Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление червяков и червячных зубчатых колес
Червяки и червячные зубчатые колеса представляют собой тела вращения. Поэтому типовой маршрут их изготовления за исключением операций, касающихся формообразования винтовых поверхностей червяков и зубьев червячных колес, может назначаться в соответствии с принадлежностью к определенному классу деталей (валам, втулкам). В данном разделе рассматриваются только операции по обработке цилиндрических червяков (винтовых поверхностей) и зубчатых поверхностей червячных колес. По сравнению с цилиндрическими и коническими передачами червячные передачи имеют то отличие, что червяк и колесо изготавливают из разных материалов. Это способствует уменьшению сил трения в зацеплении и повышении износостойкости боковых поверхностей зубьев. Обычно червяк делают стальным закаленным до высокой твердости, колесо делают из значительно менее твердых материалов (чугун, бронза, пластмасса). При большом различии в твердости материалов боковые поверхности зуба колеса могут прирабатываться к винтовой поверхности червяка. Это используют для компенсации погрешности изготовления червячного колеса. Таким образом, исходя из возможности приработки зубьев колеса к закаленному червяку, можно считать, что качество передачи определяется точностью и качеством изготовления червяка. В случае необходимости обеспечения высокого качества червячной передачи без приработки чистовую обработку зубьев колеса следует производить инструментом, точно соответствующим сопряженному червяку. При этом параметры станочного зацепления должны точно соответствовать параметрам рабочего зацепления.
5.1.1. Линейчатые винтовые поверхности червяков образуются винтовым движением прямой линии. Известны 3 вида линейчатых винтовых поверхностей червяков: - архимедова; - конволютная; - эвольвентная. С целью минимизации погрешности профиля и упрощения изготовления режущего инструмента чистовое нарезание витков червяка рекомендуется выполнять резцом трапецеидального профиля, учитывая при этом особенности каждого червяка соответствующей установкой резца. Наиболее технологичным является архимедов червяк (типа ZA), обработка которого на токарном станке почти не отличается от обработки винта с трапецеидальной резьбой. Резец устанавливают так, чтобы его режущие кромки лежали в осевой плоскости червяка (рис. 5.1.). При чистовом нарезании червяка рекомендуется раздельная обработка левой и правой сторон витка односторонними резцами. Червяки такого типа применяют в основном при малом угле подъема винтовой линии (до 100). При больших углах подъема резец для улучшения условий резания устанавливают так, чтобы основная плоскость, в которой расположена его боковая режущая кромка, была перпендикулярна делительной винтовой линии витка червяка. В результате вместо архимедовой образуется конволютная винтовая поверхность.
При нарезании конволютных червяков возможны 2 схемы установки резцов, представленных на рис. 5.1. «в» и «г». В первом случае червяк имеет трапецеидальный профиль в нормальном сечении витка (тип червяка ZN1), во втором случае – нормальном сечении впадины (тип червяка ZN2). Эвольвентный червяк Z1 имеет прямолинейный профиль витка в сечении плоскостью, касательной к основному цилиндру. Поэтому при нарезании эвольвентного червяка резцы устанавливают так, чтобы горизонтальная плоскость, в которой расположена режущая кромка, была касательной к основному цилиндру червяка (рис. 5.1., г). Разноименные боковые поверхности витков червяка должны обрабатываться отдельно при различных установках резцов. В случае, если боковые поверхности обрабатываются одновременно одним резцом, одна из боковых поверхностей витка будет эвольвентной, а другая – конволютной. При рассмотрении схемы обработки червяков не трудно заметить, что наибольшие затруднения могут возникнуть при нарезании червяков из-за неблагоприятных условий резания, связанных с установкой резца выше или ниже оси вращения червяка. По этой причине эвольвентные червяки изготавливают редко. Черновую обработку червяков независимо от их типа нужно производить резцом трапецеидального профиля, установленным в осевой плоскости червяка, т.к. при этом условия резания сравнительно благоприятны. Следует, однако, учитывать, что возможная погрешность профиля витка червяка должна быть меньше припуска на чистовую обработку.
Нарезание червяков резцами имеет низкую производительность, но широко применяется, благодаря простоте и малой стоимости инструмента.
Фрезерование червяков Фрезерование винтовых поверхностей червяка осуществляют на специальных резьбофрезерных станках. Обычно фрезу устанавливают так, чтобы средняя точка А фрезы (рис. 5.2.) находилась в горизонтальной осевой плоскости червяка, а ось вращения была бы наклонена на угол, равный углу подъема Такая установка при трапецеидальном профиле зуба фрезы казалось бы должна обеспечивать нарезание конволютного червяка с трапецеидальным профилем в нормальном сечении впадины. Однако, в действительности получаются искажения (завалы) профиля, которые будут тем больше, чем больше угол
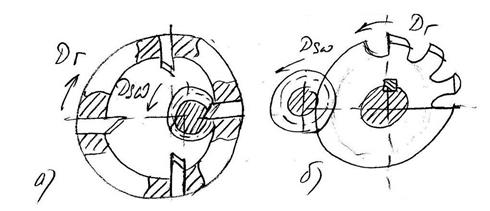
Рис. 5.2. – Схема фрезерования витков червяка дисковой фрезой: а – схема установки фрезы б – профиль витка червяка с искажением Наличие искажений можно объяснить тем, что угол установки фрезы и угол подъема винтовой линии червяка совпадают лишь в одной точке профиля, принадлежащей делительному цилиндру червяка. По мере удаления к вершине витка угол подъема винтовой линии становится меньше, а по мере приближения к впадине – больше угла установки фрезы. При внесении соответствующих поправок в профиль фрезы, т.е. при использовании фасонных фрез с криволинейной образующей возможно нарезание всех рассмотренных ранее типов червяков. Однако, в большинстве случаев нарезание червяков дисковыми фрезами используется как предварительный процесс. Поэтому необходимость применения фасонных фрез отпадает. Следует лишь иметь ввиду, что погрешность профиля витка должна быть меньше припуска на чистовую обработку. Хорошие результаты по производительности и шероховатости поверхности можно получить при фрезеровании винтовых поверхностей червяка по схеме внутреннего (охватывающего) или внешнего касания инструмента и заготовки (рис. 5.3.). Несмотря на то, что при обработке с внутренним касанием допускаются более высокие скорости движения подачи
Рис. 5.3. – Схемы фрезерования витков червяков: а – при внутреннем касании заготовки и инструмента б – при внешнем касании Весьма производительным является нарезание червяков обкаточными резцами. Процесс используется для изготовления эвольвентных червяков и червяков глобоидных передач.
Накатывание витков червяка В массовом и крупносерийном производстве целесообразно использовать процесс накатывания витков червяков. Холодным накатыванием при небольшом модуле (до 2,5 мм) можно получить червяк 8-9 степени точности с низкой шероховатостью поверхности. Горячее накатывание используют только для предварительного формообразования червяков с модулем от 3 до 8 мм.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 323; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.94.152 (0.009 с.) |
 винтовой линии на делительном цилиндре червяка.
винтовой линии на делительном цилиндре червяка.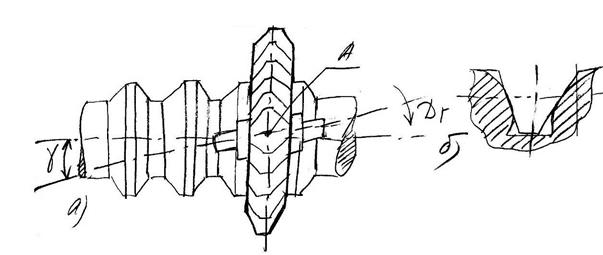
 и получается меньшая огранка поверхности червяка, наибольшее распространение получила схема обработки с внешним касанием. Это объясняется более простой конструкцией техоснастки, наладкой станка и установкой заготовки на станке.
и получается меньшая огранка поверхности червяка, наибольшее распространение получила схема обработки с внешним касанием. Это объясняется более простой конструкцией техоснастки, наладкой станка и установкой заготовки на станке.