
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Резьбовые соединения. Общие сведения. Классификация резьб.Стр 1 из 8Следующая ⇒
Эргономичность. Эстетичность. Резьбовые соединения. Общие сведения. Классификация резьб. Резьбовые соединения – разъемные соединения деталей с помощью резьбы или резьбовыми крепежными деталями – винтами, болтами, шпильками, гайками. Свыше 60% всех деталей имеют резьбу. Резьба – нанесенные на поверхность деталей винтовые канавки, с сечением, согласно профилю резьбы. Резьбу получают (формируют) методом резания, накатыванием (обработкой давлением), литьем и прессованием (композиционных материалов, порошков). Термин винт применяют как общий (объединяющий также болты и шпильки) и как частный (т.е. крепежная деталь, ввинчиваемая в деталь).
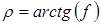
Классификация резьб Резьба может быть наружной и внутренней. В зависимости от формы поверхности резьба может быть цилиндрической и конической. В зависимости от направления винтовой линии резьбы бывают правые и левые. В зависимости от числа заходов резьба может быть однозаходной и многозаходной. В зависимости от назначения резьбы делятся на крепежные, крепежно-уплотняющие и кинематические (ходовые и грузовые). Крепежные резьбы применяют в резьбовых соединениях. Крепежные резьбы имеют треугольный профиль, отличающийся повышенным моментом сопротивления отвинчиванию, высокой прочностью. Как правило, крепежные резьбовые детали имеют однозаходную резьбу. Крепежно-уплотняющие резьбы применяют в соединениях, требующих герметичности (трубопроводы и т.д.). Они также имеют треугольный профиль, но без зазоров в сопряжении винта и гайки. Кинематические (ходовые и грузовые) резьбы применяют в передачах винт-гайка. Они имеют минимальный угол наклона рабочей поверхности резьбы (от 0° – у прямоугольной резьбы до 15° – у трапецеидальной резьбы), и, как следствие, меньшие потери на трение. Силы в резьбе. При рассмотрении сил в винтовой паре в качестве примера возьмем прямоугольную резьбу, которую развернем по среднему диаметру При приложении к гайке окружной силы
В результате разложения силы получаем:
где
Окружная сила трения в треугольной резьбе больше чем в прямоугольной, за счет большей площади поверхности резьбы при одинаковых параметрах резьбы. Сила давления на рабочую поверхность резьбы связана с осевой силой через угол наклона рабочей поверхности:
где Через эту зависимость выведем приведенный коэффициент трения и приведенный угол трения:
Для обеспечения самоторможения резьбы должно выполняться условие: приведенный угол трения должен превышать угол подъема резьбы:
Момент завинчивания гайки или винта с головкой:
где
Момент трения в резьбе:
Момент трения на торце гайки или головки:
где Момент трения на торце гайки составляет около 50% всего момента затяжки. Подставив полученные значения в формулу момента завинчивания, получим:
Для метрической резьбы можно принять:
КПД резьбы определяется как отношение полезной работы на винте к затрачиваемой работе на ключе при повороте на произвольный угол. Элементарное поступательное перемещение винта
КПД собственно резьбы без учета сил трения на торце:
При КПД винта с учетом трения на торце гайки:
Крепёжные детали. Наибольшее распространение среди резьбовых крепежных деталей получили крепежные болты, винты, шпильки и гайки. При сборке и разборке резьбового соединения крепежные детали поворачивают или удерживают от поворота соответствующим инструментом (ключом, отверткой) или непосредственно рукой. Встречаются также резьбовые детали с закладными головками, располагаемыми в пазу одной из соединяемых деталей.
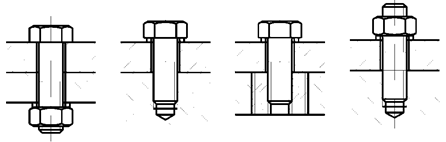
Болты используются с гайкой (рис. 2.9 а) и применяются в тех соединениях, где возможно обеспечить доступ к обоим концам болтового соединения. При затяжке болтового соединения вращают гайку, а болт удерживают от проворачивания. Болтовое соединение предпочтительнее использовать: при соединении деталей сравнительно небольшой толщины; для соединения деталей из материалов не обеспечивающих достаточную прочность и долговечность резьбы, выполненной непосредственно на детали; при необходимости частого завинчивания и отвинчивания. Болты не требуют нарезания резьбы в детали, но не всегда удобны при сборке и не способствуют приданию машине удобных гладких форм. Винты вкручиваются в резьбовые отверстия, выполненные в детали (рис. 2.9 б). Винтовые соединения используются: при отсутствии доступа к одной из сторон соединения; в случае достаточной прочности материала детали и достаточной ее толщины; при жестких требованиях к массе соединения. Для повышения износостойкости резьбы в корпусах из материалов невысокой прочности используют втулки (рис. 2.9 в), которые завинчивают или заливают в отверстие в корпусе. Соединение с помощью шпильки (рис. 2.9 г) применяется в случаях: для соединения толстых пакетов деталей – вместо болтового соединения; при необходимости частого завинчивания и отвинчивания в корпусах из материалов невысокой прочности – вместо винтового соединения. Болты и винты представляют собой цилиндрический стержень с резьбой на одном конце и головкой на другой. Головки болтов и винтов подразделяют на: а) захватываемые инструментом снаружи головки; б) захватываемые инструментом изнутри или с торца головки; в) препятствующие проворачиванию. Некоторые виды головок представлены на рис. 2.10. Головки с наружным захватом допускают наибольшую силу затяжки, но требует много места для поворота ключа. Наиболее распространены шестигранные головки (рис. 2.10 а), для затяжки которых требуется относительно небольшой оборот ключа (на 1/6 оборота). Шестигранные головки бывают нормальной и повышенной точности, с нормальным и уменьшенным размером под ключ, увеличенной, нормальной и уменьшенной высоты.
В условиях частого завинчивания и отвинчивания, например, в станочных приспособлениях, и при наличии свободного пространства для поворота ключа, применяют квадратные головки (рис. 2.10 б и 2.10 в). В условиях стесненных габаритов применяют винты с головками, имеющими на поверхности шлицы треугольного профиля (рис. 2.10 г). Такие головки требуют специальных торцевых ключей и поэтому имеют ограниченное применение. Головки с внутренним и торцевым захватом можно устанавливать в углублениях на детали, что уменьшает габариты, придает гладкую, удобную для обслуживания форму изделия, улучшает эстетику. Широкое распространение в последнее время получили головки с внутренним шестигранником (рис. 2.10 д). Размер шестигранника подобран таким образом, что максимальный момент затяжки, допускаемый ключом, соответствует прочности винтов и является предохранительным элементом от перетяжки.
Так же широко распространены головки со шлицами под обычную (рис. 2.10 к) и крестообразную (рис. 2.10 л) отвертки. Головки могут быть цилиндрическими (рис. 2.10 е), полукруглыми (рис. 2.10 ж), потайными (рис. 2.10 и) или полупотайными (рис. 2.10 з). Головки под обычную отвертку применяют для винтов малых размеров и для малых сил затяжки. Головки с крестообразным шлицом более совершенны и допускают несколько больший момент затяжки. Из головок, препятствующие проворачиванию, наиболее распространены закладные головки квадратной формы (рис. 2.10 б) или с двумя лысками (рис. 2.10 м), которые закладывают в специальные гнезда, выполненные в корпусе детали. Так же применяются круглые головки с усиком, вызывающим обмятие детали (рис. 2.10 н), или некруглым подголовком.
По форме стержня винты бывают: с нормальным стержнем (рис. 2.11 а); с утолщенным стержнем для установки в отверстие без зазора, для предотвращения сдвига соединяемых деталей (рис. 2.11 б); со стержнем уменьшенного диаметра и подголовком (центрирующим пояском) (рис. 2.11 в). Последние болты обладают повышенной податливостью и пониженной концентрацией напряжений у резьбы и применяются в ответственных соединениях, воспринимающих переменные и ударные нагрузки. На них иногда посередине делают поясок для гашения вибрации стержня (рис. 2.11 г).
Шпильки (рис. 2.12) представляют собой цилиндрический стержень с резьбой на обеих концах, меньший по длине резьбовой конец ввинчивается в резьбовое отверстие в детали, на другой конец накручивается гайка. Длина ввинчиваемого конца l 1 зависит от прочности материала детали, в отверстие которой ввинчивается шпилька, и может быть от Для предотвращения вывинчивания шпилек из корпуса, их фиксируют (стопорят) посадкой на резьбе с натягом, завинчиванием на сбег резьбы, с помощью клея и т.д. Гайки представляют собой втулки с внутренней резьбой (рис. 2.13). Наиболее распространены гайки шестигранной формы (рис. 2.13 а). Они могут изготавливаться нормальной и повышенной точности, с нормальным и уменьшенным размером под ключ, увеличенной, нормальной и уменьшенной высоты.
При шплинтовании резьбового соединения используются специальные прорезные и корончатые гайки (рис. 2.13 б), обычно с увеличенной общей высотой. Для предотвращения самопроизвольного отворачивания применяются самостопорящиеся гайки с нейлоновым кольцом (рис. 2.13 в). Колпачковые гайки (рис. 2.13 г) используются для защиты резьбового конца, а также в целях безопасности и эстетики. В условиях относительно малых (для данного номинального диаметра) нагрузок, преимущественно для валов, применяют круглые гайки со шлицами (рис. 2.13 д) или с отверстиями. Гайки, часто завинчиваемые и отвинчиваемые от руки (при малой силе затяжки) выполняют в виде барашка (рис. 2.13 е) или круглой формы с накаткой.
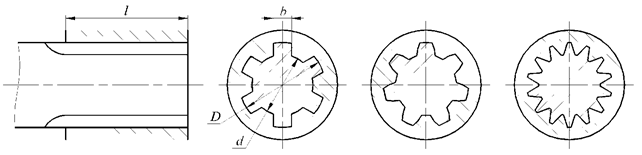
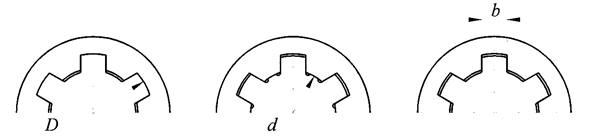
Для предохранения резьбовых соединений от самопроизвольного отвинчивания применяются следующие способы: · контрогайка; · шплинтование, применение проволочных замков; · пружинные шайбы; · самостопорящиеся гайки с нейлоновым кольцом; · шайбы и планки с отгибающимися краями; · кернение резьбы. Шлицевые соединения. 2.6.1 Общие сведения Шлицевое соединение – разъемные соединения для передачи крутящего момента между валом и ступицей насаженной детали. Шлицевое соединение образуют выступы – зубья на валу и соответствующие впадины – шлицы в ступице. Рабочими поверхностями являются боковые поверхности зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профильными роликами. Шлицы ступицы получают протягиванием. Шлицевые соединения стандартизированы и широко применяются в машиностроении. Виды шлицевых соединений Шлицевые соединения различают: по характеру соединения – неподвижные для закрепления деталей на валу и подвижные, допускающие перемещение ступицы вдоль вала (например, блока шестерен коробки передач); по форме зуба – прямобочные (рис. 2.46 а), эвольвентные (рис. 2.46 б), треугольные (рис. 2.46 в); по способу центрирования (для обеспечения совпадения геометрических осей вала и ступицы) – с центрированием по наружному диаметру D (рис. 2.47 а), по внутреннему диаметру d (рис. 2.47 б) и по боковым поверхностям зубьев (рис. 2.47 в). Зазор в контакте центрирующих поверхностей практически отсутствует, у нецентрирующих поверхностей – довольно значителен.
Прямобочные шлицы (ГОСТ 1139-80) (рис. 2.46 а) имеют простую форму. Обычно они центрируются по наружному диаметру (около 80%), центрирование по внутреннему диаметру применяется реже из-за более сложной формы впадины между зубьями (необходимо делать канавку у основания зуба для уменьшения концентрации напряжений). Центрирование по боковым поверхностям зубьев не обеспечивает точного центрирования, но обеспечивает более равномерное распределение нагрузки между зубьями и применяется для высоконагруженных ответственных валов.
Эвольвентные шлицы (ГОСТ 6033-80) (рис. 2.46 б) имеют профиль аналогичный профилю зубьев зубчатых колес. Обладают повышенной прочностью из-за большего количества зубьев, более широкого основания зуба и меньшей концентрацией напряжений. Эвольвентные шлицы более технологичны. Для нарезания зубьев на валу требуется меньший набор более простых фрез, чем для нарезания прямобочных зубьев, из-за чего профиль получается точнее. Однако протяжки для ступиц более дороги, больше трудоемкость шлифования. Центрирование – по наружному диаметру и по боковым поверхностям. Треугольные шлицы (рис. 2.46 в) – как правило, неподвижные. Имеют небольшую высоту зуба и применяются в стесненных габаритах. Угол профиля в вершине 36°. 2.6.4 Расчет шлицевых соединений Шлицевые соединения рассчитываются на смятие:
где
Для неподвижных соединений с эвольвентными шлицами с химико-термической обработкой (цементация, азотирование) Для прямобочных шлицов Таблица 2.6 Рекомендуемые значения допускаемых напряжений смятия
Проверка на самоторможение Под самоторможением понимается обеспечение невозможности самопроизвольного движения винта под действием рабочей нагрузки (самопроизвольное раскручивание). Для обеспечения самоторможения механизма должно выполняться условие:
где
Угол подъема винтовой линии
где
Приведенный угол трения
где Таблица 3.1
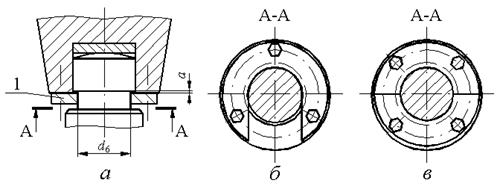
3.4.3 Выбор конструкции пяты В качестве примера рассмотрим конструкцию пяты винтового домкрата. Под пятой подразумеваем опорную поверхность, к которой прикладывается осевое усилие Q со стороны чашки домкрата (для других конструкций – со стороны других деталей). При вращении винта чашка домкрата остается неподвижной, поэтому на опорной поверхности пяты возникает трение, для уменьшения которого применяют смазку. Наиболее простой по конструкции и по способу установки будет кольцевая пята (рис. 3.4 а), но из-за относительно большой величины момента трения ее можно рекомендовать только для домкратов небольшой грузоподъемности (до 2 тонн). Кроме того, в некоторых механизмах, где по конструкции требуется хвостовик винта для крепления маховичка, кольцевая пята будет единственно возможным вариантом. Момент трения на кольцевой пяте будет равен:
где Диаметр d 3 можно принять Диаметр d 4 находится из условия износостойкости трущихся деталей:
где
Сплошная пята (рис. 3.4 б, в) позволяет снизить момент трения на пяте:
Диаметр d 5 должен таким, чтобы давление на поверхности трения, как и на кольцевой пяте, не превышало
Для уменьшения износа, и, следовательно, увеличения срока службы опорную поверхность пяты целесообразно подвергнуть поверхностной или объемной закалке до твердости HRC 40-56, или запрессовать в чашку закаленный вкладыш – подпятник 1 (рис. 3.4 б, в). Шлифование опорных поверхностей пяты и подпятника позволит снизить коэффициент трения до величины Сферическая пята (рис. 3.4 г) обеспечивает еще меньший момент трения за счет значительно меньшей площади трения. Рабочая поверхность пяты и подпятника должны иметь твердость HRC 40-56. Радиус сферы R находится из условия контактной прочности рабочих поверхностей:
где допускаемое контактное напряжение: где
Величина в случае объемной закалки деталей (HRC 40-56):
при поверхностной закалке (HRC 40-56):
Диаметр круговой площадки контакта, получающийся в результате деформации сжимаемых тел определяется по формуле:
Момент трения в сферической пяте:
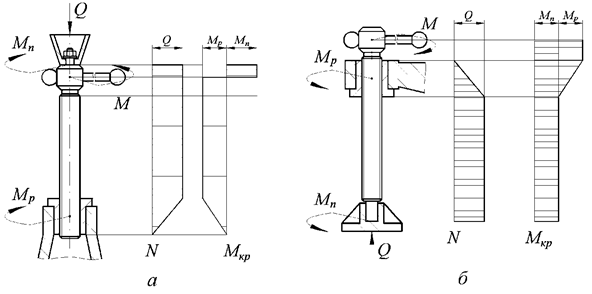
Еще одним достоинством данной конструкции пяты является центральное нагружение винта даже при неперпендикулярности опорной поверхности подпятника относительно оси винта. На рисунке 3.4 б и 3.4 в показаны два варианта крепления чашки домкрата: с помощью установочного винта 2 (по ГОСТ 1478-93, ГОСТ 1482-93) или запорного кольца 3 (по МН 470-61). Возможны другие способы крепления, например, с помощью стопорной планки 1 (рис. 3.6 а). Стопорная планка может быть с прорезью (рис. 3.6 б) или состоять из двух полуколец (рис. 3.6 в). Расчет прочности винта Проверка на прочность винта выполняется по условию прочности на одновременное действие сжатия и кручения. В качестве расчетного сечения берется самое тонкое сечение на самом нагруженном участке винта, т.е. на участке, где N и Mкр имеют наибольшее значение. Для определения этого участка строятся эпюры (рис. 3.7).
Момент трения в резьбе определяется по формуле:
Расчет на прочность ведется по эквивалентному напряжению:
где
A1 – площадь поперечного сечения винта; Mкр – момент, скручивающий винт в опасном сечении; Wp1 – полярный момент сопротивления поперечного сечения винта в опасном сечении; d min – диаметр опасного сечения винта. В качестве опасного сечения принимают сечение, нагруженное осевой силой Q и максимальным крутящим моментом (рис. 3.7) и при этом имеющий минимальный диаметр. Допускаемое напряжение
Эргономичность. Эстетичность. Резьбовые соединения. Общие сведения. Классификация резьб. Резьбовые соединения – разъемные соединения деталей с помощью резьбы или резьбовыми крепежными деталями – винтами, болтами, шпильками, гайками. Свыше 60% всех деталей имеют резьбу. Резьба – нанесенные на поверхность деталей винтовые канавки, с сечением, согласно профилю резьбы. Резьбу получают (формируют) методом резания, накатыванием (обработкой давлением), литьем и прессованием (композиционных материалов, порошков). Термин винт применяют как общий (объединяющий также болты и шпильки) и как частный (т.е. крепежная деталь, ввинчиваемая в деталь).
Классификация резьб Резьба может быть наружной и внутренней. В зависимости от формы поверхности резьба может быть цилиндрической и конической. В зависимости от направления винтовой линии резьбы бывают правые и левые. В зависимости от числа заходов резьба может быть однозаходной и многозаходной. В зависимости от назначения резьбы делятся на крепежные, крепежно-уплотняющие и кинематические (ходовые и грузовые). Крепежные резьбы применяют в резьбовых соединениях. Крепежные резьбы имеют треугольный профиль, отличающийся повышенным моментом сопротивления отвинчиванию, высокой прочностью. Как правило, крепежные резьбовые детали имеют однозаходную резьбу. Крепежно-уплотняющие резьбы применяют в соединениях, требующих герметичности (трубопроводы и т.д.). Они также имеют треугольный профиль, но без зазоров в сопряжении винта и гайки. Кинематические (ходовые и грузовые) резьбы применяют в передачах винт-гайка. Они имеют минимальный угол наклона рабочей поверхности резьбы (от 0° – у прямоугольной резьбы до 15° – у трапецеидальной резьбы), и, как следствие, меньшие потери на трение.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 659; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.115.120 (0.135 с.) |
 в наклонную плоскость, а гайку заменим ползуном (рис. 2.8 а).
в наклонную плоскость, а гайку заменим ползуном (рис. 2.8 а). , создаваемой моментом завинчивания
, создаваемой моментом завинчивания  , гайка, перемещаясь, создает давление на витки резьбы винта, равнодействующая которого и создает осевую силу
, гайка, перемещаясь, создает давление на витки резьбы винта, равнодействующая которого и создает осевую силу  . Сила взаимодействия наклонной плоскости с ползуном при относительном движении представляет собой равнодействующую нормальной силы и силы трения. Эта сила
. Сила взаимодействия наклонной плоскости с ползуном при относительном движении представляет собой равнодействующую нормальной силы и силы трения. Эта сила  .
. ,
, – угол подъема резьбы:
– угол подъема резьбы:  ;
; ;
; – коэффициент трения в резьбе.
– коэффициент трения в резьбе.
 ,
, – угол наклона рабочей поверхности.
– угол наклона рабочей поверхности. и
и  .
. .
. ,
, – момент трения в резьбе;
– момент трения в резьбе; – момент трения на торце гайки или головки винта.
– момент трения на торце гайки или головки винта. .
. ,
, – средний диаметр опорной поверхности торца гайки или головки винта.
– средний диаметр опорной поверхности торца гайки или головки винта.
 ;
;  ;
;  . Тогда при
. Тогда при  .
. связано с элементарным поворотом винта на угол
связано с элементарным поворотом винта на угол  :
:
 .
.




 – для стальных деталей, до
– для стальных деталей, до  – для деталей из алюминиевых сплавов.
– для деталей из алюминиевых сплавов.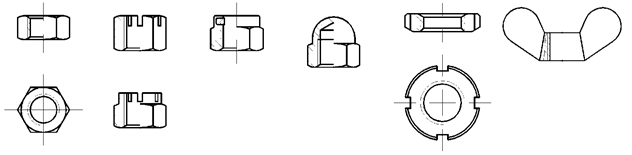
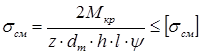 ,
, – крутящий момент;
– крутящий момент; – число зубьев;
– число зубьев; – средний диаметр соединения:
– средний диаметр соединения: 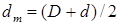 ;
; – высота зубьев:
– высота зубьев: 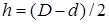 ;
; – длина зубьев;
– длина зубьев; – допускаемые напряжения смятия на боковых поверхностях.
– допускаемые напряжения смятия на боковых поверхностях. ; то же для подвижных соединений
; то же для подвижных соединений  ; если химико-термической обработки нет, то
; если химико-термической обработки нет, то  ,
, – приведенный угол трения;
– приведенный угол трения; – угол подъема винтовой линии;
– угол подъема винтовой линии; – коэффициент запаса самоторможения: для самотормозящихся механизмов
– коэффициент запаса самоторможения: для самотормозящихся механизмов  ,
, – шаг резьбы;
– шаг резьбы; – число заходов резьбы;
– число заходов резьбы; :
: ,
, – коэффициент трения, зависящий от шероховатостей рабочих поверхностей витков и материала гайки, выбирается по таблице 3.1.
– коэффициент трения, зависящий от шероховатостей рабочих поверхностей витков и материала гайки, выбирается по таблице 3.1. – угол наклона рабочей грани витка к торцевой плоскости винта: для упорной резьбы –
– угол наклона рабочей грани витка к торцевой плоскости винта: для упорной резьбы –  ,
, = 0,08…0,12 – коэффициент трения стальной чашки о стальной винт.
= 0,08…0,12 – коэффициент трения стальной чашки о стальной винт. , где d – наружный диаметр винта.
, где d – наружный диаметр винта. ,
, = 25…40 МПа – допускаемое давление на поверхности пяты.
= 25…40 МПа – допускаемое давление на поверхности пяты.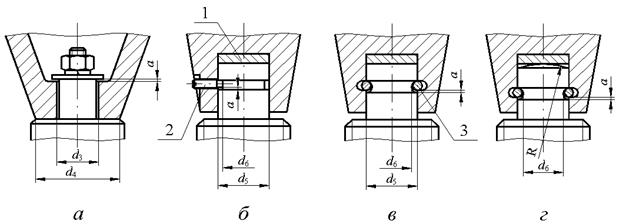
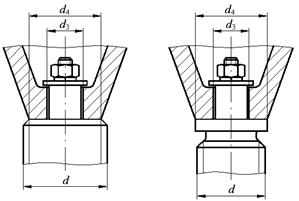
 Если диаметр d 4 превышает внутренний диаметр резьбы d 1 в конструкции винта необходимо предусмотреть поясок для увеличения площади пяты (рис. 3.5). При этом следует предусмотреть канавку между пояском и резьбой для выхода режущего инструмента. Необходимо помнить, что поясок не позволит при сборке накрутить гайку на винт, поэтому конструкция второго конца винта должна позволять свободный проход гайки до резьбовой части винта.
Если диаметр d 4 превышает внутренний диаметр резьбы d 1 в конструкции винта необходимо предусмотреть поясок для увеличения площади пяты (рис. 3.5). При этом следует предусмотреть канавку между пояском и резьбой для выхода режущего инструмента. Необходимо помнить, что поясок не позволит при сборке накрутить гайку на винт, поэтому конструкция второго конца винта должна позволять свободный проход гайки до резьбовой части винта. .
. .
. ,
, – приведенный модуль продольной упругости: для стальных деталей
– приведенный модуль продольной упругости: для стальных деталей  ,
, – предел контактной выносливости, соответствующий базовому числу циклов;
– предел контактной выносливости, соответствующий базовому числу циклов; – коэффициент долговечности: для рассматриваемых деталей, отличающихся небольшим числом циклов нагружения за весь срок службы
– коэффициент долговечности: для рассматриваемых деталей, отличающихся небольшим числом циклов нагружения за весь срок службы  – коэффициент запаса контактной прочности.
– коэффициент запаса контактной прочности. менее твердой поверхности:
менее твердой поверхности: (МПа);
(МПа);  (МПа);
(МПа);  .
. .
.
 .
. ,
, ;
; 
 ;
; – осевое усилие, действующее на винт;
– осевое усилие, действующее на винт; можно принять: для сталей 45 и 50 –
можно принять: для сталей 45 и 50 –  = 140 МПа; для стали 40Х –
= 140 МПа; для стали 40Х – 


