
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
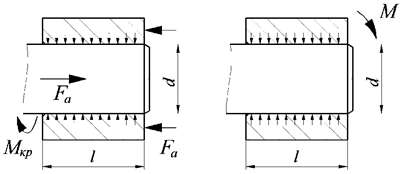
Расчет соединений с натягом.
Расчет соединения включает в себя определение необходимого натяга для обеспечения прочности сцепления и проверку прочности соединяемых деталей. Необходимая величина натяга определяется потребным давлением на посадочной поверхности. Давление При нагружении соединения осевой силой
где
При нагружении соединения вращающим моментом
При одновременном нагружении соединения вращающим моментом
Условие прочности:
Эти формулы без коэффициента концентрации распространимы на обычные соединения, у которых Коэффициент трения в соединениях собранных нагревом: детали стальные шлифованные, чисто точеные – вал оксидирован – вал оцинкован или оксидирован – покрытие абразивным микропорошком – Коэффициенты трения при сборке запрессовкой в 1,8…2 раза ниже, при сборке с охлаждением на 10% выше, при гидрозапрессовке на 10% ниже. Коэффициент запаса сцепления обычно рекомендуется При нагружении соединения изгибающим моментом
Расчетный натяг
где где
Минимальный натяг
где Rz 1, Rz 2, Ra 1, Ra 2 – параметры шероховатости поверхностей деталей. Если соединение работает при температуре, значительно отличающейся от температуры сборки (
где
где
Максимальный натяг, при котором будет возникать пластическая деформация:
где По рассчитанному натягу подбирается стандартный табличный натяг:
Ряд посадок с натягом в порядке возрастания натяга:
22. Шпоночные соединения 2.5.1 Общие сведения Шпоночное соединение – разъемное соединение, которое образует вал, шпонка и ступица (зубчатого колеса, шкива, звездочки и др.). Шпонка представляет собой соединительную деталь, устанавливаемую в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковыми или концевыми фрезами, в ступицах – протяжками. Виды шпоночных соединений Шпоночные соединения подразделяют на напряженные и ненапряженные. Клиновые шпонки (рис. 2.40) имеют уклон верхней грани 1:100. Такую шпонку устанавливают в паз и ударным способом загоняют на место, обеспечивая напряженное соединение. Клиновая шпонка распирает соединение, вызывая силу прижатия N (рис. 2.40 в), которая обеспечивает совместное вращение вала и ступицы за счет сил трения Основные недостатки клиновых шпонок: обязательная индивидуальная подгонка, что недопустимо при массовом производстве; наличие радиального смещения оси насаживаемой детали по отношению к оси вала, что вызывает дополнительное биение. Поэтому они применяются сравнительно редко – в основном в тихоходных передачах низкой точности и только для неподвижных соединений.
Клиновые шпонки бывают врезные (рис. 2.40 в), на лыске (рис. 2.40 г) и фрикционные (рис. 2.40 д). По форме торцов шпонки бывают без головки (рис. 2.40 а) и с головкой (рис. 2.40 б), для облегчения демонтажа.
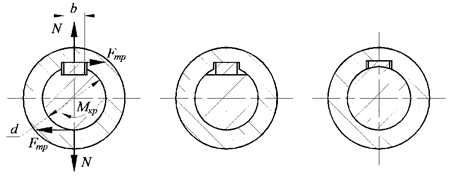
Призматические шпонки (ГОСТ 23360-78) (рис. 2.41) имеют параллельные грани. Они закладываются в паз на валу и не удерживают ступицу от осевого смещения. Рабочими гранями призматической шпонки являются боковые грани. Соединение является ненапряженным, поэтому для обеспечения центрирования и исключения контактной коррозии рекомендуется ступицы устанавливать на вал с натягом. Призматические шпонки выполняют с плоскими или скругленными концами (рис. 2.41 б). При этом в качестве длины рабочей поверхности принимается только длина прямого участка. Паз на валу обычно выполняют концевыми (пальцевыми) фрезами и его делают несколько длиннее шпонки для исключения пригонки ее торцов. Пазы на валу не рекомендуется доводить до ступенек вала, так как их врезание в галтель увеличивает концентрацию напряжений. Сквозные пазы на ступице выполняют протяжками, глухие пазы – долблением.
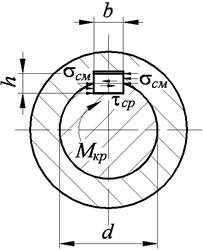
Ширина шпонки b выполняется с отклонением h9. Ширину шпоночного паза вала рекомендуется выполнять по P9, ширину шпоночного паза ступицы: При неподвижном соединении нереверсивной передачи – Js9; При неподвижном соединении реверсивной передачи – P9; При подвижном соединении – D10. При передаче крутящего момента боковая поверхность паза вала давит на боковую поверхность шпонки (рис. 2.42), которая в свою очередь передает давление на боковую поверхность паза ступицы. При этом шпонку испытывает сдвиг в сечении по границе вала и ступицы.
Сила, которую вызывает крутящий момент:
Площадь поверхности смятия и среза соответственно:
Напряжения смятия и среза соответственно:
где для шпонок с прямыми концами
При использовании подвижных шпоночных соединений (например, для подвижных блоков колес в коробках передач), шпонку прикрепляют к валу с помощью винтов (рис. 2.43) во избежания перекоса шпонки в пазе. Расчетная длина шпонки в этом случае будет определяться длиной ступицы: Порядок подбора стандартных шпонок: Назначается сечение шпонки (b × h) в зависимости от диаметра вала. Размеры сечения стандартных шпонок подобраны таким образом, что если шпонка выдержит смятие, то она выдержит и срез. Поэтому минимальную рабочую длину шпонки lр определяют по критерию прочности на смятие:
Сегментные шпонки (ГОСТ 24071-80) (рис. 2.44) представляют собой сегментную пластину, закладываемую в паз на валу соответствующей формы, выполненный с помощью фрезерования. Сегментные шпонки удобны при сборке и разборке, просты в изготовлении, менее чувствительны к точности изготовления из-за большей, чем у призматических шпонок глубины паза. В то же время большая глубина паза сильнее ослабляет вал, поэтому их применяют при сравнительно небольших крутящих моментах и только для неподвижных соединений. Сегментные шпонки имеют фиксированную длину, поэтому на длинных ступицах можно устанавливать несколько шпонок, при условии, что пазы будут располагаться в одной плоскости. Толщина шпонки b выполняется с отклонением h9. Ширину шпоночного паза вала рекомендуется выполнять по N9, ширину шпоночного паза ступицы: для нереверсивной передачи – Js9, для реверсивной передачи – P9.
Сегментные шпонки работают на смятие и срез. Напряжения смятия и среза соответственно:
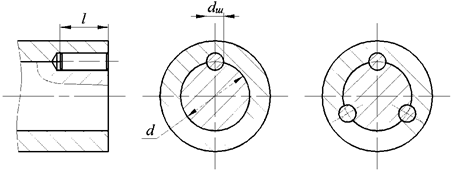
Цилиндрические шпонки (ГОСТ 3128-70, ГОСТ 12207-79) представляют собой цилиндрические штифты (рис. 2.45 а), устанавливаемые с натягом, отверстия под которые высверливаются на торце вала при сборке. Их можно использовать, только если ступица располагается на конце вала. Обычно это валы малой длины. К недостаткам следует отнести неудобство демонтажа.
Диаметр шпонки Цилиндрические шпонки работают на смятие и срез. Напряжения смятия (с учетом серпообразной эпюры распределения давления) и среза соответственно:
где z – число шпонок. Подбор шпонки осуществляют по критерию прочности на смятие. Длина шпонки
2.5.4 Материал шпонок и допускаемые напряжения В качестве материала шпонок обычно применяют среднеуглеродистые стали. Призматические шпонки изготавливают из чистотянутой стали в соответствии с ГОСТ 8787-68. Допускается применение других сталей с Допускаемые напряжения на смятие сильно зависят от посадки шпонки. В неподвижных соединениях: при посадках с натягом (в которых исключен перекос шпонки)
Шлицевые соединения. 2.6.1 Общие сведения Шлицевое соединение – разъемные соединения для передачи крутящего момента между валом и ступицей насаженной детали. Шлицевое соединение образуют выступы – зубья на валу и соответствующие впадины – шлицы в ступице. Рабочими поверхностями являются боковые поверхности зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профильными роликами. Шлицы ступицы получают протягиванием.
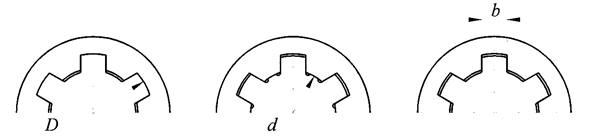
Шлицевые соединения стандартизированы и широко применяются в машиностроении. Виды шлицевых соединений Шлицевые соединения различают: по характеру соединения – неподвижные для закрепления деталей на валу и подвижные, допускающие перемещение ступицы вдоль вала (например, блока шестерен коробки передач); по форме зуба – прямобочные (рис. 2.46 а), эвольвентные (рис. 2.46 б), треугольные (рис. 2.46 в); по способу центрирования (для обеспечения совпадения геометрических осей вала и ступицы) – с центрированием по наружному диаметру D (рис. 2.47 а), по внутреннему диаметру d (рис. 2.47 б) и по боковым поверхностям зубьев (рис. 2.47 в). Зазор в контакте центрирующих поверхностей практически отсутствует, у нецентрирующих поверхностей – довольно значителен.
Прямобочные шлицы (ГОСТ 1139-80) (рис. 2.46 а) имеют простую форму. Обычно они центрируются по наружному диаметру (около 80%), центрирование по внутреннему диаметру применяется реже из-за более сложной формы впадины между зубьями (необходимо делать канавку у основания зуба для уменьшения концентрации напряжений). Центрирование по боковым поверхностям зубьев не обеспечивает точного центрирования, но обеспечивает более равномерное распределение нагрузки между зубьями и применяется для высоконагруженных ответственных валов. Эвольвентные шлицы (ГОСТ 6033-80) (рис. 2.46 б) имеют профиль аналогичный профилю зубьев зубчатых колес. Обладают повышенной прочностью из-за большего количества зубьев, более широкого основания зуба и меньшей концентрацией напряжений. Эвольвентные шлицы более технологичны. Для нарезания зубьев на валу требуется меньший набор более простых фрез, чем для нарезания прямобочных зубьев, из-за чего профиль получается точнее. Однако протяжки для ступиц более дороги, больше трудоемкость шлифования. Центрирование – по наружному диаметру и по боковым поверхностям. Треугольные шлицы (рис. 2.46 в) – как правило, неподвижные. Имеют небольшую высоту зуба и применяются в стесненных габаритах. Угол профиля в вершине 36°. 2.6.4 Расчет шлицевых соединений Шлицевые соединения рассчитываются на смятие:
где
Для неподвижных соединений с эвольвентными шлицами с химико-термической обработкой (цементация, азотирование) Для прямобочных шлицов Таблица 2.6 Рекомендуемые значения допускаемых напряжений смятия
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 1887; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.189.177 (0.065 с.) |
 должно быть таким, чтобы силы трения оказались больше внешних сдвигающих сил.
должно быть таким, чтобы силы трения оказались больше внешних сдвигающих сил. (рис. 2.38 а) условие прочности:
(рис. 2.38 а) условие прочности: , откуда
, откуда  ,
, – коэффициент трения;
– коэффициент трения; и
и  – диаметр и длина посадочной поверхности;
– диаметр и длина посадочной поверхности; – коэффициент запаса сцепления.
– коэффициент запаса сцепления. (рис. 2.38 б) условие прочности:
(рис. 2.38 б) условие прочности: , откуда
, откуда  .
.
 :
: .
. , откуда
, откуда 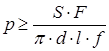 .
. .
. (рис. 2.38 г) условие прочности:
(рис. 2.38 г) условие прочности: .
.

 (мкм) связан с посадочным давлением
(мкм) связан с посадочным давлением 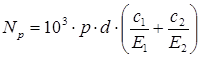 ,
, и
и 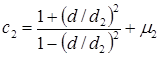 ,
, – диаметр отверстия охватываемой детали (для сплошного вала
– диаметр отверстия охватываемой детали (для сплошного вала  – наружный диаметр охватывающей детали (ступицы);
– наружный диаметр охватывающей детали (ступицы); и
и  – модули упругости материала соответственно вала и ступицы;
– модули упругости материала соответственно вала и ступицы; и
и  – коэффициенты Пуассона материалов соответственно вала и ступицы: для стали
– коэффициенты Пуассона материалов соответственно вала и ступицы: для стали  = 0,3; для чугуна
= 0,3; для чугуна  , измеряемый по вершинам микронеровностей, должен быть больше расчетного натяга на величину обмятия микронеровностей
, измеряемый по вершинам микронеровностей, должен быть больше расчетного натяга на величину обмятия микронеровностей  (рис. 2.33 в):
(рис. 2.33 в): ,
, ,
, = 20°), при разных коэффициентах линейного расширения материалов, то посадку выбирают по натягу:
= 20°), при разных коэффициентах линейного расширения материалов, то посадку выбирают по натягу: ,
, – температурное изменение натяга:
– температурное изменение натяга: ;
;  ;
;  ,
, ,
,  – коэффициент линейного расширения;
– коэффициент линейного расширения; ,
,  – рабочая температура деталей.
– рабочая температура деталей. ,
, – предел текучести материала ступицы.
– предел текучести материала ступицы.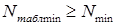 ,
,  .
. ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  .
. . Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
. Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
 .
. ;
;  .
. ;
; 
 – рабочая длина шпонки (длина прямого участка):
– рабочая длина шпонки (длина прямого участка): , для шпонок со скругленными концами
, для шпонок со скругленными концами  .
.
 .
. .
. ;
; 

 , длина
, длина  . Посадка с натягом, например
. Посадка с натягом, например  . Если прочности одной шпонки недостаточно, то устанавливают 2-3 шпонки, равномерно распределяя их по окружности (рис. 2.45 б).
. Если прочности одной шпонки недостаточно, то устанавливают 2-3 шпонки, равномерно распределяя их по окружности (рис. 2.45 б). ;
;  ,
, ):
): .
. 600 МПа. Целесообразно, чтобы материал призматических шпонок был менее прочным, чем материал вала и ступицы.
600 МПа. Целесообразно, чтобы материал призматических шпонок был менее прочным, чем материал вала и ступицы.
 110…200 МПа; при переходных посадках
110…200 МПа; при переходных посадках  60…90 МПа. Меньшие значения в указанных диапазонах – для чугунных и алюминиевых ступиц и при резких изменениях нагрузки.
60…90 МПа. Меньшие значения в указанных диапазонах – для чугунных и алюминиевых ступиц и при резких изменениях нагрузки.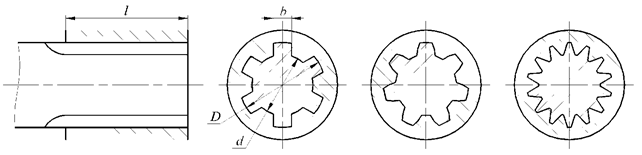
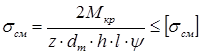 ,
, – средний диаметр соединения:
– средний диаметр соединения: 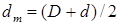 ;
; – высота зубьев:
– высота зубьев:  ;
; – коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев:
– коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев:  – допускаемые напряжения смятия на боковых поверхностях.
– допускаемые напряжения смятия на боковых поверхностях. ; то же для подвижных соединений
; то же для подвижных соединений  ; если химико-термической обработки нет, то
; если химико-термической обработки нет, то 


