
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
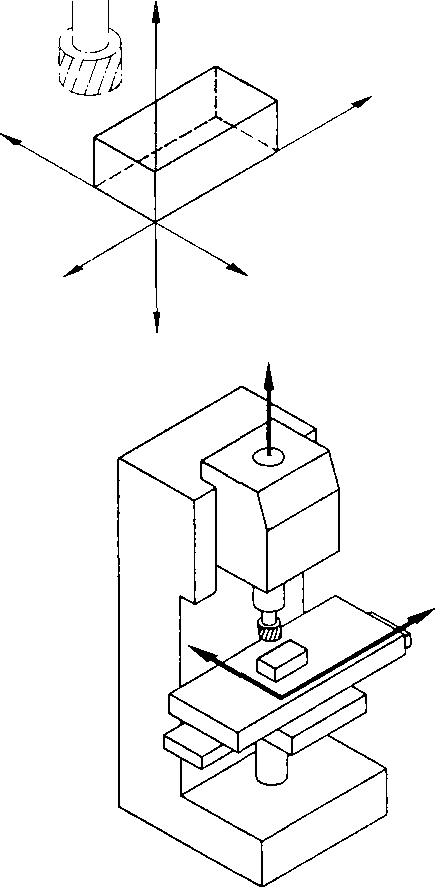
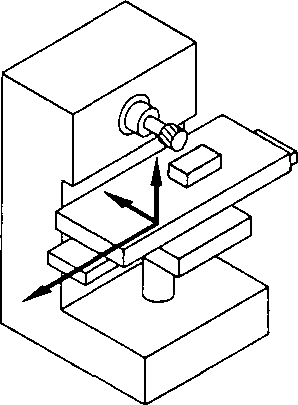
Направление осей для фрезерных станков
На фрезерных станках рабочий шпиндель является носителем вращающегося инструмента. а) Ось Z. Ось станка, совпадающая с осью рабочего шпинделя или параллельная ей, определяется как ось Z. Положительное направление оси Z проходит от детали к инструменту. Итак, если инструмент (например, фреза) удаляется от детали, то происходит движение по оси Z в положительном направлении, значения координат увеличиваются. Если инструмент движется к детали, то происходит движение по оси Z в отрицательном направлении. б) Ось X Ось X расположена параллельно плоскости зажима детали. Для горизонтального консольно-фрезерного станка действует следующее правило: Если смотреть от шпинделя на деталь, то положительное направление оси X проходит вправо. Для вертикального консольно-фрезерного станка действует следующее правило: Если стоять перед станком, т. е. смотреть от главного шпинделя к станине станка, то положительное направление оси X проходит вправо. в) Ось Y. Направление оси Y устанавливается из системы координат после определения осей Z и X.
Задание для самоконтроля: а) Обозначьте на рисунках направление осей X, Y, Z. б)Дополните необходимую для программирования систему координат нанесением символов X, Y, Z.
Базовые точки Нулевая точка станка М Нулевая точка станка М ("нуль станка") всегда располагается в начале системы координат станка. При наладке станка с ЧПУ эта нулевая точка проходится всеми подающими устройствами станка, тем самым все показания координат устанавливаются на 0.
Базовая точка R
Позиция в рабочей зоне станка, которая точно определяется предельными выключателями. Позиции подвижных органов станка отображаются в системе управления путем подвода к „R". Используется после каждого сбоя питания. Базовая точка установки инструмента N Исходная точка для выполнения размерной привязки инструмента. «N» находится в подходящей точке в системе резцедержателя, и определяется производителем станка.
Нулевая точка детали W Нулевая точка детали W ("нуль детали") совпадает с началом системы координат детали. Она свободно выбирается программистом и указывает точку на чертеже готовой детали, от которой рассчитываются все размеры. Разница между нулевыми точками станка М и детали W регистрируется УЧПУ как смещение нуля. Этой характеристикой все программируемые значения координат относятся на нулевую точку детали. Структура программы Для выполнения определенного этапа обработки ЧПУ требуется определенное количество команд. Объединение этих команд обозначается как "кадр". Программа состоит из последовательности кадров. Структура кадра Кадр состоит из слов, которые могут содержать системную, геометрическую или технологическую информацию, и из символа конца кадра. При этом должен соблюдаться следующий порядок: а) Номер кадра N (англ. Number) Каждый кадр начинается со слова номера кадра. Этот номер кадра служит для нумерации отрабатываемого в данный момент участка. Но он не определяет, в какой последовательности выполняются кадры, а служит для индикации на пульте управления. б) Подготовительная функция G в) Координаты Задание осей кординат (X, Y, Z, А и т. д.) вместе со знаком и значением координат сообщает управляющему устройству пройденный путь или точку координат на соответствующей оси, к которой производится подвод. г) Подача F (англ. feed function) д) Число оборотов шпинделя S (англ. spindle speed function) е) Инструмент Т (англ, tool function) ж) Вспомогательная функция М (англ. miscellaneous function) Структура слова Одно слово состоит из буквы адреса и числа со знаком или без, причем знак стоит между буквой адреса и числом (например, Х-25). Знак "+" может опускаться. Ряд цифр (число) может содержать десятичную дробь, которая отделяется от целой части точкой (например, Y173.45). Буквы адреса имеют по DIN 66 025 следующее значение: А Поворот вокруг оси X В Поворот вокруг оси Y С Поворот вокруг оси Z D Корректор инструмента Е Вторая подача F Скорость подачи G Подготовительная функция
H Не определен I Параметр интерполяции или шаг резьбы параллельно оси X J Параметр интерполяции или шаг резьбы параллельно оси Y K Параметр интерполяции или шаг резьбы параллельно оси Z L Не определен М Вспомогательная функция N Номер кадра О Не определен Р Третье движение параллельно оси Х Q Третье движение параллельно оси Y R Ускоренный ход в направлении оси Z или третье движение параллельно оси Z S Число оборотов шпинделя Т Инструмент U Второе движение параллельно оси Х V Второе движение параллельно оси Y W Второе движение параллельно оси Z X Движение в направлении оси X Y Движение в направлении оси Y Z Движение в направлении оси Z Геометрическая информация Геометрическая информация состоит из подготовительной функции (слово G) и отдельных значений координат (X, У, Z). Она представляет геометрическую часть программы и определяет тем самым контур детали. Подготовительная функция Слово подготовительной функции состоит из буквы адреса G и условного числа (0...99).
Команды G
Технологическая информация Технологическая информация содержит слова подачи F (feed-function), числа оборотов шпинделя S (spindlespeed - function), инструмента Т (tool-function) и вспомогательной функции М (miscellaneous-function). Эти функции вводятся в действие управляющим устройством и представляют собой технологическую часть программы обработки. Подача Слово подачи состоит из буквы адреса F и, как правило, трехзначного числа. Чаще всего используется метод "прямого программирования подачи", т. е. подача вводится непосредственно в мм/мин (для фрезерных станков) или в мм за один оборот (для токарных станков). Однажды запрограммированная подача активна до отмены и отменяется только при записи новой подачи. Пример: Фрезерный станок F 100 - подача 100 мм/мин Токарный станок: F 0.25 - подача 0,25 мм/об Число оборотов шпинделя а) Прямое задание числа оборотов Слово программирования числа оборотов состоит из буквы адреса S и данных числа оборотов. Пример: S1200 число оборотов шпинделя п = 1200 об/мин б) Задание постоянной скорости резания Для достижения постоянной скорости резания при обточке конусов и при поперечной обточке в слове для числа оборотов шпинделя программируется скорость резания в м/мин. Так как при такой токарной обработке постоянно изменяется диаметр, то соответственно УЧПУ плавно изменяет число оборотов шпинделя. Слово постоянной скорости резания состоит из буквы адреса S и данных скорости резания. Словом G 96 задается постоянство скорости резания. Пример: G96 S200 постоянная скорость резания 200 м/мин
Вспомогательная функция Слово вспомогательной функции, называемой также машинной функцией, состоит из буквы М и двухзначного условного числа (00...99). Вспомогательные функции делятся на функции момента времени и продолжительности действия: 1. Моменты времени приведения в действие а) Функция приводится в действие с начала кадра (например, М 03 правое вращение шпинделя) б) Функция приводится в действие только в конце кадра (например, М 05 шпиндель ВЫК/1) 2. Продолжительность действия а) Функция хранится в УЧПУ и активна до тех пор, пока она не будет отменена другой дополнительной функцией подобного типа (например, М 07 смаз.-охл. жидкость ВКЛ отменяется командой М 09 смаз.-охл. жидкость ВЫКЛ).
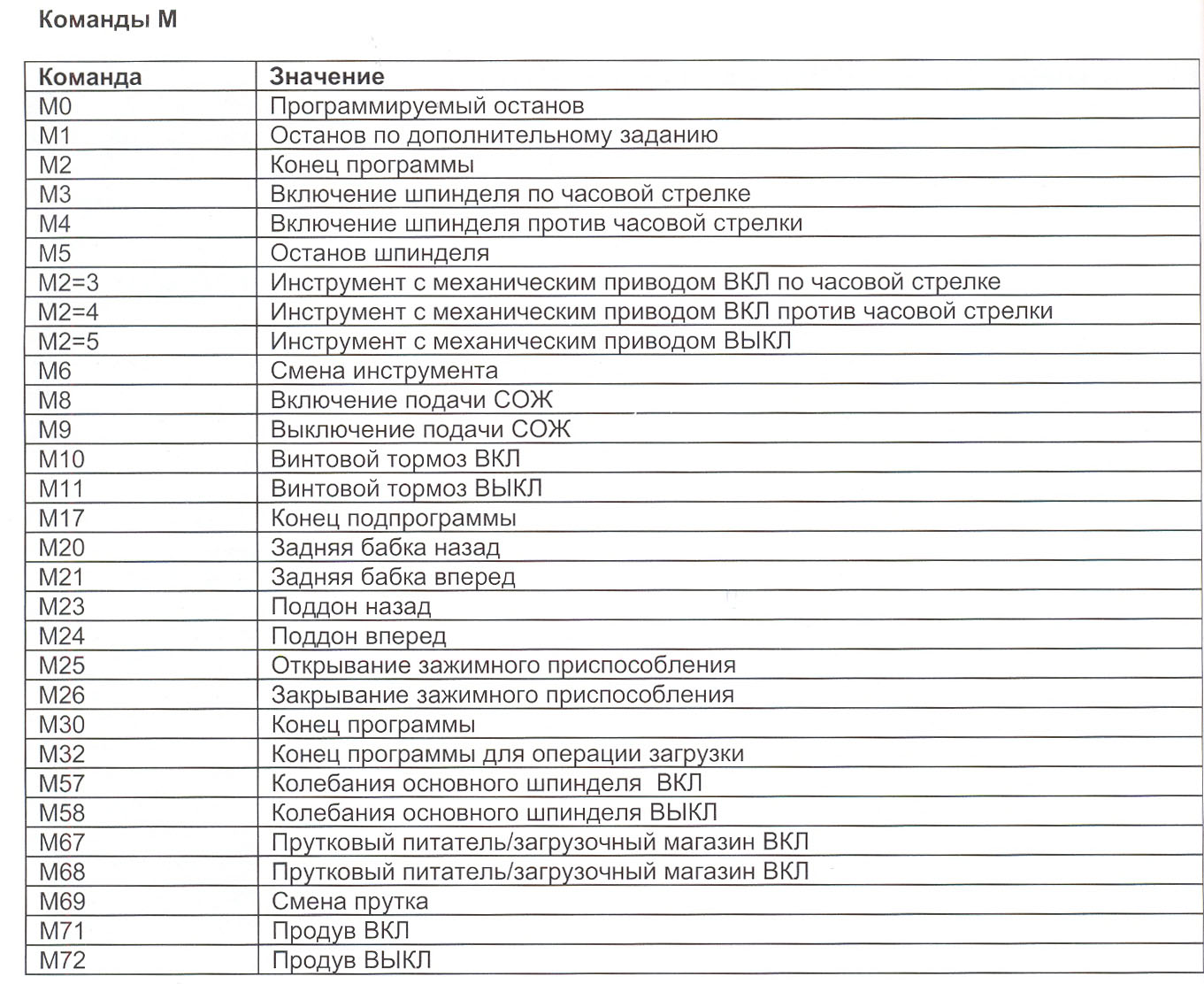
б) Функция активна только в том кадре, в котором она запрограммирована (например, М 06 смена инструмента). Важнейшие вспомогательные функции:
Пример:
Методы программирования Абсолютное программирование При абсолютном программировании указывается положение заданной конечной точки. Знаки координат определяют, в каком из четырех квадрантов находится эта точка. Координаты заданной конечной точки всегда определяются относительно одной установленной базовой точки (обычно нулевой точки детали W). Положение исходной точки не имеет значения для достижения конечной точки.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 230; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.61.49 (0.028 с.) |

 У токарных станков эта точка расположена в области зажимного патрона, обычно на плоскости упора фланца шпинделя. Неизменная базовая точка, устанавливаемая произво-дителем станка. Относительно данных точки выполняются все размерные функции станка. В то же время, "М" является началом системы координат.
У токарных станков эта точка расположена в области зажимного патрона, обычно на плоскости упора фланца шпинделя. Неизменная базовая точка, устанавливаемая произво-дителем станка. Относительно данных точки выполняются все размерные функции станка. В то же время, "М" является началом системы координат.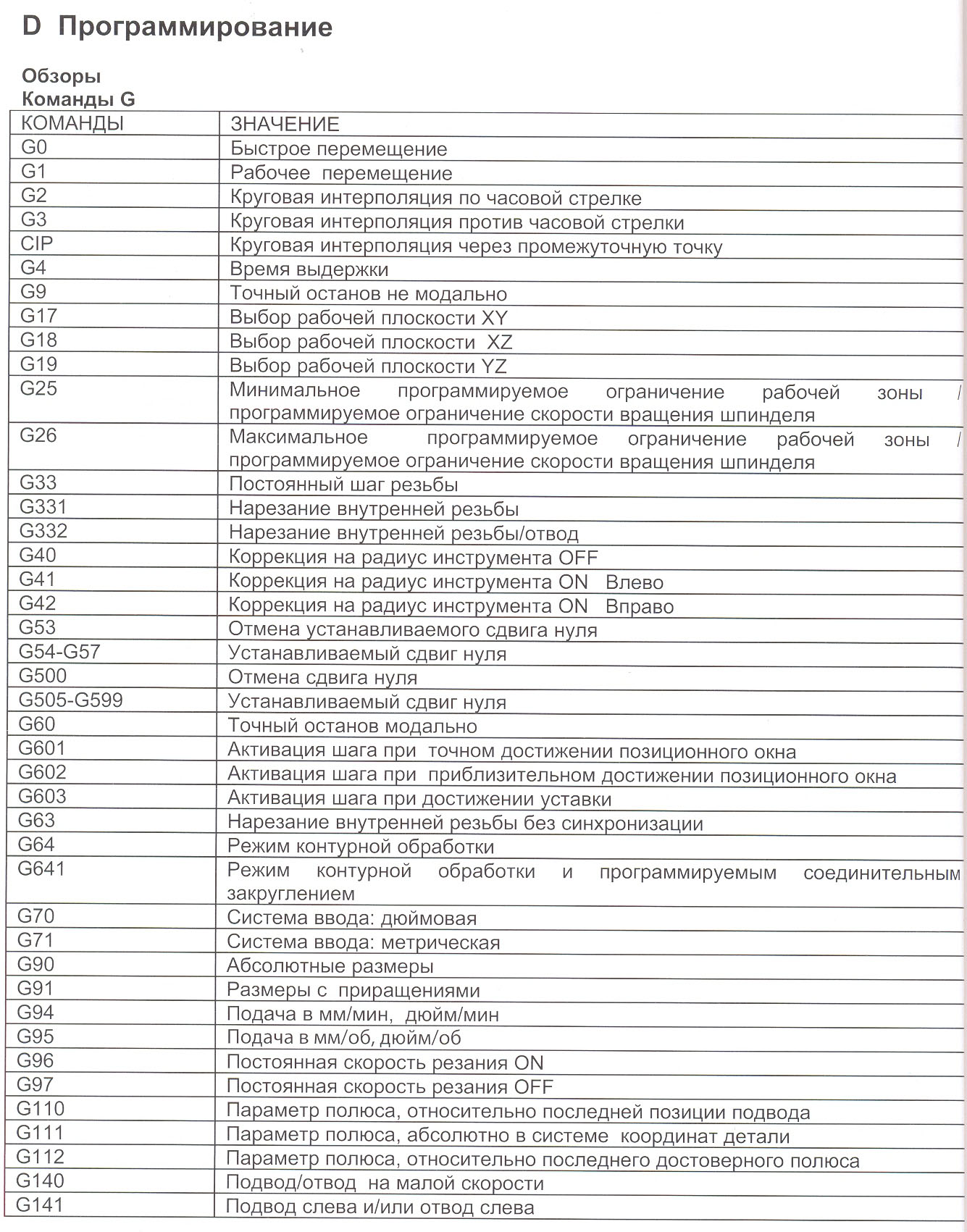
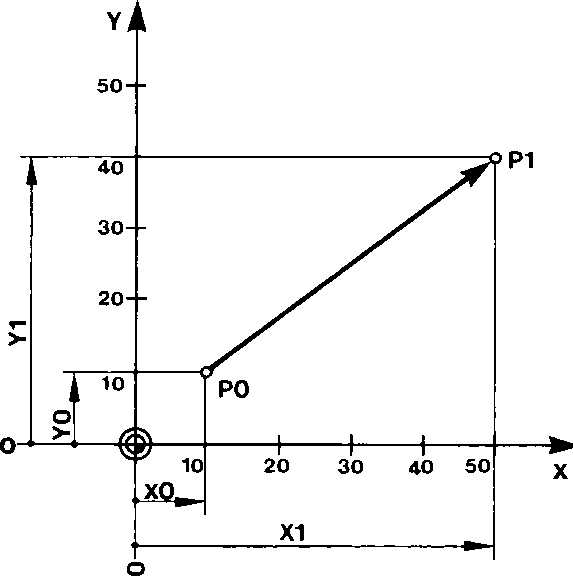 Программирование в абсолютных величинах задается по DIN 66 025 с помощью G 90
Программирование в абсолютных величинах задается по DIN 66 025 с помощью G 90


