
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчёт параметров режимов автоматической сварки на флюсовой подушке ⇐ ПредыдущаяСтр 4 из 4
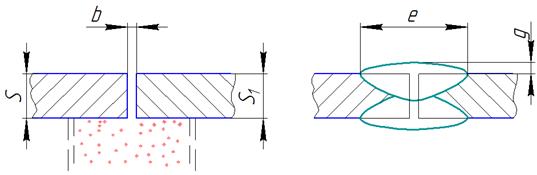
Исходные данные: - основной металл – сталь 09Г2С ГОСТ 19281-89; - толщина металла – 16 мм; - сварочный флюс – флюс АН-348А ГОСТ 9087-81; - сварочная проволока – Св-08ГА ГОСТ 2246-70; - тип соединения – стыковое; - тип шва – кольцевой; - тип шва по количеству проходов – двухпроходный разносторонний; - тип сварного соединения – С29 ГОСТ 8713-79. Оно представлено на рисунке 6.
Рисунок 6 - Конструктивные элементы подготовленных кромок свариваемых деталей и шва сварных соединений типа С29 ГОСТ 8713-79
Согласно ГОСТ 8713-79, кромки деталей и сварной шов имеют следующие конструктивные параметры: толщины S = S1 = 16,0 мм; e = 34 мм, не более; b = 4 Расчёт режима сварки начинают с того, что задают требуемую глубину провара при сварке с первой стороны, которая устанавливается равной:
где S – толщина металла, мм. Тогда
Принимаем толщину провара h = 9 мм. Силу сварочного тока, необходимую для получения заданной глубины проплавления основного металла, рассчитывают по формуле:
Допустимы значения Диаметр сварочной проволоки рассчитывают по формуле:
где Iсв – сила сварочного тока, А; π – 3,14; j – плотность тока, приближенные значения которой приведены в таблице 9.
Таблица 9 - Допускаемая плотность тока в электродной проволоке при автоматической сварке стыковых швов
Тогда:
Рекомендуемое значение Определяем коэффициент наплавки
Принимаем коэффициент наплавки Скорость сварки электродной проволокой диаметром 5 мм рассчитываем по формуле:
Допустимо значение Оптимальное напряжение дуги может быть определено по формуле:
Тогда
Допустимым является напряжение на дуге Скорость подачи сварочной проволоки
где Тогда
Допустимо значение Погонная энергия при сварке определяется по формуле:
где Тогда
Из ОСТ 26.260.3-2001 принимаем величину вылета проволоки Определяем коэффициент формы провара:
где
Для автоматической сварки При установленной скорости сварки площадь наплавленного металла за данный проход в см
Далее определим основные размеры шва: фактическую глубину проплавления h (22), ширину шва е (23) и высоту валика g (24):
Так как фактическая глубина провара равна требуемой, то режим сварки обратной стороны шва принимаем равным рассчитанному. Определяем основное машинное время:
Так как проходов 2, то окончательное основное машинное время 30 мин. Полученное значение превосходит аналогичный параметр ручной дуговой сварки более, чем в 8 раз, следовательно, рационально использование автоматической сварки на флюсовой подушке.
|
|||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 832; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.239.148 (0.007 с.) |
 ± 1,0 мм; g = 2,5 ± 2,0 мм.
± 1,0 мм; g = 2,5 ± 2,0 мм. , (12)
, (12) мм.
мм. ; (13)
; (13) А.
А. А. Принимаем
А. Принимаем  , мм, (14)
, мм, (14) мм.
мм. мм. Следовательно, принимаем диаметр сварочной проволоки
мм. Следовательно, принимаем диаметр сварочной проволоки  , который при сварке постоянным током обратной полярности:
, который при сварке постоянным током обратной полярности: ; (16)
; (16) м/ч.
м/ч. м/ч. Принимаем скорость сварки
м/ч. Принимаем скорость сварки  м/ч.
м/ч. . (17)
. (17) В.
В. = 36…38 В. Принимаем напряжение дуги
= 36…38 В. Принимаем напряжение дуги  определяем по формуле:
определяем по формуле: , (18)
, (18) = 7,8 г/см
= 7,8 г/см  - плотность наплавленного металла шва.
- плотность наплавленного металла шва. м/ч.
м/ч. м/ч. Следовательно, принимаем
м/ч. Следовательно, принимаем  м/ч.
м/ч. , (19)
, (19) = 0,80…0,95 - КПД при механизированных и автоматических способах сварки. Принимаем
= 0,80…0,95 - КПД при механизированных и автоматических способах сварки. Принимаем  Дж/см
Дж/см  .
. мм.
мм. , (20)
, (20) – коэффициент, зависящий от рода и полярности. При постоянном токе обратной полярности
– коэффициент, зависящий от рода и полярности. При постоянном токе обратной полярности  .
. должен находиться в пределах 1…3,5. Как мы видим, форма провара в нашем случае оптимальна.
должен находиться в пределах 1…3,5. Как мы видим, форма провара в нашем случае оптимальна. ; (21)
; (21) см
см  ; (22)
; (22) мм;
мм; ; (23)
; (23) мм;
мм; ; (24)
; (24) мм.
мм. с = 15 мин.
с = 15 мин.


