Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Остов, полюсы, подшипниковые щиты.Содержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
После разборки остов тягового электродвигателя продувают сжатым воздухом снаружи и внутри в продувочной камере. Затем протирают горловины остова, подшипниковые щиты и их крышки, внутренние стенки остова, кабели, полюсы, буксы моторно-осевых подшипников. Горловины, наружные стенки остова, внутренние поверхности протирают (не касаясь полюсных катушек и кабелей) обтирочными концами, смоченными керосином, а затем насухо. Катушки полюсов и кабели протирают салфетками, смоченными бензином. Щеткодержатель снимают и передают для ремонта. Механическую часть остова осматривают, используя лупу семикратного увеличения, для обнаружения трещинки обстукивают молотком. При трещинах снимают полюсы, разделывают и заваривают трещины. Не разрешается заварка трещин на посадочных поверхностях подшипниковых щитов, под полюсами и в поддерживающих носиках. Определяют износ посадочных мест букс моторно-осевых подшипников, подшипниковых щитов и др. Проверяют состояние, износ и качество приварки сменных пластин на опорных поверхностях поддерживающих носиков, а также расстояние между опорными поверхностями. Пластины при износе более 2 мм заменяют. Расстояние между верхним и нижним носиком должно быть 305-312 мм. Неплотности, щели в местах прилегания крышек коллекторных люков ведут к утечке охлаждающего воздуха и, как следствие, к перегреву якоря и катушек полюсов. При неплотном прилегании крышек заменяют прокладки, а крышки, имеющие вмятины, выправляют. Поврежденные вентиляционные сетки Заменяют новыми. Допускается при ремонте вентиляционных сеток уменьшить их сечение до 10 %. Неисправные замки верхнего коллекторного люка ремонтируют или заменяют. Проверяют качество приварки кронштейнов. Полюсные болты подтягивают при температуре катушек 70-100 °С (после прогрева их током или после сушки остова в печи) попеременно, сначала средний болт, а затем крайние, так чтобы постепенно затянуть их до отказа. Полюсные болты с изношенными или забитыми гранями головок заменяют. Для замены болтов со стороны моторно-осевых подшипников с наружной поверхности остова около отверстий под болты срубают стопорные пластины, а затем после затяжки болтов их приваривают. Качество затяжки проверяют обстукиванием молотком болтов и фланцев катушек. При нормальной затяжке при обстукивании издается звук плотного цельного тела, вибрация и дребезжание указывают на неплотность соединения. Затяжку болтов в нагретом состоянии производя? для того, чтобы не повредить микалентную изоляцию, хрупкую в холодном состоянии. У электродвигателей ЭД-107А и ЭД-118А, катушки полюсов которых выполнены без применения микалентной изоляции, подогрев перед затяжкой болтов не требуется. Проверку полюсных болтов на наличие трещин проводят ультразвуковым дефектоскопом УЗД-64. Предварительно дефектоскоп настраивают на болтах-эталонах: болт без дефектов и болт с видимой трещиной-или поперечным пропилом глубиной 5-7 мм в месте, где чаще всего образуются трещины. Осмотр электрической части остова начинают с оценки состояния магнитной системы. Плотность посадки катушек главных и добавочных полюсов на сердечниках при затянутых полюсных болтах проверяют по видимым следам смещения (потертость, зашлифованность на пружинных прокладках и поверхности катушек, ослабление диамагнитных угольников на сердечниках добавочных полюсов, появление ржавчины и др.), при постукивании по прокладкам, а также по перемещению катушек. Разрешается уплотнять посадку полюсных катушек на сердечники при помощи П-образных прокладок из пропитанного электрокартона. Сердечники полюсов подлежат замене, если имеются завальцованные поверхности или расслоение сердечника. Замеряют сопротивление изоляции катушек. При заниженном сопротивлении изоляции и нормальной влажности (определение влажности изоляции приведено в разделе ремонта тяговых генераторов) следует выявить катушку с заниженным сопротивлением изоляции. Для этого разъединяют межкатушечные соединения, измеряют сопротивление изоляции катушек в отдельности. Нулевое показание мегаомметра указывает на наличие пробоя изоляции катушки или межкатушечного соединения. Пониженное сопротивление изоляции может быть и при увлажнении изоляции. В таких случаях сушат остов в сушильной печи при температуре 100-110 °С в течение 5 ч, после чего сопротивление изоляции проверяют вторично. Если сопротивление изоляции восстановилось до нормы, катушки проверяют на межвитковое замыкание. Для этого замеряют сопротивление катушек полюсов.. При заниженном значении сопротивления катушки проверяют на межвитковые замыкания, а при завышенном значении - выявляют неплотности контакта в межкатушечных соединениях. Катушки полюсов на отсутствие межвитковых замыканий проверяют подключением источника переменного тока напряжением 36-60 В к концам неразъединенной цепи главных или добавочных полюсов и поочередно к сердечникам каждой пары рядом расположенных главных и добавочных полюсов прикладывают сердечник измерительной катушки, соединенной с амперметром. На всех исправных катушках прибор покажет одинаковое напряжение, а на полюсе, катушка которого имеет межвитковое замыкание,- пониженное значение напряжения.
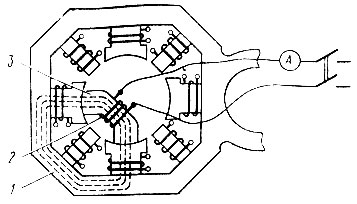
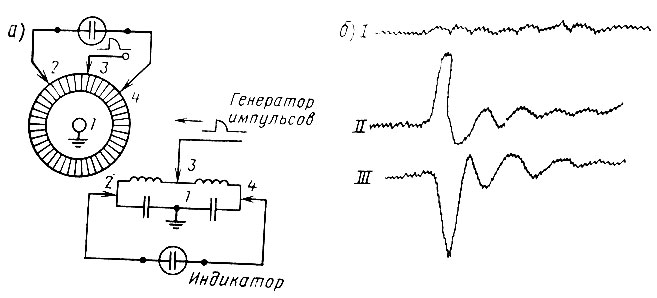
Рис. 4 Схема определения межвитковых замыканий в катушках полюсов в собранном остове: 1 - остов; 2 - катушка сердечника; 3 - сердечник Проверку на межвитковое замыкание катушек можно проводить также при помощи импульсной установки ИУ-37, разъединив предварительно все межкатушечные соединения и подключая поочередно проверяемые катушки. Импульсная установка позволяет обнаружить неявно выраженные замыкания в катушках полюсов, т. е. выявить катушку с ослабленной межвитковой изоляцией. Измерение с помощью импульсной установки осуществляется путем сравнения испытуемой катушки с эталонной. Катушки соединяют друг с другом (рис. 17) и поочередно подают напряжение 1 кВ на испытуемую и эталонную катушки. При отсутствии межвитковых замыканий для обеих катушек на экране осциллографа будут синусоиды. Всплеск на экране осциллографа (рис. 17, б) означает наличие межвиткового замыкания.
Плотность контактных соединений в цепи полюсов проверяют нагревом двойным номинальным током в течение 8-10 мин. О надежности судят по разнице нагрева мест соединений путем ощупывания после отключения тока, изменению показаний амперметра при покачивании мест соединений или по изменению сопротивления или по пожелтевшим участкам на серой эмали, которой обычно покрывают полюсы. Катушки полюсов, имеющие пробой, повреждение изоляции и межвитковое замыкание, подлежат съему и замене новыми или отремонтированными. Поврежденную катушку вынимают из остова в такой последовательности: снимают изоляцию с мест соединения проводов, разъединяют межкатушечное соединение, отвертывают болты и вынимают из остова поврежденный добавочный полюс. Для снятия главного полюса необходимо сначала вынуть из остова рядом находящийся добавочный полюс. Снятый полюс устанавливают на пресс и вьтрессовывают сердечник. Далее сердечник полюса, фланец и катушку очищают и осматривают. При трещинах или изломах фланцы заменяют. Сердечники главных полюсов должны быть прочно стянуты заклепками, головки которых не должны выступать за плоскости боковин. Опорная поверхность сердечника не должна иметь выступов и заусенцев. На сердечнике добавочного полюса трещины, отколотые бурты, сорванная или ослабшая резьба не допускаются. Чаще всего у катушек главных и добавочных полюсов можно обнаружить излом выводов и повреждение изоляции. Выводы катушек меняют на ремонтных заводах, в депо устраняют только местные повреждения изоляции. В таких случаях срезают изоляцию с постепенным уклоном до неизолированной части. Новую изоляцию накладывают так, чтобы заполнить место старой (местные утолщения не допускают). Каждый слой накладываемой изоляции промазывают изоляционным лаком. Изоляционную ленту накладывают ровно; без морщин с равномерным натягом. После этого катушку пропитывают, сушат и покрывают эмалью ГФ92-ХС. При ремонте катушек с перепайкой выводных кабелей также изоляцию снимают только у места впайки кабеля. При нанесении изоляции каждый слой должен укладываться с перекрытием предыдущего на половину ширины ленты. Катушки полюсов тяговых двигателей ЭД-118А с изоляцией типа "Монолит" в депо не ремонтируют и при повреждениях их отправляют на завод. Монтаж в остов полюсов производят с установкой снятых ранее прокладок (стальной, диамагнитной, изолирующей и пружинной). После окончательной затяжки болтов замеряют расстояние между главными и добавочными полюсами (рис. 18). Если размер больше нормального, то под полюс подкладывают прокладки, если меньше - подтягивают болты. Далее проверяют расстояние между рядом расположенными полюсами. Разница размера по всем полюсам не должна превышать 2 мм. Наименьшее расстояние между соседними катушками главных и добавочных полюсов допускается не менее 3 мм. Размеры между соседними катушками замеряют с обеих сторон остова. Изменение этих размеров достигается перемещением полюсов при ослабленных болтах с помощью ломика с упором в металлические детали.
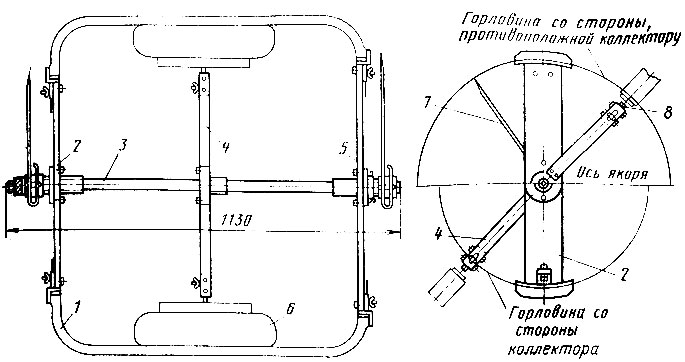
Рис. 6. Приспособление для проверки положения главных и добавочных полюсов относительно оси якоря: 1 - остов; 2,5 - центрирующие поперечины; 3 - штанга; 4 - линейка; 6 - полюс; 7 - установочная игла; 8 - выдвижной наконечник Затем закрепляют межкатушечные соединения и проверяют правильность полярности катушек. Для этого цепь катушек подключают к аккумуляторной батарее с напряжением 6-8 В и подносят к катушкам компас. Полюс, к которому стрелка компаса поворачивается концом S, будет северным. При правильной полярности закрепляют окончательно межкатушечные соединения. Чтобы обеспечить хорошее соединение, вывод, наконечник и гайка должны быть облужены и иметь плоскую форму. Пластинчатую пружину необходимо ставить выпуклой стороной к наконечнику, а болты - затянуть. Место соединения покрывают изоляционной замазкой (выравнивание неровностей), тремя слоями стеклолакоткани и одним слоем стеклянной ленты. Далее межкатушечное соединение прикрепляют к остову с помощью металлического хомута, чтобы исключить перетирание их между собой. После соединения выводов катушек устанавливают щеткодержатели. Щеткодержатель заводят в углубление кронштейна и прикрепляют с помощью накладки и болта. Пальцы щеткодержателя плотно зажимают между кронштейном и накладкой. К щеткодержателям присоединяют кабели в соответствии со схемой соединений каждого типа электродвигателя. Окончательно щеткодержатели закрепляют после установки якоря в остов. Подшипниковые щиты после очистки и обмывки осматривают и обмеряют по всем посадочным поверхностям. Наружный размер подшипникового щита определяют по трем диаметрам со сдвигом на 120° по окружности, вычисляют средний диаметр. Полученные данные позволяют подсчитать натяг посадки щитов в остов, который должен находиться в пределах 0,05-0,08 мм. Овальность и конусность посадочной поверхности подшипникового щита допускается не более 0,08 мм. Если овальность и конусность превышают норму, то их Устраняют обточкой с минимальным снятием металла и с сохранением натяга в пределах нормы. Для определения натяга наружного кольца роликового подшипника размер гнезда подшипникового щита измеряют по двум взаимно перпендикулярным диаметрам в трех плоскостях по глубине гнезда (в начале, середине, конце). По полученным данным подсчитывают натяг посадки подшипника в щит. При овальности и конусности, превышающих норму, гнездо растачивают до выведения дефекта с минимальным снятием металла и сохранением натяга. Лабиринты подшипниковых щитов и лабиринтные кольца, имеющие раковины в лабиринтных нитях до 6 мм, но не более 15 % общей длины, оставляют. Крышки подшипника и уплотнительные кольца со стороны шестерни осматривают. Обнаруженные в литье трещины вырубают и заваривают. Замеряют размеры резьбовых отверстий. Разработанную, сорванную или забитую резьбу восстанавливают метчиком, а при невозможности выполнения этой операции восстанавливают наплавкой. Износ посадочных поверхностей щитов, крышек и уплотнительных колец, не превышающий 0,15 мм на сторону, восстанавливают путем нанесения пленки эластомера ГЭН-150 (В). При большем износе наплавляют на автоматической установке под слоем флюса. Такая установка производит наплавку при вращении щита с автоматической подачей электродной проволоки и флюса. При отсутствии автоматической установки наплавку ведут вручную. После наплавки посадочные и привалочные поверхности обтачивают на токарном станке до чертежных размеров. Подшипниковые щиты протачивают с одной установки.
|
||||
|
|
Последнее изменение этой страницы: 2019-05-20; просмотров: 722; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.11 (0.012 с.) |