
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Электрохимическое нарезание каналовСодержание книги
Похожие статьи вашей тематики
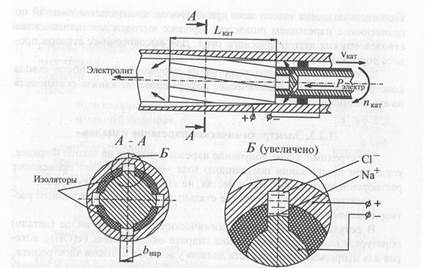
Поиск на нашем сайте Электрохимическое получение нарезов основано на законе Фарадея, когда при пропускании постоянного тока через электролит происходит растворение материала анода в местах, не защищенных изоляторами. Электролитом при обработке стальных деталей служит водный раствор поваренной соли NaCl. В результате прохождения химических реакций на аноде (детали) образуется пассивирующая пленка гидрата окиси железа Fe(OH)3, которая для непрерывности процесса должна удаляться потоком электролита. Схема процесса электрохимического образования нарезов в стволах подвижным катодом показана на рис. 1.28. Из схемы видно, что поток электролита проходит в катоде между изоляторами, выполненными по числу нарезов с шириной, равной полю нареза, и с необходимым углом их подъема. Для того, чтобы нарезы были изготовлены по всей длине канала с необходимой крутизной, катод при работе кроме осевого движения должен еще и вращаться. Растворение материала анода на поверхности канала за время прохождения катодом любого сечения, в этом сечении приводит к образованию канавок определенной глубины. Глубина эта зависит от сочетания электрохимических параметров и скорости осевого перемещения катода и должна получаться за время прохождения катодом расстояния, равного Следовательно, в начальный момент осевого перемещения катода глубина нареза будет равна нулю. Предложение вести процесс при неподвижном катоде, выполненном в соответствии с профилем поверхности канала, кажется естественным. Но этого не делают по двум основным причинам: первая - из-за большой длины нарезов протекание электролита между изоляторами будет затруднено, что вызовет нестабильное ведение процесса, и, как следствие, неодинаковость размеров нарезов, так как пассивирующая пленка будет удаляться с разных мест канала с различной скоростью. Вторая причина работы Рис. 1.28. Схема электрохимического получения нарезов подвижным катодом
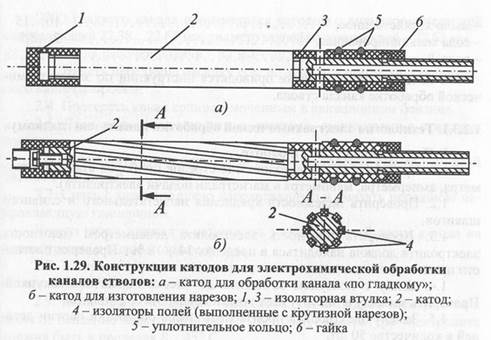
только с подвижным катодом - очень большие потребные мощности питающих электроустройств, из-за большой рабочей площади неподвижного катода. Например, для питания установки с неподвижным катодом при нарезании ствола калибром 30 мм и длиной 1200 мм требуется мощность порядка 140 кВт. При напряжении питания в 10 В и плотности тока 20 А/см2, ток должен быть около 14000 А, что потребует уникальных (практически невыполнимых) токоподводов. Процесс электрохимического нарезания обычно проходит в два перехода. Сначала канал обрабатывается катодом цилиндрическим, «по гладкому», а затем идет собственно процесс нарезания. Припуск на обработку «по гладкому» для пушки калибром 23 мм составляет порядка 0,7...0,8 мм на диаметр. Качество протекания процесса электрохимической обработки «по гладкому» и «нарезания» зависит от зазоров между обрабатываемой поверхностью канала и изоляторами катода. Например, для ствола калибром 23 мм эти зазоры равны 0,02 мм. Конструкции катодов для этих переходов приведены на рис. 1.29.
Инструменты-катоды чаще всего изготавливаются из латуни, а изоляторы - из органического стекла. При штатном ведении процесса в катоде изнашиваются только изоляторы, поэтому в технологической карте даются предельные количества нарезаемых труб, после чего изоляторы переклеиваются и перешлифовываются. Режимы электрохимической обработки каналов стволов:
1. напряжение, В10...15 2. плотность тока, А/см2 ~20 3. скорость протекания электролита у катода, м/с 8... 12 Состав элетролита: NaCl, %...... 20 Н20, %............ 80 После проведения операции электрохимической обработки каналы заготовок тщательно промываются горячей и холодной водой и пассивирующей жидкостью состава: 1. мыло хозяйственное, % 10... 15 2. сода кальцинированная, % 2...2,5 3. вода, %.......... 81,5...88 В качестве примера ниже приводятся инструкции по электрохимической обработке канала ствола.
|
||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 1303; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.248 (0.01 с.) |

 Станками для электрохимического нарезания обычно являются модернизированные шпалеровальные станки (см. рис. 1.26), у которых сняты механизмы, связанные непосредственно с работой шпалера, и поставлены устройства токоподводов и подачи электролита.
Станками для электрохимического нарезания обычно являются модернизированные шпалеровальные станки (см. рис. 1.26), у которых сняты механизмы, связанные непосредственно с работой шпалера, и поставлены устройства токоподводов и подачи электролита.


