Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Структура допусков на изготовление изделия⇐ ПредыдущаяСтр 12 из 12
Технические требования и нормы точности машины, узла или детали, установленного на основании служебного назначения машины, и влияющие на эксплуатационные показатели машины, т. е. показатели функционирования называют функциональными. Например, от зазора между поршнем и цилиндром (функциональный параметр) зависит мощность двигателя (эксплуатационный параметр). Этот параметр (зазор) назван функциональным, чтобы подчеркнуть его связь со служебной функцией сборочной единицы. Функциональными могут быть не только параметры сопрягаемых поверхностей, но и - несопрягаемых поверхностей. Для того чтобы машины и другие сборочные единицы сохраняли эксплуатационные показатели в заданных пределах к концу срока их службы (до капитального ремонта), необходим такой метод расчёта допусков и посадок, которым бы обеспечивал гарантированный запас точности функциональных парами фон, а следовательно, эксплуатационных показателей. Функциональный допуск ТF размера несопрягаемой поверхности (рис11. 1,а) и ТFS посадки с зазором (рис 11.1,б) равны: ТF=DmaxF-DminF, (11.1) ТFS=SmaxF-SminF(11.2) Функциональные допуски должны быть наибольшими, но такими, при которых изделие ещё будет работать с допускаемыми эксплуатационными показаниями. Допуски ТF и ТFS необходимо делить на две части. Первая часть допусков предназначена для создания запаса точности например, запаса на износ. Эту часть называюn эксплуатационным допуском и обозначают Тэк и ТэкS. Эксплуатационный допуск зазора ТэкS, в свою очередь, делят на эксплуатационный допуск отверстия ТэкD и эксплуатационный допуск отверстия Тэкd. При этом учитывают скорость потери отверстием и валом и трудности восстановления их точности при ремонте. Вторая часть функционального допуска посадки с зазором (рис11.1, б) в общем случае идёт на компенсацию погрешностей изготовления детали ∆изг погрешностей сборки и регулирования ∆сб, а также на компенсацию прочих погрешностей. Эту часть называют конструктивным допуском и обозначают Тк и ТкS. Из приведённых определений следует: Для функциональных размеров несопрягаемых поверхностей: ТF=Тэк+Тк; (11.3) Тк=∆изг. доп.+∆пр. доп.
для функционального допуска посадки с зазором: ТFS=ТЭКS+ТКS; (11.4)
ТЭК S=ТЭКD+ ТЭКd; (11.5)
TKS=∆изг. доп.+∆сб.доп.+∆пр. доп.
где ∆изг. доп , ∆сб.доп., ∆пр. доп. -допустимые погрешности изготовления, сборки, прочие; ∆пр. доп. =∆с.доп +∆т.доп +∆др., (11.6)
где ∆с.доп, ∆т.доп, ∆др - к прочим погрешностям (факторам) относятся силовые, температурные и другие влияния, входящие соответственно в погрешности ∆изг, или ∆сб. На рис. 11.1, б расположение полей допусков ∆сб и ∆пр вала и отверстия на поле зазора. После определения допускаемых значений составляющих погрешностей, для компенсации которых предназначен допуск TКS, устанавливают посадку и допуски на изготовление каждой детали соединения т.е. ТD и Тd. После изготовления деталей и сборки соединения должен быть обеспечен запас точности соединений, определяемых допуском ТЭКS. В настоящее время допуск на изготовление Т (ТD и Тd) назначают для компенсации погрешностей изготовления ∆изг , с учётом погрешности измерения ∆изм . Сумма эксплуатационных допусков ТЭКD+ ТЭКd в подвижных соединениях определяет эксплуатационный допуск зазора, который рассчитывается исходя из заданной долговечности. Запас точности (работоспособности) характеризуется коэффициентом запаса Точности Кт, равным отношению допускаемой погрешности детали, соединения или машины в конце срока их эксплуатации к погрешности новой детали, составных частей или машины. Так, если радиальное биение шпинделя нового расточного станка равно 0.008мм, а допускаемое биение в конце срока эксплуатации (до ремонта) станка составляет 0.016мм, то КТ=0.016/0.008=2. Для деталей, имеющих функциональные несопрягаемыё поверхности:
Например, если для обеспечения экономичной работы ДВС отклонения диаметрасопла карбюратора не должны превышать 10 мкм (ТF=10мкм), причём из них 5мин идёт на компенсацию всех погрешностей, в том числе и погрешностей изготовления (Тк=5мкм), то
Для подвижных соединений
где TFS- максимальный допуск посадки; TKS- конструктивный допуск посадки для компенсации всех погрешностей, в том числе погрешностей изготовления. Для частного случая, когда ∆сб=∆пр=0
Кт=(SmaxF-SminF)/(TD+Тd).
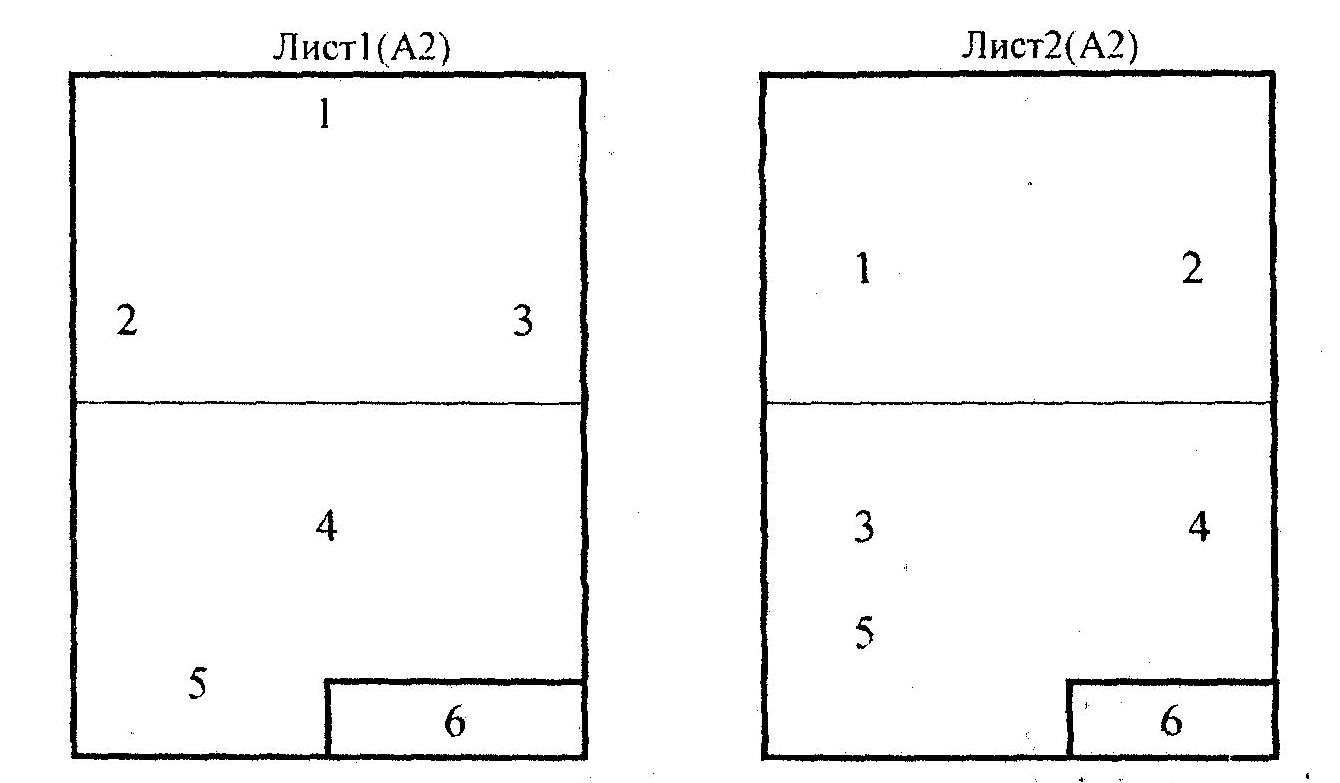
Рис. 11.1Схема расположения функциональных допусков: а- размеров несопрягаемых поверхностей; б- для посадок с зазором На полях листов должен быть расположен следующий материал:
1. Сборочный чертёж с размерной цепью. 2. Таблицы с полями допусков и их характеристиками, рассчитанными двумя методами. 3. Граф преобразования допусков. 4. Сравнительная схема достижения точности замыкающего звена методом полной и неполной взаимозаменяемости, 5. Три схемы расчёта приёмочных границ. 6. Штамп. (В штампе запись "Узел…… и его расчётные схемы".)
Лист2: 1. Поля допусков трёх посадок: с зазором, натягом и проходной. 2. Поля допусков для наружнего и внутреннего колец подшипников. 3. Поля допусков для резьбового соединение. 4. Полядопусков для шлицевого соединения. 5. Поля допусков для шпоночного соединения. 6. Штамп. (В штампе запись "Поля допусков типовых соединений")
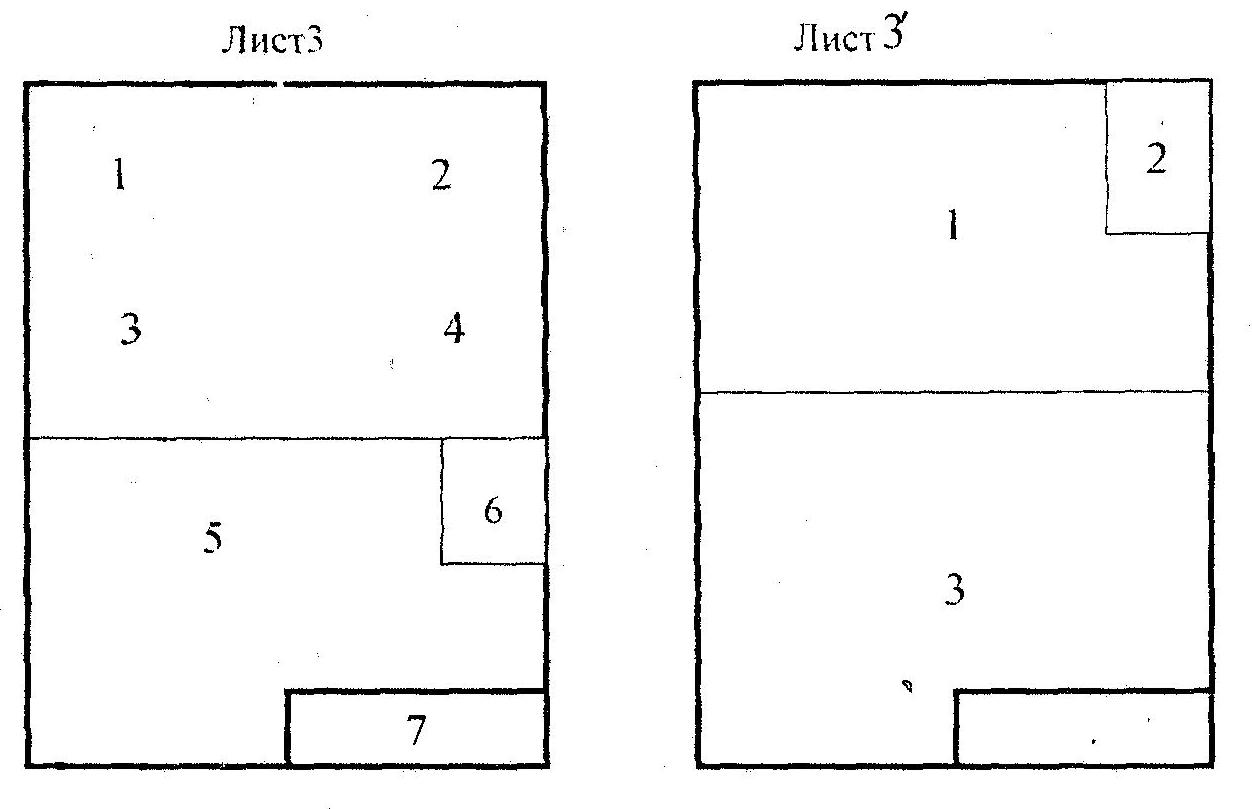
На полях листов должен быть расположен следующий материал:
ЛистЗ: 1. Рабочий чертёж калибра-пробки. 2. Расчётная схема допусков калибра-пробки. 3. Рабочий чертёж калибра скобы. 4. Расчётная схема полей допусков калибра-скобы. 5. рабочий чертёж зубчатого колеса. 6. Таблица с параметрами точности зубчатого колеса. 7. Штамп. (В штампе запись: "Предельные контрольные инструменты для контроля ГЦС"
ЛистЗ': 1. Аналогично листу 3 (зона 5). 2. Аналогичны листу 3 зоны 6. 3. Таблица с параметрами точности зубчатого колеса. Таблица данными о системе допусков зубчатых передач и колёс.
Библиографический список
1. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1986. 2. Емельянов С.Г. Нормирование точности в машиностроении: учебное пособие/ С.Г. Емельянов, Е.А. Кудряшов, Е.И. Яцун, Е.В. Павлов, С.А. Чевычелов, С.А. Сергеев. – Старый Оскол: ТНТ, 2012. – 440 с. 3. Схиртладзе А.Г.Метрология, стандартизация и сертификация: учебное пособие. – Старый Оскол: ТНТ, 2010. – 539 с. 4. Палей М.А. Допуски и посадки: Справочник: В 2 ч. Ч. 1/ М.А. Палей, А.Б. Романов, В. А. Брагинский. – 9-е изд., перераб. и доп. – СПб.: Политехника, 2009. - 530 с. 5. Палей М.А. Допуски и посадки: Справочник: В 2 ч. Ч. 2/М. А. Палей, А.Б. Романов, В.А. Брагинский. – 9-е изд., перераб. и доп. – СПб.: Политехника, 2009. – 629 с.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 224; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.61.142 (0.016 с.) |
 TD(Td)+∆пр.доп.
TD(Td)+∆пр.доп. (11.7)
(11.7)
 (11.8)
(11.8)