
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кодирование чертежей деталей типаСодержание книги
Поиск на нашем сайте
КОДИРОВАНИЕ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ ТИПА “ТЕЛА ВРАЩЕНИЯ” В ПМК САПР ТП
Методические указания к выполнению лабораторной работы по дисциплине «Современная металлообработка», Раздел «Основы технологии автоматизированного производства в машиностроении» для студентов специальности: 6М072400 «Технологические машины и оборудование»
Составители: д. т. н., профессор Л.М. Акулович; к.т.н., доцент С.И. Мендалиева; к.т.н., доцент Л.Е. Сергеев
Астана 2015 Настоящая лабораторная работа предусматривает освоение методики разработки исходных данных для автоматизированного проектирования технологических процессов в системе САПР ТП PRAMEN путем кодирования общих сведений о деталях типа тела вращения и сведений о ее поверхностях по данным чертежей деталей. Цель работы: Закрепить теоретические знания о методах компьютерного проектирования технологических процессов механической обработки, в том числе изучить методы разработки исходных данных для автоматизированного проектирования технологических процессов (ТП). Приобрести навыки анализа чертежей деталей и проработки их на технологичность. Освоить методику кодирования чертежей деталей типа тела вращения с использованием программно-методического комплекса (ПМК) САПР ТП PRAMEN. Студент должен знать: 1. Правила оформления чертежей деталей сельскохозяйственных машин и механизмов. 2. Структуру алгоритма автоматизированного проектирования ТП. 3. Последовательность проектирования технологических процессов. 4. Состав и комплектность технологической документации. 5. Правила кодирования в ПМК САПР ТП PRAMEN чертежей деталей типа тела вращения. 6. Правила задания в ПМК САПР ТП PRAMEN общих сведений о деталях типа тела вращения и их поверхностях. Студент должен уметь: 1. Легко и быстро читать чертежи машиностроительных деталей. 2. Вводить и преобразовывать исходные данные. 3. Уметь редактировать исходные данные после их ввода. 4. Читать тексты файлов DET 00 кодирования чертежей машиностроительных деталей. Основные положения Основными технологическими процессами в машиностроении являются механическая обработка и сборка. На их долю приходится более половины общей трудоемкости изготовления машины. В ходе технологической подготовки производства (ТПП) на каждую деталь разрабатывается технологический процесс ее обработки, на каждую сборочную единицу разрабатывается технологический процесс ее сборки. Кроме этого, в ходе ТПП разрабатывают технологические процессы изготовления заготовок, термической обработки деталей, покраски изделий и т.п. В заготовительных производствах особую значимость имеют технологические процессы и оборудование для изготовления заготовок из листовых материалов. Главной задачей автоматизации ТПП является: - снижение трудоемкости технологической подготовки производства; - сокращение сроков освоения выпуска новых изделий; - повышение качества разрабатываемых технологических процессов и продукции в целом. Во многих современных системах автоматизированного проектирования технологических процессов (САПР ТП) предусмотрен принцип накопления технологических знаний. Это позволяет разрабатывать качественные технологические процессы. Знания опытных технологов, накапливаемые в САПР ТП, сами технологические процессы, разработанные ими, которые могут быть взяты за основу при проектировании новых технологических процессов в САПР ТП, что позволит повысить общий уровень технологической подготовки производства. При использовании САПР ТП практически исключаются ошибки субъективного характера. Методические указания Языки проектирования Основным исходным материалом для автоматизированного проектирования технологического процесса в САПР ТП является информация о детали, содержащая описание конструкторско-технологических параметров поверхности на основании чертежа. Объем и структура сведений о детали определяются исходя из необходимости наличия для каждой элементарной поверхности полного набора конструкторско-технологических параметров и связей ее с другими элементарными поверхностями. Чтобы удовлетворить все требования, предъявляемые как к процессу занесения, так и к полноте создаваемых наборов данных о детали, разработан и реализован язык описания деталей и заготовок (ЯОДЗ). ЯОДЗ представляет пользователю средства описания чертежа детали с минимальным набором кодификаторов конструкторско-технологических понятий, максимальным исключением повторных записей параметров, относящихся к разным элементарным поверхностям, а также средства макроописания групп элементарных поверхностей. При подготовке исходных данных о детали с использованием ЯОДЗ формируются: - общие сведения о детали (наименование и обозначение детали по чертежу); - сведения о материале детали, термической обработке, заготовке; - сведения об основных поверхностях контура детали, включая их размерные и точностные характеристики, а также связи с другими поверхностями по техническим требованиям; - сведения о дополнительных поверхностях, лежащих на основных, их размерные и точностные характеристики, а также связи с другими поверхностями по техническим требованиям. Структура информации о поверхностях детали представляется в виде описания ее геометрического контура и дополнительных элементов. Геометрический контур детали составляют основные, вспомогательные и сопрягающие элементы. Для деталей типа "тела вращения" к основным элементам контура относятся цилиндрические, торцовые и конусные поверхности. Номера основным элементам, составляющим контур детали, присваиваются последовательно цифрами от 1 до 99, начиная с крайнего левого торца по часовой стрелке. К вспомогательным элементам контура относятся канавки, лежащие между цилиндрическими и торцовыми поверхностями, не требующие задания привязочного размера (для выхода шлифовального круга и резьбового резца, угловые). К сопрягающим элементам относятся фаски и скругления (галтели), которые расположены между пересекающимися основными поверхностями. Языки проектирования ориентированы на пользователей – проектировщиков и предназначены для эксплуатации САПР, в том числе и САПР технологических процессов (САПР ТП). На них мы и остановимся более подробно. Эта группа языков делится на: · входные; · внутренние; · выходные. Входные языки являются средством взаимодействия пользователя с САПР в ходе подготовки и ввода исходных данных. Внутренние языки обычно скрыты от рядового пользователя и служат для представления информации, передаваемой между различными подсистемами САПР и ЭВМ. Выходные языки обеспечивают оформление результатов проектирования в текстовом или графическом виде. Место языков проектирования на различных этапах переработки информации в САПР ТП (один из вариантов) показано на рисунке 1.
Рисунок 1 – Использование языков проектирования на различных этапах преобразования информации в САПР ТП
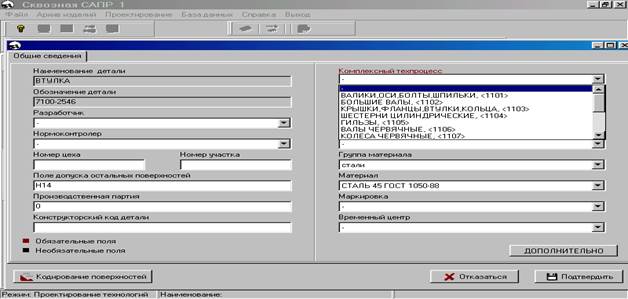
Кодирование исходных данных Кодирование исходных данных осуществляется по: - общим сведениям; - основным поверхностям; - дополнительным поверхностям; - с помощью сценариев и графических слайдов. Основной смысл кодирования заключается в следующем: - на экран дисплея автоматически выводится директивный запрос (сценарий) на введение характеристик детали; - технолог выполняет на клавиатуре терминала соответствующий набор и вводит информацию. Кодирование общих сведений о детали осуществляется с помощью разработанных сценариев (Рисунок 14), которые представляют собой совокупность вопросов для формирования информации о детали. Общие сведения кодируются в двух окнах: - первое окно содержит перечень вопросов: разработчик, нормоконтролер, № цеха, участка, комплексный техпроцесс, материал и др.; - второе окно – ДОПОЛНИТЕЛЬНО содержит вопросы о заготовке, термообработке, габаритах детали.
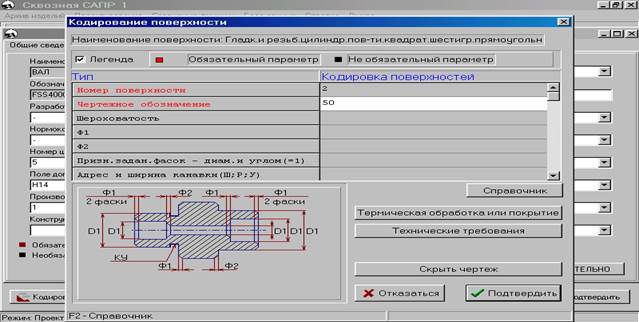
Рисунок 14 Характеристики детали могут быть обязательными (красный цвет наименования поля) для заполнения и проверяются на заполненность. При формировании сведений о поверхностях на экран дисплея выводится графическое изображение элемента и сценарий к нему (Рисунок 15). При выходе из кодирования поверхностей обязательные параметры (красный цвет наименования поля) проверяются на заполненность и, если значение параметра не заполнено, то предлагается его заполнить.
Рисунок 15 В режиме ввода исходных данных осуществляется корректировка (редактирование) исходных данных и графический контроль описанной детали (тел вращения). Функции корректировки: - корректировка с использованием сценария для заполнения данных по поверхности; - введение новой строки F (новой поверхности); - удаление строки F (поверхности); - удаление всех строк F. Кодирование осуществляется в диалоговом режиме по сценариям с использованием графических слайдов. Работа функции "Кодирование" обеспечивает формирование общих сведений о детали, а также структур описания основных и дополнительных поверхностей. На данном этапе происходит автоматическое заполнение наименования, обозначения и применяемости из архива конструкторско-технологической информации о детали (Архив КТИД). Кодирование деталей заключается в заполнении следующих разделов: - общее описание детали (наименование, обозначение, применяемость, масса, принадлежность и т.д.); - характеристика используемого материала (вид, профиль, марка, твердость); - основные данные по заготовке (вид, размеры); - стандартная характеристика поверхностей (условный номер, припуск, сопрягаемые поверхности и др.); - оригинальная характеристика поверхностей (размеры, допуски, технические условия на обработку); - размерное сопряжение поверхностей (размеры, связывающие поверхность с другими элементами детали, допуски на эти размеры); - точностные зависимости поверхностей (соосность, перпендикулярность, взаимное биение и др.). Часть вышеперечисленных разделов являются обязательными для заполнения технологом, остальные в случае незаполнения – формируются автоматически. Вся информация, заносимая при кодировании деталей типа "тела вращения", делится на строки с 4-мя типами записей: - запись строки S содержит коды разработчика и нормоконтролера; - записи строк Т и R содержат общие сведения о детали (наименование и обозначение детали по чертежу, масса детали, сведения о материале, термической обработке, заготовке и др.); - запись строк F содержит сведения о поверхностях детали, их размерность и точностные характеристики, а также связи с другими поверхностями по техническим требованиям. Диалог построен на запросах к пользователю, требующих ввод данных в отдельные поля на экране с клавиатуры или с поиском соответствующих данных в справочниках с последующим их переносом в нужное поле. Предусмотрено формирование какого-либо параметра по умолчанию, при этом в исходные данные заносится константа, указанная в соответствующей строке сценария. Заносимая исходная информация о детали записывается в рабочий файл с именем DET00.000 и при выходе из режима "Кодирование" передается в архив КТИД. При кодировании следует соблюдать общие правила: - знак умножения в чертежном обозначении резьб заменять на знак * (звездочка), например: M20х1,5 - M20*1.5 - вместо десятичной запятой ставить точку; - размер с допуском записывать в одну строку, например: +0,02 Ф50 - 0,01 следует записать 50(+0.02-0.01) если значения допусков одинаковые, запись можно сократить, например: +0,1 Ф50 -0,1 можно записать 50(+-0.1); - максимальная длина данного в графах (количество символов, включая пробелы, точки и т.п.) не должна превышать количества знаков, указанных в таблицах правил заполнения общих сведений о детали (табл.2) и сведений о поверхностях (табл.3). Структура данного действительного типа в таблицах имеет вид: X...X X...X
- кодирование элементов детали производится в строках с типом записи F в любой последовательности; - при заполнении строк с типом записи F и R используется буквенный адрес конкретного данного, при этом порядок записи данного с адресом произвольный; - примеры че ртежей деталей и заполнения кодировочной карты приведены в документе: "ПМК САПР ТП. Комплект режима "Поиск аналога" заключается в быстром поиске в архиве КТИД детали-аналога по приложениям". Функциональное назначение заданному признаку (группе признаков). Для этого предлагается экранное меню - таблица 1, содержащее этот набор признаков. Для заполнения наименования, материала, заготовки, разработчика используются справочники - подсказки. Результатом поиска аналога является список обозначений деталей, соответствующих указанным признакам. Выбирая и просматривая исходные данные о деталях по списку, пользователю предоставляется возможность определить деталь - аналог, а затем в режиме " Корректировка " внести изменения в существующие исходные данные. Для этого высвечивается рабочий файл DET00. 000 в виде списка строк, и при выборе одной из них высвечивается соответствующий сценарий и рисунок (для поверхностей) и все значения можно изменять. Существует также возможность вставить или удалить какой-либо элемент. Таблица 1 – Признаки поиска в архиве
Используемые при работе файлы: файлы сценариев: MSC000.TXT - сценарий для общих сведений о детали; MSC001.TXT - сценарий для основных и дополнительных поверхностей тел вращения; MSC002.TXT - сценарий для основных и дополнительных поверхностей плоских деталей; MSC003.TXT - сценарий для основных и дополнительных поверхностей деталей сварных конструкций; MSC0TT.TXT - сценарий для термообработки и технических требований; MSC00Z.TXT - сценарий для кодирования заготовки. файлы справочников: MSC251:253.TXT, MSC255:256.TXT, MSC258:260.TXT, MSC262:264.TXT, MSC281:283.TXT, MSC290.TXT - справочники - кодификаторы; MSC261.TXT, MSC267.TXT,MSC280.TXT - справочники кодификаторы и комментарии; MSC257.TXT, MSC265:266.TXT, MSC268: 278.TXT,MSC285.TXT,MSC300.TXT - справочники комментарии; MSC254.TXT - иерархический справочник. файлы графических слайдов: GRI011:036.GRI,GRI050:125.GRI, GRI150:195.GRI,GRI218.GRI,GRI222:243.GRI рабочий файл: DET00.000 Основной смысл кодирования в диалоге заключается в следующем: - на экран дисплея автоматически выводится директивный запрос (сценарий) на введение характеристик детали; - технолог делает на клавиатуре терминала соответствующий набор и вводит информацию. Кодирование общих сведений о детали осуществляется с помощью разработанных сценариев, которые представляют собой совокупность вопросов для формирования информации о детали. При формировании сведений о поверхностях на экран дисплея выводится графическое изображение кодируемого элемента и сценарий к нему. Схема реализации задачи:
Задание сведений о поверхностях При выборе кнопки "Основные поверхности" высвечивается окно с кнопками: – "торец"; - "цилиндр"; - "конус". Если основная поверхность - конус, то перед тем, как ее закодировать необходимо сделать выбор, указав ее вид: - наружный; - внутренний. После определения варианта на экран подается окно с графическими изображениями конуса в зависимости от его расположения в контуре детали (для выявления поверхностей, ограничивающих конус с 2-х сторон). Выбрав нужный рисунок и нажав "Enter", подается соответствующий ему сценарий. При кодировании основной поверхности предлагается выбрать дополнительную, если такая на ней присутствует. Для этого на экран подаются справочники N1 или N2 в зависимости от вида основной поверхности. При выходе из кодирования основных поверхностей обязательные параметры (синий цвет строки ввода) проверяются на заполненность и, если параметр не имеет значения, предлагается его заполнить. При выборе кнопки "Дополнительные поверхности" выводится меню: - выбор - кодирование. По режиму "Выбор" на экран подается список всех дополнительных поверхностей (справочник N3) и при выборе одного названия высвечиваются слайды дополнительных поверхностей. Мышкой или стрелками, выбрав нужный слайд и нажав "Еnter", подается окно со списком номеров этой дополнительной поверхности, под которыми она может кодироваться. Нажатием клавиши "Ins" элемент меняет цвет и считается выбранным после нажатия "Enter". По всем помеченным номерам поверхности кодируются одна за другой. Справочник N1 Справочник N2 Дополнительные поверхности на цилиндре и конусе
Справочник N3 (тела вращения) Дополнительные поверхности
Правила заполнения сведений о поверхностях детали по графам приведены в таблице 2. Таблица 2
* в графе "номер поверхности" с адресом "А" записывать номер кодируемой основной (присваивается автоматически) или дополнительной поверхности. С адресами "Б" и "В" записывать номера поверхностей, ограничивающих поверхность А, по правилам заполнения согласно сценария диалоговой подготовки и графическому изображению. Кодирование заготовки Исходные данные по заготовке заполняются технологом или рассчитываются программно. Если заготовка-отливка, то необходимо обязательно кодировать, указывая код заготовки, габаритные размеры и количество деталей в заготовке. Для остальных видов заготовку можно не кодировать. Если при кодировании заготовки не указывается количество деталей в заготовке, то принимается "1". Наборы параметров, которые подаются на экран в зависимости от выбранного кода заготовки, представлены в приложении 3(MSC00Z.TXT). При заполнении следующих параметров можно высветить применяемость для выбора (по клавише F1): наружный диаметр – - для круга, поковки (CVP142-черные металлы, CVP442-цветные металлы); - для трубы (CVP112-черные металлы, CVP422-цветные металлы) размер под ключ – - для квадрата (CVP032); - для шестигранника (CVP022); толщина листа – - для листа (CVZ811-плоские детали, - CVZ812-тела вращения); толщина полосы – - для полосы (CVZ781, CVZ801). В скобках указаны имена таблиц, в которые занесена применяемость материала. Исходные данные по заготовке для деталей сварных конструкций (листовой и профильный прокат) являются обязательными для заполнения технологом: код заготовки - лист; полоса; швеллер; двутавр; равнополочный уголок; неравнополочный уголок; обязательные параметры: для листа, полосы – - толщина; - длину и ширину заготовки можно не кодировать - определится алгоритмически; для швеллера, двутавра – - номер профиля; для равнополочного уголка – - ширина полки, толщина полки; для неравнополочного уголка – - ширина меньшей полки, - ширина большей полки, - толщина полки. Длину заготовки для швеллера, двутавра и уголков можно также не задавать. Кодирование цементации Предусмотрены следующие варианты кодирования: 1) Если цементируется вся деталь, то в общие сведения (строка "R") заносится код цементации (24). 2) Если цементируется вся деталь, но некоторые поверхности необходимо предохранить от цементации, то в общие сведения (строка "R") заносится код цементации (24), а при описании нецементируемых поверхностей (строка "F") указывается код защиты от цементации (-24). 3) Если цементируется одна или несколько поверхностей, то в общие сведения (строка "R") код цементации не заносится, а в строке "F" указывается код цементации. Исходные данные для выполнения лабораторной работы 1. Чертеж или эскиз детали согласно индивидуальному заданию, выполненный на бумаге в произвольном масштабе. Индивидуальное задание каждому студенту выдает преподаватель из числа чертежей деталей общемашиностроительного назначения, находящихся в приложении “Альбом типовых деталей”, либо по чертежу детали курсового проекта. 2. Производственная программа выпуска деталей в год. 3. Технические и программные средства: - персональный компьютер; - програмно–методический комплекс автоматизированного проектирования технологических процессов механической обработки деталей и управляющих программ для станков с ЧПУ PRAMEN; - таблицы квалитетов точности и шероховатости поверхностей; - схемы условных обозначений отклонений формы и расположения поверхностей. Порядок выполнения работы 1. Проанализировать чертеж детали на предмет выявления конструкторских баз и технических требований. 2. Разработать чертеж детали согласно индивидуальному заданию с использованием графических пакетов КОМПАС или AutoCAD, внеся необходимые изменения и соблюдая требования ГОСТ к оформлению чертежей. Выполнить распечатку чертежа. 3. На чертеже нанести карандашом цифровое обозначение поверхностей в соответствии с требованиями “Руководство по подготовке исходных данных“ ОРГС 466454.017И2 (имеется в компьютере). 4. В режиме «Архив изделий» с использованием контекстного меню «Внести деталь в рабочий список» занести сведения о детали в «Рабочий список». 5. В режиме «Проектирование» занести в электронную таблицу общие сведения о детали. 6. В обозначенной согласно п.3 последовательности заполнить электронную таблицу описания поверхностей детали. 7. Выполнить с использованием экранного меню графический контроль правильности описания геометрии детали. 8. Записать в архив и сделать распечатку текста файла DET 00 кодирования чертежа детали. 9. Сравнить содержание текста полученного файла DET 00 с данными чертежа детали согласно индивидуальному заданию и при необходимости отредактировать файл, сформировать и распечатать технологический процесс. 10. Сделать выводы о выполненной работе. 11. Оформить отчет. Содержание отчета 1. Наименование работы. 2. Цель работы. 3. Описание сущности и особенностей разработки исходных данных для автоматизированного проектирования технологических процессов в САПР ТП. 4. Исходные данные для выполнения работы. 5. Методика выполнения работы. 6. Чертеж детали согласно индивидуальному заданию. 7. Распечатка и описание текста файла DET 00 кодирования чертежа детали и технологического процесса. 8. Выводы. 6. Контрольные вопросы 1. Сущность понятий автоматическое и автоматизированное проектирование? 2. Кодирование каких групп деталей по геометрическим признакам предусматривается в ПМК САПР ТП PRAMEN? 3. Какими видами поверхностей описываются детали типа тела вращения? 4. Назначение режима “Графический контроль”? 5. Понятие основных и дополнительных поверхностей в ПМК САПР ТП PRAMEN? Литература 1. Аверченков, В.И. Автоматизация проектирования технологических процессов: Учебное пособие для вузов / В.И. Аверченков, Ю.М. Казаков – Брянск: БГТУ, – 2004. 2. Система автоматизированного проектирования технологических процессов механической обработки деталей PRAMEN. Руководство по подготовке исходных данных. ОРГС 466454.017И2. 3. Система автоматизированного проектирования технологических процессов механической обработки деталей PRAMEN. Руководство пользователя. ОРГС 4664.013.И3.
КОДИРОВАНИЕ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ ТИПА “ТЕЛА ВРАЩЕНИЯ” В ПМК САПР ТП
Методические указания к выполнению лабораторной работы по дисциплине «Современная металлообработка»,
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 1152; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.11 (0.009 с.) |



 первый размер:
диаметральный D1
первый размер:
диаметральный D1



