которых поворот якоря, подъем и перемещение фрезы из одного паза в другой автоматические. Дорожки между пластинами можно углублять вручную с использованием приспособления (рис. 22).
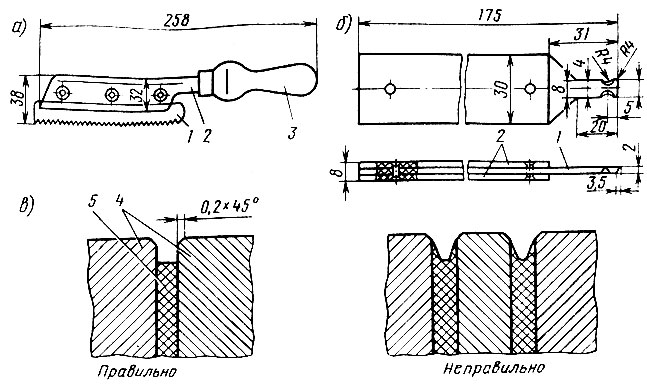
Рис. 10. Приспособления для продороживания якорей: а - для продороживания; б - для снятия фасок; в - дорожки; 1 - ножовочное полотно; 2 - держатель; 3 - ручка; 4 - коллекторные пластины; 5 - миканит После продорожки с кромок пластин коллектора снимают фаски размером 0,2 мм*45°. Далее коллектор шлифуют полотном с мелким стеклянным зерном или абразивными брусками. Применять для шлифования коллектора шкурку запрещается. Шлифование коллектора выполняют при частоте вращения якоря 300-500 об/мин, продольной подаче - 0,2 мм/об. Якорь после шлифования обдувают сухим воздухом под давлением 0,2-0,5 МПа.
В процессе ремонта у якоря могут быть заменены бандажи, клинья,4 произведена пропитка обмотки, пайка коллектора и др., что может нарушить сделанную ранее балансировку, привести к повышению вибрации, а вибрация в свою очередь - к механическим разрушениям. Поэтому в депо производят динамическую балансировку якоря после ремонта. Небаланс не должен превышать 0,055 Н*м у двигателей ЭДТ-200Б и ЭД-107 и 0,04 Н*м - у ЭД-107А и ЭД-118А. Небаланс устраняют перемещением балансировочных грузов с креплением их болтов с гайкой. Заключительная операция ремонта якоря - испытание электрической прочности обмотки относительно корпуса напряжением 1600 В переменного тока частотой 50 Гц в течение 1 мин. Сборка тягового двигателя. Перед началом сборки якорь и остов протирают сухой салфеткой, сверяют номера остова, подшипниковых щитов и букс моторно-осевых подшипников, проверяют радиальный зазор роликовых подшипников. Для оценки радиального зазора наружное колесо подшипника с комплектом роликов надевают на внутреннее кольцо, насаженное при сборке якоря. Далее щупом проверяют радиальный зазор между внутренним кольцом и роликом, который должен быть 0,095-0,22 мм со стороны коллектора и 0,125-0,26 мм со стороны шестерни для всех типов электродвигателей. Насаженный на вал подшипник должен свободно вращаться от руки. Наружные кольца роликовых подшипников запрессовывают в гнездо подшипникового щита на прессе с натягом в соответствии с требованиями и нормами для каждого типа тягового двигателя. Разрешается устанавливать наружное кольцо при нагреве гнезда подшипникового щита индукционным нагревателем. После посадки колец подшипников приступают к сборке тягового двигателя. Подшипниковые щиты запрессовывают в остов с использованием той же оснастки, что и при разборке. Первым-запрессовывают щит со стороны коллектора. Затем устанавливают на вал противоположный подшипниковый щит и совместно с подшипниковым щитом якорь заводят в остов. При горизонтальной сборке якорь заводят при помощи Г-образной скобы, при вертикальном способе - опускают в остов. При горизонтальном способе сборки индукционный нагреватель (рис. 23) прижимается сбоку при помощи специального приспособления, перемещающегося вдоль рабочих тумб, на которых установлены остовы.
Рис. 11. Индукционный нагреватель: 1 - механизм перемещения; 2 - нагреватель; 3 - остов; 4 - подставка для электродвигателя После запрессовки щитов проверяют легкость вращения якоря. Якорь должен вращаться свободно от руки, без заедания и задевания. Замеряют снова радиальный зазор и торцовое биение в роликовых подшипниках. Торцовое биение поверхности наружного кольца относительно плоскости перпендикулярной оси проверяют при помощи приспособления (рис. 24), которое закрепляют на валу якоря. В оправке устанавливают индикатор, который ножкой прикасается к торцу наружного кольца подшипника. Рукояткой 4 вал якоря медленно проворачивают и индикатор показывает биение подшипника, которое не должно превышать 0,2 мм. Превышение этого значения указывает на неправильный монтаж подшипникового щита или несоответствие размеров посадочных мест (овальность поверхности выше допустимой). В таких случаях подшипниковый щит выпрессовывают, проверяют посадочные поверхности и устраняют причины, приведшие к перекосу.
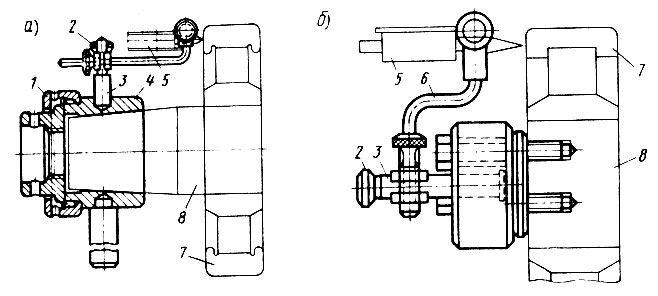
Рис. 12. Приспособление для проверки торцового биения якорных подшипников: а - со стороны шестерни; б - со стороны коллектора; 1 - гайка; 2 - винт; 3 - стержень; 4 - втулка; 5 - индикатор; 6 - оправка; 7 - роликовый подшипник; 8 - вал якоря Перед установкой крышек подшипников и лабиринтных колец во внутреннюю полость подшипника закладывают смазку (2/3 объема), в полость задней лабиринтной крышки смазку не закладывают. В смазочную трубку, ввернутую в подшипниковые щиты, запрессовывают смазку. Устанавливают на вал якоря наружное уплотнительное кольцо со стороны шестерни, доводя его до упора в торец подшипника, обеспечив зазор в лабиринте крышки и уплотнительного кольца в пределах 0,8-1,3 мм для всех типов тяговых двигателей. После сборки проверяют осевой разбег якоря (измерения проводят так же, как и при разборке), замеряют биение коллектора, измеряют воздушный зазор между сердечником якоря и полюсами. Биение коллектора замеряют при помощи приспособления, укрепленного струбциной к верхнему коллекторному люку остова.
Рис.13. Приспособление. для замера биения коллектора: 1 - приспособление; 2 - остов; 3 - коллектор Биение коллектора допускается не более 0,08 в горячем и 0,07 мм в холодном состоянии для всех типов тяговых двигателей. Воздушный зазор измеряют щупом под всеми полюсами в трех положениях якоря через 120°, используя смотровые люки. Воздушный зазор между поверхностью якоря и главными полюсами для тяговых двигателей ЭДТ-200Б должен быть 4-5 мм, а ЭД-107 и ЭД-118А - 6,5-7,5 мм и между якорем и добавочными полюсами - соответственно 6-7 и 9,5-10,5 мм. При монтаже щеткодержателей необходимо обеспечить расстояние между корпусом щеткодержателя и рабочей поверхностью коллектора 2-4 мм для всех типов тяговых двигателей и между корпусом щеткодержателя и торцовой поверхностью петушков для двигателя ЭДТ-200Б 6,5-17 и 18,5-20,5 мм - для ЭД-107 и ЭД-118А (рис. 26). Эти расстояния замеряют при крайнем положении якоря в сторону щеткодержателя.
Рис. 14 Установка щеткодержателя на коллекторе: 1 - щетка; 2 - коллектор Для безыскровой работы тяговых двигателей большое значение имеет установка щеток на геометрической нейтрали. В неподвижной машине к двум соседним щеткодержателям подключают гальванометр, шкала которого имеет ноль посередине. От постороннего источника питания в обмотку главных полюсов подают ток, равный 1-5 % номинального тока возбуждения. При включении тока стрелка прибора будет отклоняться. Поворотом траверсы в ту или иную сторону Добиваются наименьшего отклонения стрелки. Чтобы не повредить прибор при повороте траверсы, его следует отключать. Для проверки правильности найденного нейтрального положения необходимо довернуть якорь и снова проверить нейтраль. Если отклонение стрелки прибора будет незначительным, траверсу закрепляют окончательно и проверяют еще раз. Для определения расстояния между осями щеток достаточно выставить на пластины, секции которых лежат на нейтрали, щетки одного щеткодержателя. Установку остальных щеток контролируют бумажной лентой. Для этого вокруг коллектора прокладывают бумажную ленту и по отпечаткам щеток измеряют расстояние. Разница расстояний по окружности коллектора между осями любых пар щеток не должна превышать 2 мм. Этот размер в основном задается при изготовлении тягового двигателя и сохраняется неизменным. Нарушения могут появиться при заварке трещин в корпусе щеткодержателя так как корпус может деформироваться. На собранный электродвигатель устанавливают крышки коллекторных люков, вентиляционные сетки и проверяют качество крепления болтов. Крышки люков должны плотно прилегать к остову и легко сниматься и устанавливаться на остов.
|
|||||||||
|
|
Последнее изменение этой страницы: 2019-05-20; просмотров: 630; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.64.221 (0.039 с.) |