Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектный расчет линейных технологических размеров при разработке технологических процессов механической обработки
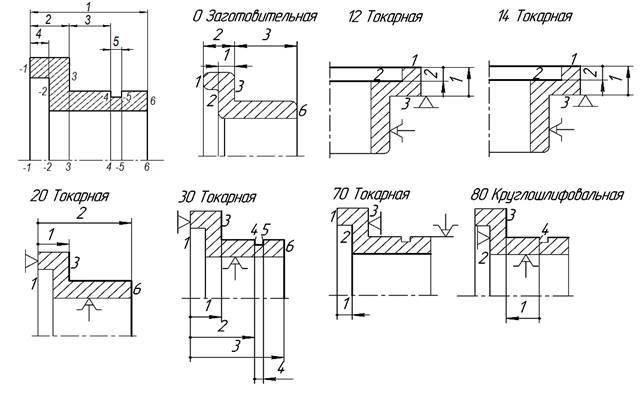
Для проектного расчета линейных технологических размеров на кафедре «Технология машиностроения» Омского государственного технического университета разработана программа для ЭВМ «Расчет линейных технологических размеров и допусков «DIAMOND»» [4]. На основе информации о размерах детали и технологическом процессе механической обработки программа автоматически назначает допуски на технологические размеры, значения минимальных припусков, выводит сообщения о технологических размерах, имеющих недостаточную точность, и выполняет расчет технологических размеров и их корректировку. Характеристика программы: автоматическая проверка правильности исходных данных; автоматическое выявление погрешности базирования; расчет при совпадении расположения границ размеров; расчет по методу min-max; расчет для двух вариантов распределения полей допусков; задание (по усмотрению технолога) допусков, учитывающих реальную точность оборудования в обход нормативной базы данных программы; адаптация базы данных под конкретные условия производства; расчет до 100 технологических размеров и более; вывод результатов расчета в виде текстового файла. Отличительной чертой данной программы является использование для подготовки исходных данных только информации чертежа и технологического процесса. Из процесса подготовки данных исключен трудоемкий этап построения размерных схем, характерный для известных программ, который заменяется описанием геометрических моделей детали и технологического процесса. Геометрическая модель детали при расчете линейных технологических размеров (ЛТР) по программе «DIAMOND» представляет собой эскиз детали (рис. 4), на котором показан контур детали, проставлены и пронумерованы порядковыми номерами линейные конструкторские размеры (ЛКР), которые будут участвовать в расчете ЛТР. Границы ЛКР также нумеруются, начиная с крайнего левого торца, слева направо, в возрастающем порядке. Номера границ, которые открыты влево, должны иметь знак минус. Номера границ могут проставляться непосредственно возле поверхности или возле выносной линии. При создании модели технологического процесса используются эскиз заготовки и операционные эскизы механической обработки. На операционных эскизах поверхности заготовки (торцы), являющиеся базами или границами ЛТР, нумеруются присвоенными им номерами с модели детали, а самим технологическим размерам присваиваются номера, отражающие порядок, в котором они выполняются (рис. 4).
Рис. 4. Обозначения размеров и поверхностей для расчета ЛТР Заданные чертежом номинальные значения конструкторских размеров с верхним (В.О.) и нижним отклонением (Н.О.) и с номерами левой и правой границ заносятся в левую половину таблицы 4. Заданные технологические размеры с номерами границ для заготовки и для каждой операции заносятся в правую половину таблицы 4 для расчета ЛТР. При указании номеров границ технологических размеров знак минус не проставляется. Таблица 4 Исходные данные для программы “DIAMOND”
По таблице 4 формируется текст, по которому при помощи стандартного текстового редактора в среде Windows в соответствующем каталоге компьютера создается текстовый файл исходных данных. В файле исходных данных информация из таблицы размещается в одну колонку, последовательно и построчно – вначале конструкторская информация из левой половины таблицы, затем технологическая из правой половины. Таблицы сведений о геометрических моделях детали, заготовки и технологического процесса предназначены для облегчения последующей записи данных в виде текстового файла, поэтому к данным, заносимым в таблицы, предъявляются особые требования: 1) между знаком «минус» или знаком «плюс» и числом не должно быть пробела; 2) в числах с десятичной дробью дробь должна отделяться от целой части точкой, а не запятой, что связано с особенностями ввода числовых данных в программу. Запятые и точки с запятой, разделяющие в таблицах числа, при вводе текста заменяются пробелами.
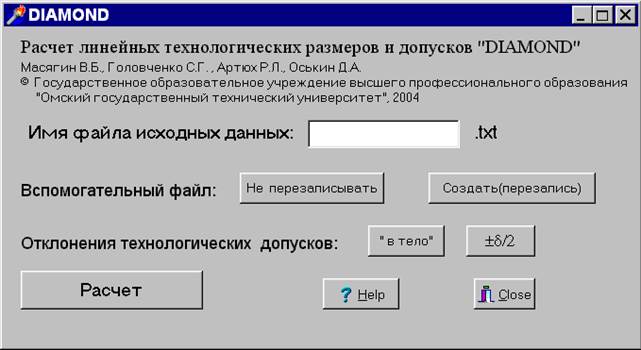
После создания файла исходных данных запускается программа «DIAMOND» (рис. 5) и осуществляется ввод имени файла <имя> без расширения <.txt> в окно программы.
Рис. 5. Интерфейс программы Далее необходимо установить режим формирования вспомогательного файла путем нажатия соответствующей кнопки «Создать» и установить режим назначения отклонений полей технологических допусков «в тело» или «±d/2», после чего нажать кнопку «Расчет». Программа автоматически создаст информационный файл с именем <имяi.txt> в том же каталоге, где расположен файл исходных данных <имя.txt>. Необходимо просмотреть информационный файл, ознакомиться с сообщениями о проверке исходных данных по признаку количества и по признаку качества, и, если такие ошибки существуют, исправить файл исходных данных. После каждого исправления файла исходных данных процедуру расчета необходимо повторять, как это было изложено выше. При этом информационный файл будет обновляться автоматически. Когда обе проверки будут успешно завершены, программа автоматически создаст вспомогательный файл с именем <имяр.txt> в том же каталоге, где расположены файлы <имя.txt> и <имяi.txt>. Вспомогательный файл программы расчета ЛТР представляет собой текст в виде четырех столбцов: первый столбец – индексы ЛТР, а второй – технологические допуски на эти размеры, третий – индексы припусков, четвертый – значения минимальных припусков. Индекс размера состоит из номера операции и порядкового номера размера (как они были обозначены на эскизах), например, индекс 2.01 означает технологический размер на второй операцию, по порядку – первый. Для размеров заготовки номер операции – 0. Вспомогательный файл содержит значения допусков и минимальных припусков, соответствующие условиям производства средней точности, и может быть уточнен пользователем в соответствии с конкретными производственными условиями или по результатам ручного выбора технологических допусков и минимальных припусков. После уточнения вспомогательного файла программа вновь запускается, при этом предварительно устанавливается режим формирования вспомогательного файла «Не перезаписывать» нажатием соответствующей экранной кнопки. Информационный файл содержит таблицу ожидаемых погрешностей конструкторских размеров, в каждой строке которой представлены индекс конструкторского размера, значение конструкторского допуска на этот размер, ожидаемая погрешность конструкторского размера и перечень индексов технологических размеров, из суммы значений допусков которых складывается ожидаемая погрешность конструкторского размера. Если допуск конструкторского размера не обеспечивается, программа выдает информационное сообщение, в этом случае необходимо внести изменения в технологию. Изменения заключаются в следующем: 1) Назначить более жесткие допуски на технологические размеры в пределах экономической точности. Внести изменения во вспомогательный файл. После каждого внесения изменений во вспомогательный файл необходимо перед выполнением расчета устанавливать режим «Не перезаписывать».
2) Изменить структуру операций и технологического процесса, т. е. изменить установочные и измерительные базы, простановку размеров, ввести дополнительные переходы и операции на этапе окончательной обработки. При этом следует внести изменения в файл исходных данных и повторить расчет. При обеспечении допусков конструкторских размеров, программа выполняет расчет ЛТР и их корректировку. Кроме номинальных значений с отклонениями технологических размеров, программа выдает минимальные значения припусков на сторону со значениями их верхних отклонений. В таблице 5 для сравнения приведены результаты расчета ЛТР с помощью ЭВМ и ручным методом расчета. Данные, полученные с помощью ЭВМ, практически совпадают с данными, полученными ручным расчетом. Отличия связаны с различиями в правилах корректировки технологических размеров. Кроме того, допуски заготовки при расчете с помощью ЭВМ автоматически делятся в соответствии с правилом 1/3 допуска – «в тело», 2/3 допуска – с противоположным знаком. Таблица 5 Линейные технологические размеры и припуски после корректировки
Время проведения размерного анализа с применением разработанной программы составляет от 1-3 часов для простых деталей (20 конструкторских и 40 технологических размеров) и до 3-6 часов для сложных деталей (50 конструкторских и 100 технологических размеров).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-25; просмотров: 428; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.19.30.232 (0.007 с.) |