
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Понятие «производственный цикл»
Производственный процесс протекает не только в пространстве, но и во времени. Для характеристики протекания производственного процесса во времени вводится понятие производственного цикла. Производственный цикл - календарный период времени с момента запуска сырья, материалов на первую операцию цикла до получения готовой продукции. Производственный цикл состоит: 1) из рабочего периода, или технологического цикла - время непосредственного воздействия рабочего на предмет труда; 2) из времени естественных процессов (сушка на воздухе, остывание, снятие напряжения и т.д.); 3) из времени перерывов, связанных с режимом работы (межопе- рационные и междусменные) (рис. 4.1).
Рис. 4.1. Структура производственного цикла
Таким образом, продолжительность производственного цикла может быть представлена в следующем виде:
где Тц - продолжительность производственного цикла; Траб - продолжительность рабочего периода, включающего время на выполнение технологических, вспомогательных, транспортных операций; Тест - продолжительность естественных процессов; Тпер - продолжительность перерывов (межоперационные и междусменные). К межоперационным относятся перерывы: партионности, ожидания и комплектования. Перерывы партионности обусловлены запуском деталей в производство партиями, когда каждая деталь из партии ожидает своей очереди обработки на операции и окончания обработки всей партии. Перерывы ожидания обусловлены различной производительностью смежных операций, когда на последующей, менее трудоемкой операции возникают перерывы в работе. Перерывы комплектования обусловлены комплектно-узловым методом планирования, при котором детали передаются на сборку полным комплектом, а каждая деталь находится на складе комплектования до момента формирования полного комплекта. Междусменные перерывы включают: выходные и праздничные дни, перерывы между рабочими сменами и обеденные перерывы. Продолжительность производственного цикла, как правило, выражается в календарных днях или часах (при малой трудоемкости изделий). Знание продолжительности производственного цикла изготовления всех видов продукции (от изготовления заготовок, деталей до сборки изделий) необходимо: 1) для составления производственной программы предприятия и его подразделений; 2) для определения сроков начала производственного процесса (запуска) по данным сроков его окончания (выпуска); 3) для расчетов нормальной величины незавершенного производства.
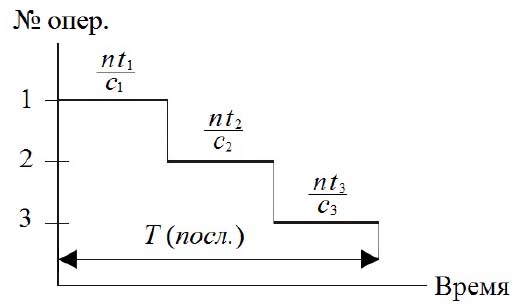
4.2. Расчет и анализ продолжительности производственного цикла простого процесса Продолжительность производственного цикла зависит от состава производственных операций и перерывов, от их продолжительности и от движения предметов труда в процессе производства. Существуют три вида движения предметов труда в процессе их обработки: последовательный, параллельный, последовательно-параллельный. Последовательный вид движения предметов труда характеризуется тем, что каждая последующая операция процесса начинается только после окончания обработки всей партии запуска на предыдущей операции. График, иллюстрирующий последовательный вид движения, представлен на рис. 4.2.
Рис. 4.2. Технологический цикл при последовательном движении предметов производства
Длительность технологического цикла при последовательном движении предмета труда определяется по формуле
где n - число деталей в партии, шт.; ti - норма штучного времени на i-й операции, мин (ч); сi - норма рабочих мест на i-й операции; m - число операций в технологическом процессе. Если учитывать межоперационные перерывы, то формула принимает следующий вид:
где tмо - средняя длительность многооперационного перерыва. Последовательный вид движения применяется в условиях единичного и мелкосерийного производства, когда небольшое количество деталей, запускаемых в производство, нецелесообразно дробить на передаточные партии. Однако в условиях крупносерийного и массового производства этот вид движения неприемлем. Параллельный вид движения характеризуется тем, что предметы производства с операции на операцию передаются транспортными (передаточными) партиями, причем на всех операциях каждая транспортная партия деталей обрабатывается без перерывов. График, иллюстрирующий параллельный вид движения, представлен на рис. 4.3.
Рис. 4.3. Технологический цикл при параллельном движении предметов производства
Длительность технологического цикла при параллельном движении предмета труда определяется по формуле
где (ti / ci)mах - норма времени максимальной по продолжительности операции с учетом количества рабочих мест на ней; р - размер транспортной партии. При различных операционных циклах только на операции с самым продолжительным операционным циклом (главной операции) вся партия запуска обрабатывается без перерывов. На остальных оборудование простаивает (см. рис. 4.3). Поэтому параллельный вид движения нецелесообразно применять в процессах, имеющих операционные циклы различной продолжительности. В процессах с одинаковой продолжительностью по всем операциям технологического процесса достигается полная непрерывность работы оборудования и рабочих, что позволяет организовать непрерывно-поточное производство с параллельным видом движения предметов труда по операциям. Если в процессе имеют место операционные циклы различной продолжительности, то, как правило, применяется параллельно-последовательный вид движения. Параллельно-последовательный вид движения характеризуется тем, что детали передаются с предыдущей операции на последующую передаточными партиями, а вся партия запуска обрабатывается на всех операциях без перерывов (рис. 4.4).
Рис. 4.4. Технологический цикл при параллельно-последовательном движении предметов производства
При последовательно-параллельном движении предметов труда смежные операции перекрываются во времени, т.е. выполняются параллельно. Время перекрывания двух смежных операций определяется по формуле
где (ti / ci)min - наименьшая норма времени между смежными операциями с учетом рабочих мест на них. В общем виде длительность технологического цикла при последовательно-параллельном движении определяется по формуле
Параллельно-последовательный вид движения целесообразно применять при больших партиях и большой трудоемкости изделий, когда отсутствует равенство операционных циклов.
4.3. Расчет и анализ продолжительности производственного цикла сложного процесса Продолжительность производственного цикла сложного процесса представляет собой общую продолжительность комплекса координированных во времени простых процессов, входящих в сложный процесс изготовления изделия или его партий. При этом принято считать, что изготовление различных деталей изделия производится одновременно. Поэтому в длительность производственного цикла изготовления изделий включается, кроме цикла сборки, производственный цикл изготовления наиболее трудоемкой (ведущей) детали:
где ТцИзд - длительность производственного цикла изготовления изделия (сложного процесса); ТцДет - длительность производственного цикла изготовления наиболее трудоемкой (ведущей) детали изделия; ТцСб - длительность производственного цикла сборочных работ. Производственный цикл сложного процесса включает производственные циклы изготовления всех деталей, сборку всех сборочных единиц, генеральную сборку изделия, контроль, регулировку и отладку. В сложном производственном процессе могут использоваться все рассмотренные выше виды движения предметов труда по операциям: последовательный, последовательно-параллельный, параллельный.
Для условий единичного производства в единый цикл, как правило, включают не только процессы изготовления и сборки, но и процессы проектирования изделия и подготовки его производства. Построение сложного производственного процесса во времени осуществляется для того, чтобы определить продолжительность производственного цикла, координировать выполнение отдельных простых процессов, получить необходимую информацию для оперативно-календарного планирования и расчета операции запуска- выпуска предметов труда. Целью координации производственных процессов, составляющих сложный процесс, является обеспечение комплектности и бесперебойности хода производства при полной загрузке оборудования, рабочих мест и рабочих. Структура производственного цикла сложного процесса определяется составом операций и связей между ними. Состав операций зависит от номенклатуры деталей, сборочных единиц и технологических процессов их изготовления. Взаимосвязь операций и процессов обусловливается веерной схемой сборки изделия и технологией его изготовления.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-12-27; просмотров: 752; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.171.20 (0.011 с.) |

 ,
,
 ,
, ,
,
 ,
,
 ,
, .
. ,
,


