
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Принцип действия валковых машин -каландры. Технологические операции, выполняемые на валковых машинах – каландрах
При каландровании происходит непрерывное продавливание полимерного материала через зазор между вращающимися навстречу друг другу обогреваемыми полыми валками, в результате которого образуется бесконечный тонкий лист или пленка. В отличие от обработки на вальцах, основной целью технологических операций, выполняемых на каландрах, является не изменение состояния или строения материала, а придание ему формы листа или наложение слоя полимера заданной толщины на листовой материал, непрерывно подаваемый в зазор между валками. В связи с этим требования к поверхности валков и точности поддержания зазоров между ними высокие. Каландры работают только в непрерывном режиме, и материал пребывает в каждом зазоре только один раз. Обычно каландрование производят на специализированных установках – каландровых агрегатах, главной частью которых является каландр. Схема типичного агрегата для изготовления пленки из ПВХ приведена на рис. 123. Приготовление композиции осуществляется в смесителе закрытого типа 1 (или смесителе непрерывного действия). Готовая смесь выгружается из смесителя на валки питательных вальцов 2, срезаемая с валков лента направляется в верхний зазор каландра 4. По пути к каландру лента проходит мимо головки детектора металла 3, прекращающего подачу массы в случае присутствия в ней крупных металлических включений. Этим предотвращается опасность повреждения валков попадающими в полимер металлическими предметами. Если питание каландра осуществляется от экструдера 9, на нем устанавливается стрейнирующая головка, решетка которой не пропускает никаких твердых предметов. В этом случае необходимость в установке детектора металла отпадает.
Кроме того, на каландрах выполняют операции по односторонней или двухсторонней обкладке тканей, а также операцию тиснения поверхности уже сформованного листового материала. Рассмотрим порядок выполнения этих операций на универсальном четырехвалковом каландре (рис. 124). Как видно из pис. 124, а каландр помимо основных рабочих органов (четырех валков 1, 2, 6 и 7) имеет множество вспомогательных механизмов: транспортеры для подачи резиновой смеси (4 и 10) и для приема готового изделия или полуфабриката (5); приводные (8 и 11) или свободно вращающиеся (3, 12, 13, 14) ролики для протягивания, направления или прижима к валку листовых материалов; наконец, кронштейн 15 для установки на нем шпуль, на которые наматывается (или с которых сматывается) рулонный материал.
Односторонняя обкладка ткани (рис. 124, б). Ткань, сматываясь с рулона 1, проходит через три направляющих ролика и затягивается в зазор между валками 3 и 4, куда поступает также и полимерная смесь. Прежде чем попасть в зазор, ткань некоторое время находится в контакте с горячим валком 4 и прогревается, что повышает надежность последующего соединения ее с полимерной смесью. Обкладка осуществляется при практическом отсутствии фрикции между валками 3 и 4. При промазке коэффициент фрикции может иметь значение до 1,4. Разность скоростей валков способствует более глубокому проникновению композита в поры ткани. Готовая ткань, выйдя из зазора, наматывается на среднюю приводную шпулю 2. Если необходима обкладка второй стороны ткани (рис. 124, в), то рулон снимают со средней шпули 2 и устанавливают вновь на нижнюю шпулю 3, на верхней же шпуле 1 устанавливается рулон прокладочной ткани. Обкладка осуществляется, как показано на pиc. 124, б. На шпулю 2 вместе с тканью, покрытой с двух сторон смесью, наматывается прокладочная ткань, предотвращающая слипание продукта в рулоне. Одновременная двухсторонняя промазка (рис. 124, г). Ткань, сматываясь с рулона 1, валиком 2 прижимается к горячей смеси на валке 3 и затем попадает в зазор между валками 3 и 4, где встречается со вторым слоем смеси. Приводным 5 и прижимным 6 роликами прорезиненная ткань подается на последующую обработку или на намотку в рулон с прослоечной тканью. Дублирование (рис. 124, д). Его выполняют, если, например, на ткань необходимо наложить дополнительный слой полимерной смеси. Ткань сматывается с рулона 1, причем прокладочная ткань, предотвращавшая слипание рулона, тут же наматывается на шпулю 2. Подлежащая дублированию ткань, проходя через направляющие валики, прижимным валиком 3 прикатывается к слою резиновой смеси на валке 4 и сразу подается на приемный транспортер 5.
Листование смеси (рис. 14, е). Полимерная смесь транспортером 1 подается в зазор между валками 2 и 3 предварительной калибровки. Последующее двухкратное пребывание в межвалковых зазорах обеспечивает высокую точность окончательной калибровки. Готовый лист отводится от каландра транспортером. По технологическому признаку каландры делятся на листовальные, промазочные, обкладочные (дублирующие) и тиснильные. Эти типы каландров, так же как и вальцы, различаются коэффициентом фрикции и набором вспомогательных механизмов. Все они выпускаются с приводом, позволяющим изменять частоту вращения валков в интервале 1–10. Минимальная (заправочная) окружная скорость поверхности валков должна быть не более б м/мин. Кроме отмеченных специализированных типов выпускаются универсальные лабораторные и промышленные каландры. Конструкция последних предусматривает бесступенчатое изменение коэффициента фрикции валков и достаточно полный набор вспомогательных механизмов. Основные классификационные конструктивные признаки каландров – это число валков и их размеры.
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 464; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.246.193 (0.005 с.) |
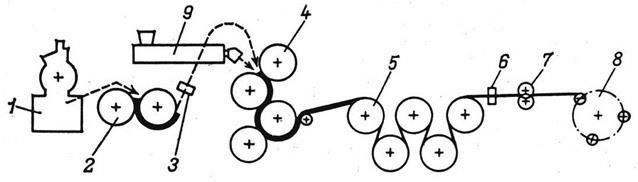 Выходящая из каландра 4 пленка поступает на охлаждающие барабаны 5; затем пленка проходит через толщиномер 6, приспособлениё для обрезания кромки 7 и принимается на бобину закаточного устройства 8.
Выходящая из каландра 4 пленка поступает на охлаждающие барабаны 5; затем пленка проходит через толщиномер 6, приспособлениё для обрезания кромки 7 и принимается на бобину закаточного устройства 8. Последний из основных конструктивных признаков, по которым классифицируют каландры, - это взаимное расположение валков. На pис. 125 показаны различные варианты расположения валков: а) Г-образное; б) L-образное; в) вертикальное; г) треугольное; д) Z-образное; е) S-образное.
Последний из основных конструктивных признаков, по которым классифицируют каландры, - это взаимное расположение валков. На pис. 125 показаны различные варианты расположения валков: а) Г-образное; б) L-образное; в) вертикальное; г) треугольное; д) Z-образное; е) S-образное.


