Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Клеевой метод крепления деталей низа обуви
Клеевой метод крепления деталей низа обуви является наиболее распространенным, так как снижает себестоимость изделий и число технологических операций. К достоинствам клеевого метода можно отнести также высокую производительность, сравнительную простоту конструкции оборудования и широкие возможности автоматизации процесса. Клеевому креплению низа обуви предшествует ряд последовательно выполняемых подготовительных операций: формование и взъерошивание следа затянутой обуви, нанесение клея и сушка, термоактивация клеевой пленки на подошве и заготовке верха. Общие сведения о прессах для приклеивания подошв обуви. Современные прессы для приклеивания подошв быстросхватывающими клеями изготавливаются одно-, двух- и четырехсекционными, статического действия с полуавтоматическим циклом работы и автоматическим приводом, обеспечивающим среднее или высокое давление прессования. Основными механизмами пресса являются: пресс-секции (левая и правая), содержащие пресс-подушки; носочный и пяточный колодочные упоры; гидропривод; регулирующая аппаратура. Секции пресса для размещения левой и правой полупар обуви могут работать поочередно и одновременно. Каждая секция имеет пресс-подушку, на которую устанавливается следом вниз полупара обуви, и систему консольнорасположенных верхних колодочных упоров, к которым прижимается колодка при подъеме. Пресс-подушка закрепляется непосредственно на штоке силового гидроцилиндра. Прессующее воздействие пресс-подушка осуществляет со стороны ходовой поверхности подошвы на все участки следа заготовки обуви. При переходе обработки обуви с одного ростовочного ассортимента на другой, изменяют положение упоров по среднему размеру обуви данного ассортимента и устанавливают требуемое давление в гидросистеме поворотом маховика регулятора давления. Давление на след обуви контролируют по манометру. Время подпрессовки контролируется автоматически специальными таймерами в соответствии с настройкой его на требуемую продолжительность цикла обработки. Прессы со средним давлением прессования (от 0,4 до 0,6 МПа) выполняются односекционными с пневматическим и гидравлическим приводом и применяются для приклеивания подошв к легкой обуви, имеющей незначительную кривизну следа (домашние и спортивные туфли и т.п.) Пресс-подушки таких прессов имеют резиновую монолитную вставку с плоской поверхностью. Время прессования, в зависимости от материала подошв, вида клея и режима термоактивации, – 3-30 с. Колодочные упоры механические, рычажные.
Прессы с высоким давлением прессования (от 0,6 до 1,5МПа) выполняются в основном двухсекционными и применяются для прикрепления подошв к мужской и женской обуви на среднем и высоком каблуке. Более широкое распространение получили гидравлические прессы. Пресс-секции располагаются в прессах в большинстве случаев под углом к оператору, что объясняется стремлением улучшить условия работы и уменьшить размер пресса по длине конвейера. Колодочные упоры прессов выполняются самоустанавливающимися, гидравлическими или механическими, коромыслового типа, с вертикальным перемещением штоков прижимов (см. рис. 3.5.1).
а б в г
Рис. 3.5.1. Схемы колодочных упоров а – механические несамоустанавливающиеся; б – механические самоустанавливающиеся; в – гидравлические несамоустанавливающиеся; г – гидравлические самоустанавливающиеся
Пресс-подушки в прессах современной конструкции выполняются шарнирными с возможностью регулирования угла наклона прижимных элементов. В основном применяются прижимные элементы в виде диафрагм, камер или монолитные в виде набора горизонтальных и вертикальных профилированных резиновых вставок (см. рис. 3.5.2).
Рис. 3.5.2. Схемы основных типов пресс-подушек. а – монолитная; б – диафрагменная; в – баллонная (камерная); г – комбинированная 1 – колодка; 2 – подушка из слоев монолитной или пористой резины; 3 – упругая диафрагма; 4 – камера.
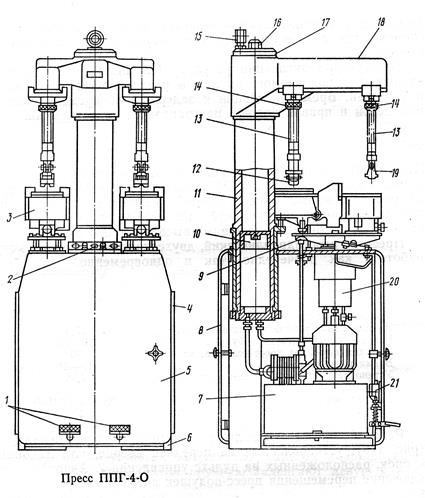
Пресс ППГ-4-0 (см. рис. 3.5.3)предназначен для приклеивания быстросхватывающим клеем подошв к следу затянутой обуви. На прессе приклеивают кожаные, кожеподобные, резиновые и другие подошвы гусариков, дошкольной, детской, женской и мужской обуви всех фасонов с голенищами высотой до 360 мм. Пресс электрогидравлический, двухсекционный. Секции могут работать как поочередно, так и одновременно.
Работой пресса управляют с помощью двух педалей, установленных на передней дверце, или ладонных кнопок, расположенных на пульте управления. Аварийное выключение перемещения пресс-подушек вверх и возврат их в исходное положение производят клавишами на пульте управления.
Рис. 3. Рис. 3.5.3. Пресс ППГ-4-О Технологическая операция выполняется следующим образом. Подошву после термоактивации клеевой пленки, накладывают на след, и обувь устанавливают следом вниз на пресс-подушку. Нажимая на педаль или ладонную кнопку, включают соответствующую секцию. Каблучный прижим зажимает обувь, после чего пресс-подушка перемещается вверх до прижатия колодки с обувью к колодочным упорам. После этого возрастает давление в гидроцилиндре подъема, давление прессования передается через эластичные элементы на подошву и след обуви. После окончания прессования реле времени выключает пресс. Пресс-подушка с обработанной обувью опускается, каблучный прижим возвращается в исходное положение, полупару с приклеенной подошвой снимают. Цикл работы секции заканчивается.
Метод горячей вулканизации Метод горячей вулканизации является одним из наиболее экономичных. Производительность труда при изготовлении обуви этим методом значительно выше, чем при рантовом и клеевом, так как совмещаются операции формования, вулканизации, прикрепления подошвы и каблука. Последующая отделка практически отсутствует. Вулканизация – это технологический процесс, при котором каучук превращается в резину вследствие соединения его макромолекул поперечными связями в пространственную вулканизационную сетку. Если процесс проводится при повышенной температуре (140 – 200 оС), его называют горячей вылканизацией. Сущность метода состоит в накладывании резиновой смеси на след заготовки верха обуви, надетой на металлическую колодку, и последующей выдержке этой смеси в закрытой пресс-форме при определенных давлении и температуре. Пресс-форма образуется при смыкании двух полуматриц, формующих боковую поверхность низа обуви, пуансона, определяющего форму ее ходовой поверхности, и следа колодки с заготовкой верха. Внутренняя полость пресс-формы соответствует форме подошвы и каблука. В зависимости от характера создаваемого в пресс-форме давления различают три способа вулканизации низа обуви: внешнего давления, внутреннего давления, запрессовки. При способе внешнего давления формование низа обуви из сырой резины, ее вулканизация и приклеивание к затяжной кромке заготовки верха обуви осуществляются перемещающимся пуансоном. При этом получается низ обуви монолитной структуры. При способе внутреннего давления в состав резиновых смесей включают порообразователи, которые разлагаются при нагревании с образованием газовых пузырьков в еще не вулканизированной смеси. Давление, создаваемое этими газами внутри смеси, обеспечивает формование и получение пористой структуры низа обуви. При способе запрессовки вулканизация происходит как за счет внутреннего, так и за счет внешнего давления. Резиновые смеси, содержащие порообразователи, подвергаются так называемому отпуску, происходящему при подъеме пуансона. При этом смесь быстро растет под действием внутреннего давления газов, после чего происходит запрессовка, сопровождаемая окончательным формованием низа.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 562; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.198.49 (0.009 с.) |