
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Преимущества систем группового ЧПУ
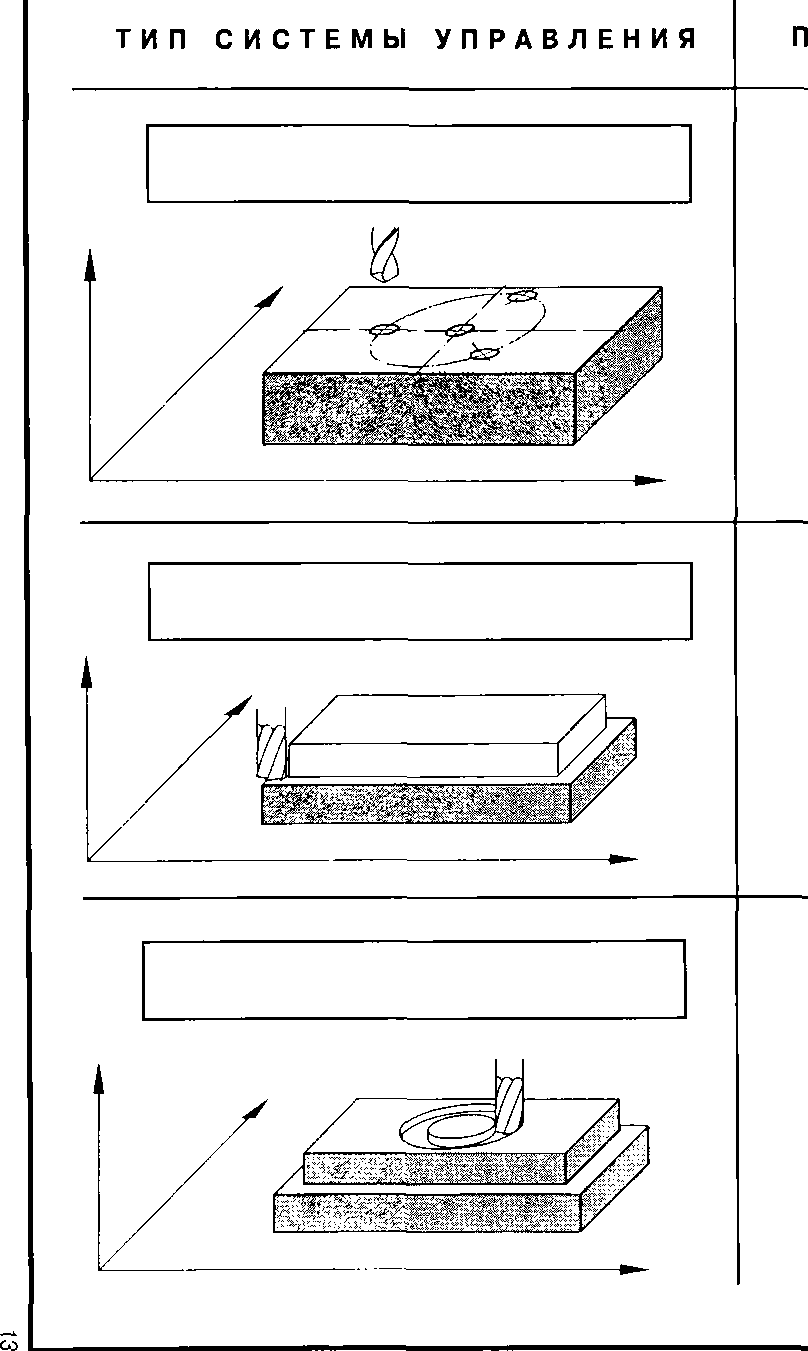
-Отсутствует обширный учет перфолент, имеется только центральная библиотека данных -Удобное редактирование с помощью терминала в режиме диалога -Надежная и быстрая передача данных, даже на большие расстояния -Централизованная регистрация производственных данных -Машинный контроль (время простоя и сбоя) -Высокая гибкость -При использовании промышленных роботов (IR) образование автономных производственных участков 1.5. Позиционная, контурная прямоугольная и контурная криволинейная системы управления Позиционная система управления
Контурная криволинейная система управления
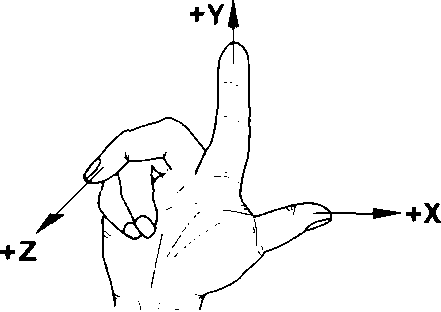
Координаты относительно детали Стандартизация Чтобы унифицировать программирование станков с ЧПУ, координаты детали и положение осей устанавливаются по DIN 66 217. Система координат Используется правосторонняя прямоугольная система координат с осями X, Y и Z, которая привязана к основным направляющим станков. Эта система координат относится в основном к зажатой детали. Отсюда следует простое правило программирования: Деталь неподвижна, перемещается только инструмент. Итак, при программировании всегда принимается, что инструмент перемещается в системе координат предположительно неподвижной детали. Если у станков с ЧПУ есть оси вращения (например, вращающийся стол или поворотные устройства), то они обозначаются буквами А, В и С. Эти вращательные движения А, В и С приводятся в соответствие с осями поступательного перемещения X, У и Z. Если смотреть вдоль положительного направления оси, то вращение по часовой стрелке является положительным направлением вращения.
Положение осей
На токарных станках шпиндель является носителем вращающейся детали. Обрабатывающий инструмент (например, токарный резец) осуществляет поступательные движения в координатах X и Z. а) Ось Z. Ось станка, совпадающая с осью рабочего шпинделя или параллельная ей, определяется как ось Z. Положительное направление оси Z — от детали к токарному инструменту, Если инструмент удаляется от детали, то таким образом, происходит движение Z в положительном направлении, значения координат увеличиваются.
б) Ось X. Положительное направление оси X — от оси детали (ось вращения) к резцу. Для токарных станков действует следующее правило программирования: если токарный инструмент движется к детали, должно программироваться отрицательное направление движения. При отводе инструментов от детали направление движения считается положительным
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 107; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.190.219.65 (0.005 с.) |

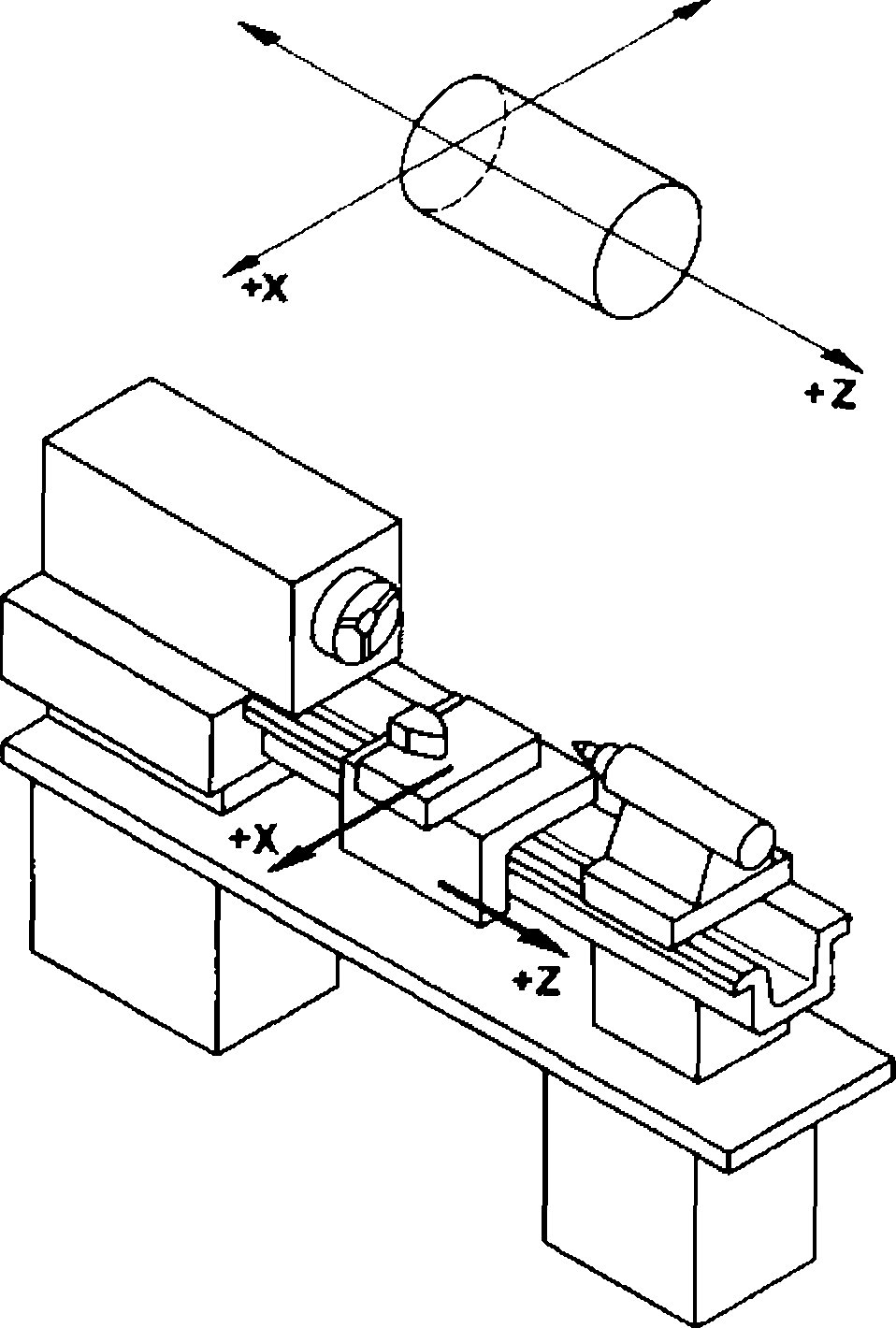 2.2.1. Направление осей для токарных станков
2.2.1. Направление осей для токарных станков


