Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Формализации технологического цикла.
При управлении технологическим циклом необходимо формировать дискретную последовательность (программу) команд исполнительным элементам технологического объекта управления (электро- и гидроприводам). Формирование команд осуществляется управляющим устройством, называемым дискретным автоматом (рис. 1), на основе логического анализа ситуации, о которой сообщают различные датчики положения детали, завершения или качества протекания очередной технологической операции, по командным и оповестительным входам. Только зная, как и при каких условиях должна формироваться нужная последовательность состояния объекта управления, можно сформулировать задание на синтез управляющего устройства.
Рис.1. Структура управления технологическим циклом при помощи дискретного автоматического устройства Существуют различные формы представления моделей дискретных последовательностей операций, т.е. моделей технологического цикла. Они могут предъявляться в виде таблиц, циклограмм, графов, формул и т.д. Предполагая, что все технологические последовательности в конечном счете представляют собой повторяющиеся циклы, следует выделить два существенно отличных вида моделей : комбинационные и последовательностные. В первом случае дальнейшее функционирование объекта определяется только состоянием объекта при выполнении предшествующей операции; во втором - последовательностью смены предшествующих операций. Для удобства деления цикла на отдельные элементы вводится понятие технологического такта или состояния, т.е. конечного интервала времени, когда агрегат работает с неизменной комбинацией включенных (отключенных) командных (кнопки, ключи), оповестительных (датчики) и исполнительных (электро-, гидроприводы, электромагниты, муфты) элементов. Общая последовательность формализации технологического цикла состоит из следующих этапов: 1) составления содержательного описания, в котором в произвольной повествовательной форме описывается технологический цикл при нормальном его ходе и аварийных ситуациях; 2) разбиения цикла на такты, характеризуемые неизменным состоянием исполнительных приводов и контролируемых параметров; 3) анализ переходов от одного такта к другому при нормальных и аварийных ситуациях для выявления причин переходов, т.е. выявления изменения состояния командных и исполнительных органов вызывающих переход;
4) установления причинно-следственных и логических ситуационных связей между входами и выходами объекта управления, обусловленных требованиями технологии; 5) составления формализованного графического представления алгоритма функционирования в виде таблицы, циклограммы, графика и т.п.
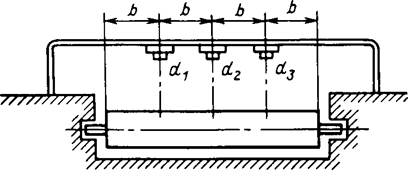
Таблицы истинности. В качестве комбинационных (как наиболее простого вида) моделей, в которых дальнейший ход цикла определяется состоянием входов и выходов объекта управления, часто используются таблицы истинности, отражающие однозначное соответствие дискретных состояний входов и выходов объекта управления. Активное (включенное) или пассивное (отключенное) состояние исполнительного элемента (входа) или уровень контролируемого выхода (высокий, низкий) может обозначаться любыми символами. Обычно для этих целей используются дискретные величины 1 и 0. При числе входов п возможны N=2n сочетаний комбинаций их единичного и нулевого уровней. В таблице истинности их удобно располагать в виде кодов натурального ряда двоичных чисел, т.е. чередуя 0 и 1 для первого входа через одно состояние, для второго -через два, для третьего - через четыре и т.д. Пример. Произвести сортировку деталей на три группы по размеру, равному b, 2b и больше ЗЬ, открыв заслонки бункеров-накопителей, предназначенных для отбора деталей каждого типа. Контроль размеров деталей можно осуществить тремя датчиками dx-d3, установленными (рис.1.) поперек роликового транспортера. Обозначив бункеры.В1 ,В2 и В3, выделим следующие ситуации (табл.1.): 1) идет деталь размера b - перекрыт один из датчиков (d, или d2, или d3), открыт бункере, (такты 4,2, 1); 2) идет деталь 2b - перекрыты два датчика (d1, d2 или d2, d3), открыт бункер В2 (такты 6,3); 3) идет деталь размером более 3b - перекрыты все три датчика, открыт бункер В3 (такт 7). Таблица истинности составляется для всех возможных комбинаций командных датчиков. Число таких комбинаций равно N = 2n = 8, где п = 3 - число командных входов (число датчиков).
Рис. 1. Установка датчиков для контроля размеров детали Таблица.1. Номера ком бинаций / Состояние (тактов) входов выходов
Незаполненные клетки состояний выходов (такт 5) соответствуют нереальной ситуации, когда деталь перекроет датчики d1 и d3 и не перекроет d2; она может возникнуть лишь в результате неисправности датчика d2. Эти клетки заполняются нулями для предотвращения аварийной ситуации (все бункеры закрыты, звучит сигнал).
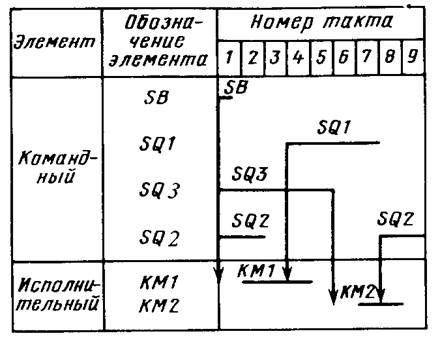
Цикла. Циклограмма. Одна и та же комбинация входов в данном такте может вызвать переход в разные новые состояния в зависимости от того, каким было предшествующее состояние. Поэтому в модели должны быть отражены не только данный такт, но и предыстория. В простейшем случае применяются циклограммы, в которых состояния отражают условным изображением включенного или отключенного исполнительного элемента в виде наличия или отсутствия линии. При большом числе состояний применяются таблицы состояний и графы. Циклограмма представляет собой ряд горизонтальных строк, равных числу командных и исполнительных элементов. Строки условно разбиты на отрезки, число которых равно числу элементарных технологических тактов. Включенное состояние элемента на строке обозначается сплошной линией, отключенное — отсутствием ее. Вертикальными линиями на циклограммах показана "передача управления" -причинно-следственные связи между командными и исполнительными элементами. Когда элемент включен, совокупность тактов называется периодом включения, а когда отключен - периодом отключения. Такт, предшествующий периоду включения, называется включающим, а периоду отключения — отключающим. Пример.1.Циклограмма работы грузового подъемника (рис.1). - Грузовой подъемник с тележкой от подачи кратковременной команды кнопкой SB (пуск) идет вверх [кнопка SB включает контактор "Вперед" КМ1 (SB→КМ1), после чего отключается (такт 1). - В начале движения отключается нижний конечный выключатель SQ2 (такт 2). - После достижения крайнего верхнего положения кабина воздействует на верхний конечный выключатель SQ1, кот.дает команду на отключение КМ1 (такт 3) ,(SQ1 →КМ1). - Контактор КМ1 отключается (такт 4). - После выката тележки отключается конечный выключатель SQ3 (такт 5) и включается контактор "Назад" КМ2, подъемник идет вниз (такт 6), (SQ3→ КМ2), отключается SQ1 (такт 7). После воздействия внизу на нижний конечный выключатель SQ2 отключается КМ2 (такт 8), (SQ2→КМ2), кабина останавливается (такт 9).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-25; просмотров: 343; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.39.32 (0.007 с.) |