
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Достижение точности замыкающего звена методом полной взаимозаменяемости, способ пробных расчётов
В конечном счёте обеспечение точности создаваемой машины (сборочной единицы) сводится к достижению точности замыкающих звеньев размерной цепи, заложенных в её конструкцию, и размерных цепей, возникающих в процессе изготовления машин. Задача обеспечения точности замыкающего звена в зависимости от предъявляемых к нему требований, типа и условий производства может быть решена экономична одним из пяти методов: полной, неполной, групповой взаимозаменяемости, пригонки и регулирования. В данном пособии рассматривается два метода: полной и неполной взаимозаменяемости. Сущность метода полной взаимозаменяемости заключается в том, что требуемая точность замыкающего звена размерной цепи достигается во всех случаях её реализации путём включения в неё составляющих звеньев без выбора, подбора или изменения их размеров. Сборка сводится к механическому соединению взаимозаменяемых деталей. При этом у 100% собираемых изделий автоматически обеспечивается требуемая точность замыкающих звеньев размерных цепей. Обеспечение точности замыкающего звена методом полной взаимозаменяемости рассмотрим на примере шатуна компрессора, приведённого на рис. 10.2. Расчёт выполним по методу максимума-минимума. Задача. Дляобеспечения соответствия конструкции узла шатуна компрессора служебному назначению необходимо обеспечить размер (зазор) АΔ между торцом головки шатуна и торцом сменной втулки, установленным на основании опытных, данных в пределах Последовательность расчётов размерных цепей различными методами приведена в ГОСТ 16320-80 "Цепи размерные. Расчёт плоских цепей". 1. Формулируется служебное назначение и ставится задача на основании аналитических расчётов, экспериментальных исследований, опытных данных, технологических данных и т.д. Устанавливается замыкающее (исходное) звено. 2. Исходя из поставленной задачи, устанавливают номинальный размер АΔ, допуск ТΔ, координату середины поля допуска A0Δ или предельные отклонения исходного звена ΔвΔ, ΔнΔ. Из условия задачи следует: АΔ=1мм; ΔвΔ =+0,2мм, ΔнΔ =0.4мм; ТΔ=ДвΔ- ΔнΔ =0.2-(-0.4)=0.6мм; Δ0Δ=(ДвΔ+ ΔнΔ)/2=[0.2+(-0.4)]/2=-0.1 мм.
3. Выявляют составляющие звенья и строят схему размерной цепи. Используя правило обхода по контуру устанавливают увеличивающие, и уменьшающие ε1=ε2=ε3=ε4=-1, ε5=+1. Составляют основное уравнение размерной цепи: АΔ= -А1 -А2- А3- А4+ А5. 4. Рассчитывают номинальные размеры всех составляющих звеньев размерной цепи (рис.10.2,а) АΔ=-5-46-5-3+60=1мм. 5. Способом пробных расчётов с учётом выбранных методов обработки назначим экономичные допуски на составляющие звенья: T1=0.11мм, T2=0.14мм, T3=0.11мм, T4=0.09мм, T5=0.15мм.
При назначенных допусках условие (10.12) выполняется. 6. Расчёт координат середин полей допусков не связан с экономикой. Допуск может занимать 28 различных положений относительно номинального размера
Рис. 10.2.Шатун компрессора с креицкопфным валиком (а) и схема размерной цепи (б)
в зависимости от основных отклонений (а...zс или А...ZС), образуя 517 полей Допусков валов и 516 полей допусков отверстий в 19 квалитетаx. В рассматриваемом задаче для обобщения результата её решения можно расположить допуски, используя их характерные положения относительно номинального размера (рис 10). Однако на практике всегда желательно придать полю допуска положение относительно номинального размера составляющего звена, удобное для производственников. Этим объясняется частое задание допуска «в материал» детали и симметричное расположение допуска т. Е. использование в качестве основных отклонений h, Н, js, Js. Примем следующие координаты полей допусков и соответствующие им передаточные отношения: Δ01=-0,055мм, Δ02=0, Δ03=-0,055 мм, Δ05=+0,075мм ε1=-1; ε2=-1; ε3=+1; ε5=+1. Координату середины поля допуска четвертого звена А4 рассчитаем помня о том, что координата середины поля допуска замыкающего звена плоской размерной цепи с параллельными звеньями равна сумме координат середин допусков составляющих звеньев с учетом их собственных знаков, т.е.
Δ0Δ = Δ05 – (Δ01+ Δ02+Δ03+Δ04), (10.17) Δ04 = Δ05 – (Δ01+ Δ02+Δ03) - Δ04, Δ04=0,075 – (-0,055+0-0,055)-(-0,1)=+0,285 мм. Схема расположения рассчитанных полей допусков, и их координат середин представлена на рис. 10.3.
7. Проверку правильности назначения полей допусков составляющих звеньев выполним, определив предельные отклонения замыкающего звена с учетом выполненных расчётов:
ΔнΔ= (+0,055+0+0,055-0,285+0,075)- 0,5*(0,11+0,14+0,11+0,09+0,15)=-0,4 мм
ΔвΔ= (+0,055+0+0,055-0,285+0,075)+ 0,5*(0,11+0,14+0,11+0,09+0,15)=+0,2 мм.
Сопоставление полученного результата с условиями задачи показывают, что поля допусков на составляющие звенья размерной цепи, рассчитанные по методу полной взаимозаменяемости установлены правильно. Рассчитаем предельные отклонения составляющих звеньев размерной цепи по формулам:
Δвi=Δ0i+Ti/2;(10.20) Δнi =Δ0i- Ti/2; (10.21)
ΔB1=-0.055+0.11/2=0, ΔH1=-0.55-0.11/2=-0.11мм, ΔB2=0+0.14/2=0.07мм, ΔH2=0-0. 14/2=-0.07мм, ΔB3= -0.055+0.11/2=0, ΔH3=-0.055-0.11/2=-0.11мм, ΔB4=0.285+0.09/2=0.33мм, ΔH4=0.285-0.09/2=0.24мм, ΔB5=0.075+0.115/2=0.15мм, ΔH5=0.075-0,15/2=0.
Следовательно, при заданных условиями задачи параметрах точности замыкающего звена размерной цепи AΔ= A1=5-0.11мм, А2=46± 0.07мм, A3=5-0.11мм, А4= Очень малая вероятность сочетания в размерной цепи крайних отклонений составляющих звеньев приводит порой к отрицанию права метода полной взаимозаменяемости на существование. Такие категоричные утверждения не только не верны, но и опасны, так как существуют области, для которых единственно приемлемым является метод полной (абсолютной) взаимозаменяемости к числу таковых, например относят стрелковое оружие, в котором отклонения диаметральных размеров канала ствола и пули во избежании отказов (заклинивания) допустимы в пределах, установленных только по методу полной и взаимозаменяемости.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 201; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.124.244 (0.007 с.) |
 . Данный размер является исходным для расчёта размерной цепи.
. Данный размер является исходным для расчёта размерной цепи. , звенья. Определяют передаточные отношения составляющих звеньев.
, звенья. Определяют передаточные отношения составляющих звеньев.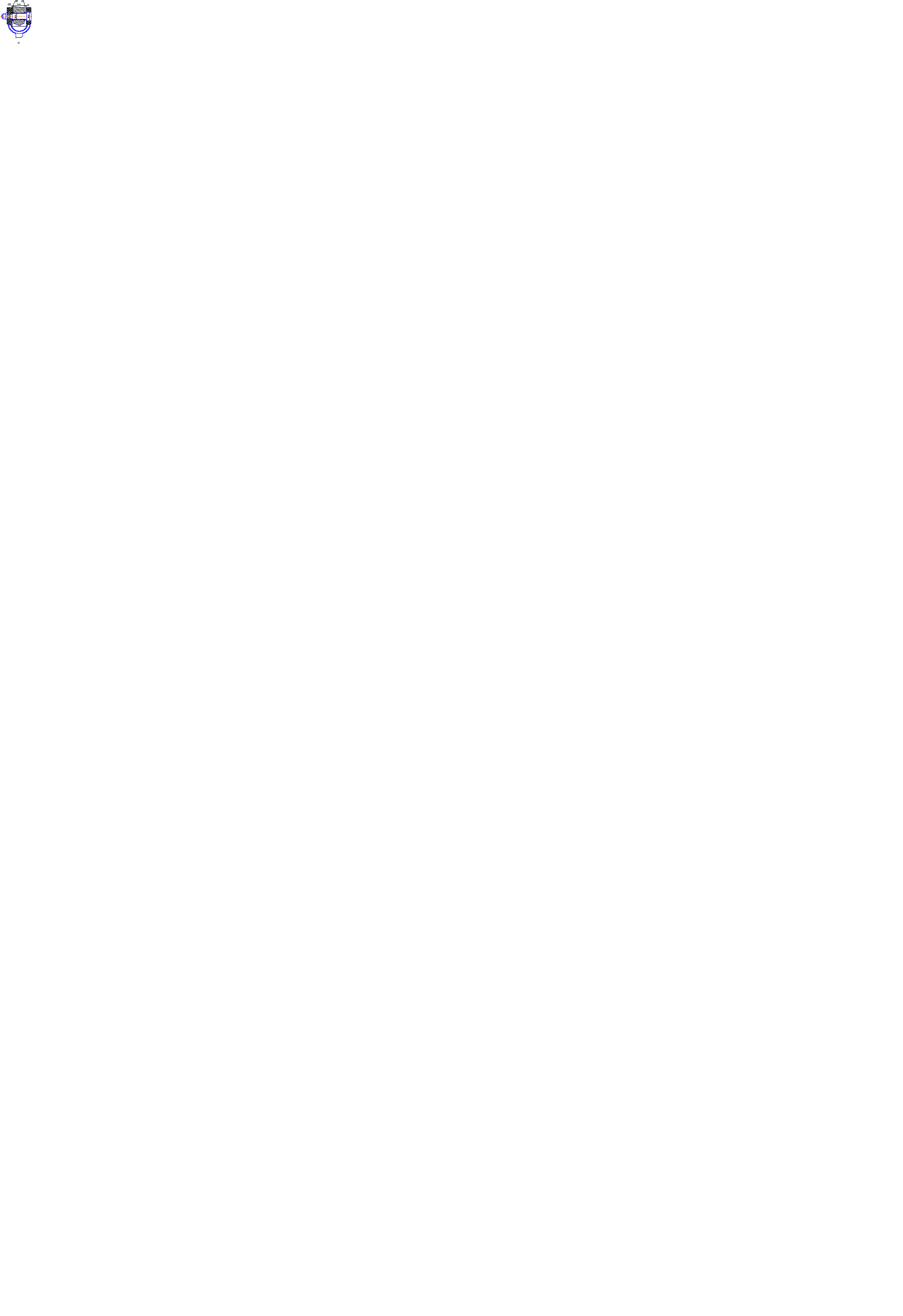

 (10.16)
(10.16)
 , (10.18)
, (10.18) , (10.19)
, (10.19) мм, А5=46+0. 15мм.
мм, А5=46+0. 15мм.


