Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Черновое нарезание конических прямозубых колес дисковыми модульными фрезами по методу копирования
В единичном и мелкосерийном производствах конические колеса нарезают дисковыми модульными фрезами на универсальных фрезерных станках, оснащенных делительными головками. При этом используют 2 набора фрез. Набор из 8 фрез предназначен для нарезания зубчатых колес с модулем до 8 мм. Набор из 15 фрез – для колес с модулем выше 8 мм. Фрезы из стандартного набора выбирают по приведенному числу зубьев:
где
Номера дисковых модульных фрез в зависимости от числа зубьев для набора из 8 фрез приведены в таблице:
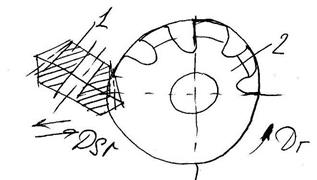
Дисковые модульные фрезы проектируют исходя из следующих соображений: профили зуба фрезы делают близким к профилю впадины на внешнем торце А зубчатого венца. Толщину вершины зуба фрезы принимают равной ширине впадины на внутреннем торце Б зубчатого венца с учетом припуска под чистовое зубонарезание. На рис. 4.1., а дан вид на впадину со стороны внешнего торца зубчатого венца. На рис. 4.1., б показана первая установка заготовки при прорезке впадины. Если осуществить прорезку впадины по этой схеме, то ни в одном из сечений зуба не получится профиль близкий к требуемому. Несколько улучшить профиль зубьев можно, если кроме первой прорезки произвести дополнительную обработку впадины с одной и другой сторон (рис. 4.1., в, г).
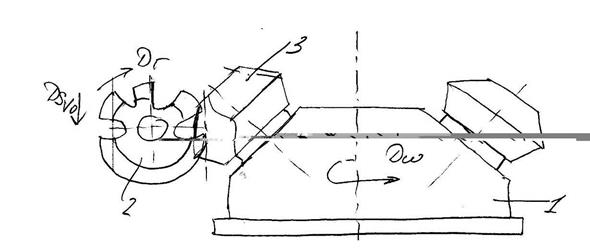
Рис. 4.1. – Схема формирования впадины конического колеса дисковой модульной фрезой. В массовом и крупносерийном производстве черновое нарезание зубьев конических колес производят дисковыми модульными фрезами на специальных станках ЕЗ-40 Егорьевского станкостроительного завода. Станок имеет двухпозиционный стол 1 (рис. 4.2.). На рабочей позиции комплектом дисковых фрез 2 одновременно обрабатывают 2-4 заготовки 3. На загрузочной позиции в это время рабочий производит смену заготовок. В процессе нарезания зубьев заготовка неподвижна, а фреза движется вдоль образующей конуса впадины.
Рис. 4.2. – Черновое нарезание зубьев комплектом дисковых фрез. Для чернового прорезания впадин весьма эффективно использование дисковых резцовых головок большого диаметра (500-600 мм). В этом случае (рис. 4.3.) движение подачи где
Рис. 4.3. – Черновое нарезание зубьев дисковой резцовой головкой большого диаметра.
|
|||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 378; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.32.116 (0.003 с.) |
 ,
, - числа зубьев шестерни и колеса,
- числа зубьев шестерни и колеса, - углы делительных конусов шестерни и колеса (угол между осью зубчатого колеса и образующей его делительного конуса).
- углы делительных конусов шестерни и колеса (угол между осью зубчатого колеса и образующей его делительного конуса).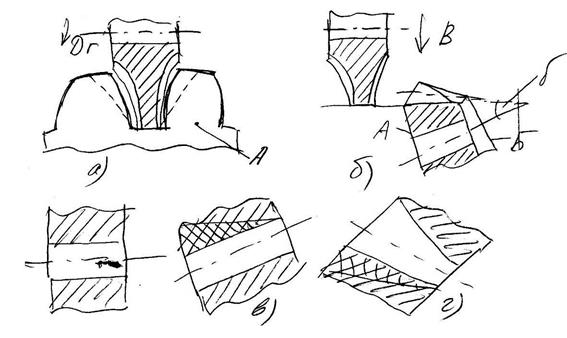
 заготовки 1 осуществляют в радиальном направлении, т.е. используется принцип наикратчайшего рабочего хода. При большом диаметре инструмента возможна параллельная обработка нескольких заготовок.
заготовки 1 осуществляют в радиальном направлении, т.е. используется принцип наикратчайшего рабочего хода. При большом диаметре инструмента возможна параллельная обработка нескольких заготовок.