Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Операционный (производственный) менеджментСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте ОПЕРАЦИОННЫЙ (ПРОИЗВОДСТВЕННЫЙ) МЕНЕДЖМЕНТ Конспект лекций
I. Основные понятия и этапы развития операционного менеджмента. Его связь с другими направлениями менеджмента
Таблица 1 Основные этапы развития операционного менеджмента
Для получения общего представления о содержании операционного менеджмента следует воспользоваться моделью «5 Р» (5 Ps of operational management). В соответствии с ней операционный менеджмент включает: 1) различные организации, производящие продукцию или оказывающие услуги (Plants); 2) проектирование бизнес-процессов (Processes); 3) продукты и услуги (Parts); 4) подбор персонала для выполнения отдельных операций и бизнес-процессов (People); 5) выполнение функций управления, а именно: планирование, организацию, анализ, контроль и регулирование (Planning and Control Systems).
Вопросы операционного менеджмента в том или ином виде рассматривают на всех уровнях управления организациями. Централизация управления деятельностью в дирекциях или отделах по операциям позволяет исключить дублирование функций подразделений в этой области и повысить надежность управления. Многочисленные обязанности менеджеров по операциям можно разбить на три основные группы: 1. Разработка операционной стратегии организации 2. Внедрение операционной системы организации 3. Управление действующей операционной системой организации
Таблица 2 Основные термины операционного менеджмента
Все функции, выполняемые в подразделениях организаций, являются операциями, и следовательно, любое направление менеджмента связано с операционным менеджментом. Каждое направление менеджмента формулирует свой специфический объект управления (табл. 3), но использует операции и процессы, а потому и операционный менеджмент как инструмент реализации своих решений. Несмотря на различие объектов управления, во всех видах менеджмента присутствуют контекст деятельности и необходимость управления ею.
Таблица 3 II. Характеристика уровней интеграции деятельности предприятия и его операционная система
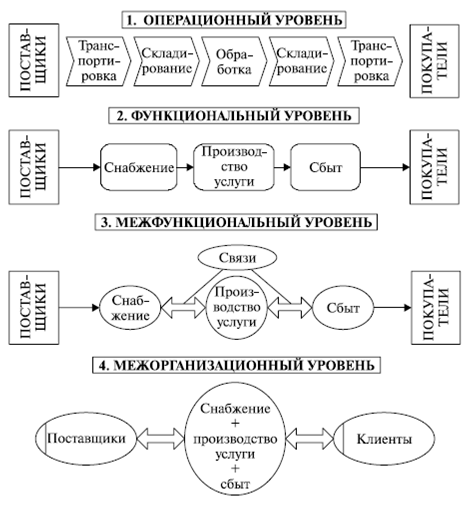
Интеграцию деятельности можно рассматривать на четырех уровнях: операционном, функциональном, межфункциональном и межорганизационном (рис. 8).
Рис. 8. Уровни интеграции деятельности
Первые три уровня (операционный, функциональный и межфункциональный) можно определить как внутреннюю интеграцию деятельности организации. Последний (межорганизационный) уровень интеграции относится к внешней интеграции (рис. 9).
Рис. 9. Взаимосвязь уровней интеграции деятельности
На операционном уровне интеграция деятельности ведется по отдельным операциям и функциям, не связанным друг с другом в единый процесс. На функциональном уровне принципиальным является функциональная изоляция различных служб и функциональных областей друг от друга при достаточно развитой интеграции в каждой из функций или функциональных областей. На межфункциональном уровене интеграции деятельности предпринимаются попытки интеграции действий функциональных областей. Развивается межфункциональная интеграция, позволяющая интегрировать усилия всех структурных подразделений и служб предприятия для получения заданного конечного результата. На межорганизационном уровене интеграции управления объединяются усилия предприятий, связанных друг с другом общими бизнес-процессами или совместными транзакциями.
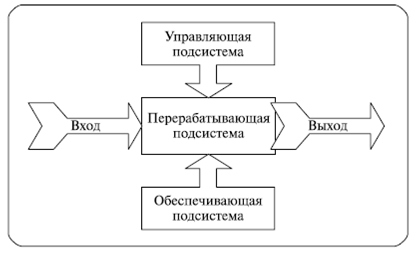
Бизнес можно рассматривать с различных аспектов. Операционный менеджмент позволяет выделить операционную систему бизнеса, состоящую их трех подсистем, между которыми имеется однозначная связь (рис. 12).
Рис. 12. Операционная система организации
Перерабатывающая подсистема операционной системы включает подразделения и сотрудников, выполняющих главную операционную функцию организации (то главное, чем занимается организация). В ее рамках производится переработка материальных, информационных ресурсов или финансовых ресурсов в готовый продукт или услугу. Управляющая и обеспечивающие подсистемы соответственно обеспечивают управление и обеспечение деятельности перерабатывающей подсистемы.
Операционная система классифицирует бизнес-процессы организации на основные (выполняемые в перерабатывающей подсистеме операционной системы или главной операционной функции), обеспечивающие или вспомогательные (выполняемые в обеспечивающей подсистеме) и управляющие (выполняемые в управляющей подсистеме операционной системы бизнеса) (табл. 4).
Таблица 4 Рис. 13. Модель работы операционной системы с запасом на входе и на выходе
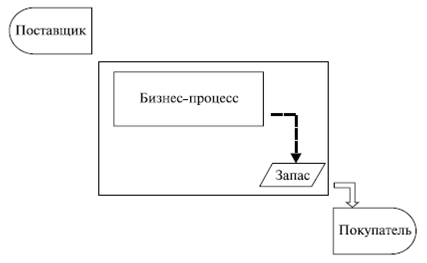
Модель с запасами на выходе (рис. 14) характеризуется следующим: · Критическая зависимость от надежности поставщика. · Поставляемые товарно-материальные ценности сразу же передаются для обработки в сферу операционной деятельности. · Модель экономически эффективна при переработке скоропортящихся материалов и может быть применена в условиях высокой степени интеграции действий поставщика и рассматриваемой организации, реализуя на входе предприятия философию «точно в срок».
Рис. 14. Модель работы операционной системы с запасом на выходе
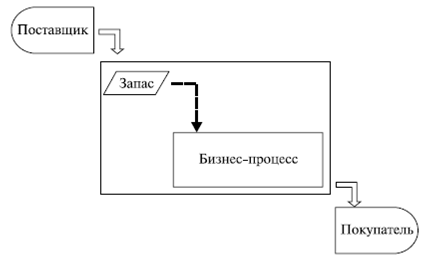
Модель работы с запасом на входе (рис. 15) характеризуется следующим: · Экономически эффективна только при определенной ситуации как во внутренней, так и во внешней среде бизнеса: либо длительность цикла производства и подготовки продукции к отгрузке менее чем срок, удовлетворяющий покупателя, либо покупатель готов ждать поставки товара. · Используется в позаказном производстве, где отсутствие запаса на входе не является признаком точно-срочных отношений, или в условиях высокой степени интеграции действий рассматриваемой организации с покупателем, реализуя на выходе предприятия философию «точно в срок».
Рис. 15. Модель работы операционной системы с запасом на входе
Модель работы без запасов на входе и выходе предприятия (рис. 16) характеризуется следующим: · Реализует философию «точно в срок» в полном объеме. · Эффективно используется в позаказном производстве, если не требуется запас на входе предприятия, а также в посылочной торговле и электронной коммерции.
Рис. 16. Модель работы операционной системы без запаса
В настоящее время принято выделять четыре варианта систем управления операционными системами: 1. Система пополнения запасов; 2. Система расшивки узких мест; 3. Толкающая система; 4. Тянущая система.
Система пополнения запасов основное внимание уделяет необходимости поддержания запасов на некотором, как правило оптимальном, уровне на всех этапах движения товарно-материальных ценностей во внутренней среде управления (на входе, выходе предприятия, между внутренними звеньями логистической цепи, между рабочими местами). Запасы формируют заранее, до возникновения реальной потребности в них. Система расшивки узких мест основное внимание уделяет обеспечениюнастройки всей цепи выполнения работ исходя из возможностей выделенных узких мест, имеющих ограничения по производительности, эффективности, скорости и прочим параметрам. Системы пополнения запасов и расшивки узких мест могут быть отнесены к традиционным системам планирования и организации работ, широко используемым на производстве и в сфере оказания услуг. Толкающую и тянущую системы относят к современным подходам, появившимся в практике бизнеса в конце 1960-х – начале 1970-х гг. Они положили начало практической реализации отрицательной точки зрения на запас и связаны с моделью работы без запаса на входе и выходе предприятия. Толкающая система делает акцент на использование информации о требованиях потребителей, производстве и о поставщиках. Начальной точкой расчетов является информация от рынка потребителей. Таким образом, толкающая система при организации внутрипроизводственных процессов переводит взгляд управленцев от внутренней среды менеджмента на внешнюю среду, является практическим инструментом интеграции бизнес-процессов организации с бизнес-процессами ее поставщиков и потребителей на межорганизационном уровне. Как следствие продукция производится тогда, когда она нужна покупателю, реализуя философию «точно в срок». Производство продукции точно в срок реализации потребности покупателя выражает отрицательную точку зрения на запас в организации. Не ставя цель минимизации запаса в организации, толкающая система приходит к такому результату: уровень запаса сокращается, так как в результате точных расчетов и дисциплинированной реализации планов, основанных на требованиях потребителей, возможностях производства и поставщиков, появляется возможность снижения текущей составляющей запаса, что становится основным преимуществом данной системы по сравнению с системой пополнения запасов. Кроме того, толкающая система организации и планирования работы, основывающаяся на точных календарных планах-графиках, позволяет повысить эффективность использования машин, оборудования и рабочей силы. Тянущая система оказывает внимание как внутренней, так и внешней среде предприятия. Она делает акцент на снижении уровня запасов на каждой стадии производства. Именно в этой системе наличие запаса или его отсутствие становится движущей силой организации деятельности предприятия. Освобождение от запаса позволяет повысить как интегрированность с рынками покупателей и поставщиков, так и эффективность внутрипроизводственных процессов. Отсутствие запаса просто заставляет руководителей разрешать проявившиеся проблемы, скрытые ранее запасом. Наибольший эффект тянущие системы, как правило, дают на небольших специализированных предприятиях и в поточном производстве, но как философия бизнеса могут с успехом применяться на самых разных уровнях управления.
Рис. 20. Возможности воздействия на объем производственной мощности
Рентабельность операций зависит от достижения баланса между спросом на товары и услуги и ресурсами, необходимыми для их производства. При этом требуется принять правильные решения не только об объеме производственных мощностей, но и об их размещении и планировке. На выбор места размещения производственных мощностей влияет множество факторов (рис. 23). Наиболее важными из них являются: · Близость к рынкам сбыта · Доступность сырья и материалов · Доступность рабочей силы · Доступность для транспортных систем · Наличие инфраструктуры · Возможность получения технической поддержки · Политика государственных и местных властей
Классификация процессов
Рациональная организация любого процесса (производства продукции или оказания услуги), его функционирование и развитие базируются на соблюдении во взаимной связи и согласованности следующих основных принципов: 1. Дифференциация 2. Специализация 3. Пропорциональность 4. Непрерывность 5. Прямоточность 6. Параллельность
Основные типы операционных систем: 1. Системы, ориентированные на проекты. 2. Единичное производство. 3. Серийное производство. 4. Массовое производство. 5. Система с непрерывным процессом
К организации процессов в пространстве относятся планировка предприятия и его структурных подразделений, размещение и компоновка оборудования, перемещение и складирование материалов и т.п. Рациональная планировка должна удовлетворять следующим основным требованиям: · относительная простота (отсутствие дублирующих или чрезмерно раздробленных мелких подразделений); · наиболее полное использование имеющихся площадей; · обеспечение возможности расширения площадей без существенных нарушений текущих процессов; · соблюдение принципа прямоточности; · минимизация перемещения материалов, людей, документов; · обеспечение гибкости операционной системы (возможность внесения изменений в процессы изготовления изделий/обслуживания клиентов); · создание удовлетворительной физической среды для работников; · удобство для потребителей во время обслуживания. Существуют три основных способа расположения рабочих мест/процессов в пространстве, или три типа планировки: функциональная, линейная (поточная) и фиксированная позиционная. При функциональной планировке операционные ресурсы группируют по отдельным участкам по признаку выполняемой работы (процесса). Такой способ расположения называют расположением по технологическому (функциональному) принципу. При функциональной планировке производственное подразделение выполняет однородный комплекс технологических операций или процессов над разнородными предметами труда, соответственно, имеет технологическую специализацию. При линейной (поточной) планировке рабочие места размещают последовательно в соответствии с теми операциями, которые требуются для выпуска готового продукта/обслуживания клиента. Такой способ расположения называют расположением по предметному принципу. При линейной планировке производственное подразделение выполняет разнородные в технологическом отношении операции над однородными предметами труда, соответственно, имеет предметную специализацию. При фиксированной позиционной планировке изделие или обслуживаемый клиент неподвижны, к месту работы по мере необходимости подают различные производственные ресурсы. Такого типа планировки часто носят временный характер, и их сохраняют лишь до окончания работы над проектом.
Организация процессов во времени определяется структурой и длительностью цикла процесса. Цикл процесса – совокупность определенным образом организованных во времени частичных процессов, необходимых для изготовления определенного вида продукции (оказания услуги). Длительность цикла процесса – это время, необходимое для выполнения данного процесса (от начала первой операции до окончания последней операции). Длительность операционного цикла – время выполнения одной операции. Оно включает время обработки партии предметов и подготовительно-заключительное время, которое необходимо на подготовку и завершение операции. На рис. 28 представлена структура цикла процесса, характерная для промышленных предприятий (структура производственного цикла).
Рис. 28. Структура производственного цикла
Длительность цикла простого многооперационного (мультиэтапного) процесса зависит от способа передачи партии обрабатываемых предметов труда (обслуживаемых клиентов) с операции на операцию. Под партией (ее размером) применительно к традиционным производственным процессам понимается определенное количество одинаковых предметов, обрабатываемых или собираемых на любой операции непрерывно и с однократной затратой подготовительно-заключительного времени (времени на подготовку и завершение работы, в том числе переналадку оборудования). Существуют три вида движения партии предметов труда по операциям (рабочим местам) в процессе их обработки: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения Суть последовательного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии предметов труда (n) на предыдущей операции. Время движения предметов труда по всем операциям процесса (длительность цикла процесса) определяют по формуле:
где n – количество предметов труда в партии; m – количество операций; i – номер операции; t шт i – норма штучного времени на выполнение i -й операции (времени, необходимого для обработки одного предмета труда на i -й операции); ci – количество параллельных рабочих мест на i -й операции; t мо – среднее время межоперационных перерывов.
Параллельный вид движения характеризуется тем, что с операции на операцию предметы труда передаются транспортными партиями. При этом по каждой транспортной партии работа на всех операциях технологического процесса ведется без перерывов. Время движения предметов труда по всем операциям процесса (длительность цикла процесса) определяют по формуле:
где p – количество предметов труда в транспортной (передаточной) партии. В случае последовательного вида движения p=n; (t шт/ c)max – максимальный по длительности операционный цикл.
Параллельно-последовательный вид движения Как и при параллельном виде движения, вся обрабатываемая партия n делится на транспортные (передаточные) партии по p штук в каждой. Транспортная партия обрабатывается на каждой операции без перерывов. Ее можно передавать на следующую операцию, не ожидая окончания работы по другим транспортным партиям. При этом должно соблюдаться условие непрерывной работы на каждой операции при изготовлении всей партии n (как при последовательном виде движения). Время движения предметов труда по всем операциям процесса (длительность цикла процесса) определяют по формуле:
Каждый из видов движения предметов труда имеет свои преимущества и недостатки и, соответственно, свою область применения (табл. 6). Таблица 6 Рис. 30. Конфигурация сложного процесса
Для определения длительности цикла сложного процесса может быть использован графический метод, заключающийся в построении циклового графика. Цикловой графикопределяет организацию сложного процесса во времени, т.е. последовательность и продолжительность выполнения всех простых процессов, а также их взаимосвязи. Для расчета длительности цикла сложного процесса и управления им можно воспользоваться методами сетевого планирования и управления, основанными на построении сетевых графиков.
Скорость выполнения процессов является одним из основных показателей, по которому конкурируют между собой организации как промышленной сферы, так и сферы услуг. Основные возможности сокращения длительности цикла любого процесса: 1. техническое совершенствование процессов; 2. совершенствование организации процессов в пространстве и времени; 3. совершенствование оперативного управления процессами.
Рис. 32. Основные характеристики эффективного процесса
Отношение суммарного времени выполнения заказа (длительности цикла процесса) ко времени создания потребительной стоимости называют эффективностью цикла процесса. Эффективность цикла процесса зависит от вида процесса, но мировому уровню качества в среднем соответствует значение 25% (табл. 7). Таблица 7 Рис. 47. Треугольник сервиса
Определяющим элементом треугольника сервиса является стратегия оказания услуги. Ее формирование включает следующие этапы: 1. Определение оптимального уровня обслуживания клиента. 2. Определение скорости и удобства обслуживания. 3. Расчет рекомендуемой цены за услугу. 4. Определение необходимого разнообразия оказания услуги. 5. Разработка качеств осязаемых предметов. 6. Определение требований к квалификации персонала.
Классификация стратегий
Выделение операционной системы требует разработки операционной стратегии, которая относится к одному из функциональных направлений корпоративной стратегии. Принципиально важным является то, что в современном бизнесе все функциональные стратегии (финансовая, маркетинговая, операционная, логистическая, информационная, по управлению человеческими ресурсами) имеют одинаковый паритет и тесно взаимосвязаны друг с другом (рис. 49).
Рис. 49. Место операционной стратегии в корпоративной стратегии организации
Общая стратегия организации должна учитывать сильные и слабые стороны операционной системы через различные функциональные стратегии, усиливая первые и, по возможности, устраняя последние. В свою очередь, операционная стратегия должна быть согласована с общей стратегией и иными функциональными стратегиями. На разработку операционной стратегии, так же как и иных функциональных стратегий организации, действуют как внешние, так и внутренние факторы. Особенностью операционной стратегии является то, что степень воздействия на нее внутренних факторов организации значительно выше, чем внешних. Внутренние факторы, воздействующие на операционную стратегию, можно разделить на четыре взаимосвязанные группы: · факторы, связанные с производственными мощностями организации; · технологические факторы; · финансовые факторы; · факторы, связанные с человеческими ресурсами. К внешним факторам относят следующие: · экономические; · политические; · юридические; · рыночные; · конкуренции; · технологические.
Операционная стратегия как документ содержит типовые разделы, одинаковые по своему значению и влиянию на результат реализации стратегии: а) главная операционная функция; б) размещение производственных мощностей; в) проектирование продукции и услуг; г) автоматизация; д) баланс производства и услуг; е) номенклатура и ассортимент продукции и услуг; ж) объем производства продукции и оказания услуг; з) качество бизнес-процессов, продукции и услуг; и) цена продукции и услуг; к) доступность.
Операционные стратегии разделяют на виды по приоритетам функционирования операционной системы бизнеса: 1. Традиционные стратегии: · минимизация затрат (рис. 59); · развитие гибкости операционной системы по расширению номенклатуры, ассортимента или изменению объема выпуска (рис. 60); 2. Современные стратегии: · развитие качества бизнес-процессов, продукции или услуг (рис. 61); · минимизация времени выполнения заказов клиентов (рис. 62).
Рис. 59. Характеристика минимизации затрат как приоритета операционной стратегии
Рис. 60. Характеристика гибкости операционной системы
Рис. 61. Качество как приоритет операционной стратегии
Рис. 62. Влияние фокуса времени на иные приоритеты операционной стратегии
ОПЕРАЦИОННЫЙ (ПРОИЗВОДСТВЕННЫЙ) МЕНЕДЖМЕНТ Конспект лекций
I. Основные понятия и этапы развития операционного менеджмента. Его связь с другими направлениями менеджмента
Таблица 1
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 2030; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.89 (0.016 с.) |