Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Д. Анализ загрузки и пропускной способности ремонтных служб завода с использованием теории массового обслуживания.⇐ ПредыдущаяСтр 37 из 37
Одним из важных источников повышения эффективности производства является улучшение использования основных производственных фондов и, прежде всего их активной части производственного оборудования. Это достигается улучшением организации обслуживания оборудования и сокращения сроков его ремонта и повышением качества ремонта оборудования. Большие возможности для повышения эффективности производства заключаются в совершенствовании организации ремонта оборудования. При этом иногда загрузка ремонтных подразделений не соответствует их пропускной способности. Анализ состояния загрузки и пропускной способности ремонтных служб может быть осуществлен с помощью теории массового обслуживания. При этом система ремонтного обслуживания рассматривается как система массового обслуживания с ожиданием при ограниченном количестве обслуживающих единиц. Решение ранее перечисленных задач предполагает наличие необходимой исходной статистической информации, такой как: средняя продолжительность выполнения одного ремонта оборудования; организационное время, связанное с проведением ремонтных работ; параметр потока w отказов оборудования или заявок на выполнение ремонтных работ. Заявки на ремонт оборудования во времени в связи с наступлением отказов распределены по показательному закону. Затраты времени Tв на восстановление исправности оборудования носят случайный характер, а поэтому полезный фонд отдачи единицы оборудования, зависящий от продолжительности этого времени, также носит случайный характер. Интенсивность обслуживания μ, характеризуется количеством обслуживании в единицу времени и определяется по формуле μ =1/Тв Поставленная задача приведения загрузки в соответствие с пропускной способностью ремонтных служб решается в предположении, что поток отказов простейший. При загрузке всех каналов обслуживания поступившие в систему заявки ожидают своей очереди на обслуживание. Основные показатели системы обслуживания с ожиданием ремонта и формулы для их определения приведены в табл. 4. 7. На рис. 9. 6 и 9. 7 показаны зависимости вероятности загрузки рабочих мест и изделий, ожидающих обслуживания, от среднего времени восстановления при ремонте некоторых видов техники и разном количестве ремонтных бригад и разных значениях параметра потока отказов w.
Таблица 9.7
Ремонт СИ осуществляется в определенных организационно-технических условиях относительно стабильных во времени. Расчеты по приведенным формулам позволяют сопоставить загрузку и пропускную способностью ремонтных подразделений завода, определить их занятость в сложившихся организационно-технических условиях производства. Если загрузка не совпадает с пропускной способностью (меньше или больше ее), разрабатываются и внедряются комплексы организационно-технических мероприятий, приводящих их в соответствие.
Рис. 9.6. Зависимость вероятности загрузки рабочих мест от среднего времени восстановления
Рис. 9.7. Зависимость среднего числа СИ, ожидающих обслуживания от среднего времени восстановления
На основе проведенного анализа работы ремонтных служб завода разрабатываются и внедряются в рамках системы планово-предупредительного обслуживания рабочих мест, комплексы мероприятий, повышающих эффективность производства. Прежде всего, это позволяет улучшить использование оборудования в цехах основного производства, упорядочить численность работающих в ремонтных подразделениях, а также решить ряд других задач по мобилизации внутрипроизводственных резервов.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ 1. И. Б. Вайнберг, К. Л. Калитенко. Контрольно- измерительные приборы и средства автоматики в нефтеперерабатывающей и нефтехимической промышленности. Москва – 1989.
2. С. С. Денисов. Электронные приборы контроля и автоматизации в нефтяной промышленности. Москва – 1987.
3. В. А. Пряшников. Электроника. - полный курс лекций; 3- е издание. - Санкт- Петербург – 2003.
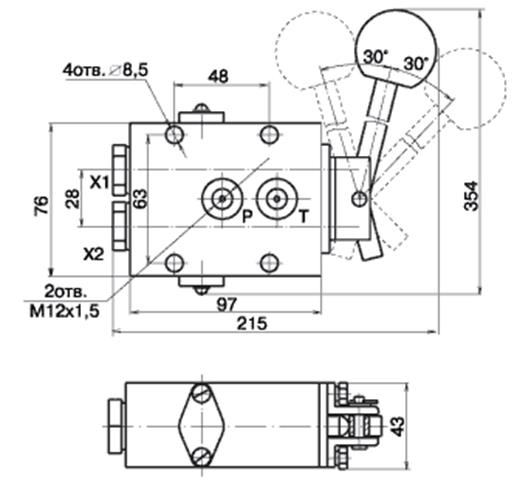
4.Аппарат автоматический для определения температуры вспышки в закрытом тигле АТВ- 1М. Модель 04. Руководство по эксплуатации. АИФ 2.821.016 РЭ. 2001. 5. Чижикова Т.В. Стандартизация, сертификация и метрология. Основы взаимозаменяемости. – М.: «КолосС», 2004. 6. Белкин И.М. Допуски и посадки (Основные нормы взаимозаменяемости). – М.: Машиностроение, 1992. ПРИЛОЖЕНИЯ УЗЛЫ ПРИБОРОВ – ПРИМЕРЫ ВЫПОЛНЕНИЯ СБОРОЧНЫХ ЧЕРТЕЖЕЙ 1.
2.
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-24; просмотров: 160; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.10.137 (0.008 с.) |