
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ручные и машинные работы в швейном производстве и втоСтр 1 из 4Следующая ⇒
РУЧНЫЕ И МАШИННЫЕ РАБОТЫ В ШВЕЙНОМ ПРОИЗВОДСТВЕ И ВТО РУЧНЫЕ РАБОТЫ Технические условия на выполнение ручных работ При выполнении ручных работ необходимо соблюдать следующие технические условия: 1. Толщина меловых линий не должна превышать 1,0-1,5 мм. 2. При проверке кроя по лекалам внутренняя сторона меловых линий должна совпадать с контурами лекала. 3. Концы надсечек и линий разреза не должны доходить до линий строчек на 1,0-1,5 мм. 4. При переводе меловых линий резцом колесико резца, должно проходить по середине намеленных линий. 5. При подготовке изделия к примерке следует применять хлопчатобумажную крученую пряжу, а также нитки цветные или белого цвета соответствующих номеров. 6. Все сметочные работы выполняют на расстоянии 1,0-1,5 мм от намеченной меловой линии в сторону среза детали с тем, чтобы сметочные строчки не попали при дальнейшей обработке под машинные строчки. Концы сметочных строчек закрепляют одним - четырьмя обратными стежками. Чтобы облегчить и ускорить сметывание, а также улучшить качество выполняемой операции, предварительно скалывают булавками вытачки, складки, детали с фигурными срезами, боковые части спинки или переда по срезам и т.п. 7. Для удаления ниток сметывания необходимо нитки строчки разрезать ножницами через каждые 10-15 см, а затем вытягивать концы ниток из ткани. Терминология ручных работ
Ручные стежки и строчки
Сметочные стежки в основном служат для временного соединения деталей при подготовке изделия к примерке, выполнению машинных работ, для закрепления меловых линий и знаков, нанесенных при примерке, образования сборок. Длина сметочного стежка колеблется от 0,5 до 5 см. Размер стежка для каждой операции устанавливают с учетом особенностей ткани и выполняемой работы, см: Сметывание деталей без посадки - 1,0-3,0; Сметывание деталей с посадкой одной из них - 0,7-1,5; Наметывание одной детали на другую без посадки - 1,5-2,5; Наметывание одной детали на другую с посадкой - 0,7-2,5; Заметывание краев деталей - 1,0-3,0; Выметывание. - 0,5-1,0.
Пуговицы с двумя отверстиями пришивают 5-6 стежками, с 4 отверстиями, 3-4 стежками в каждую пару отверстий, образуя стойку высотой 0,2-0,6 см. (в зависимости от толщины края застегиваемой детали) и обвивая ее 2-5 витками. Для прочности пуговицы пришивают с прокладкой со стороны изнанки основной детали или с подпуговицей (5). 1.4. Изготовление одежды с примерками Необходимым этапом технологического процесса изготовления одежды по индивидуальным заказам является примерка изделия по фигуре заказчика. Основное назначение примерок - подгонка изделия по фигуре заказчика, удовлетворение запросов заказчика и точное выполнение модели изделия. Наиболее прогрессивным методом является изготовление изделий с одной примеркой. Подготовка изделия к первой примерке. При подготовке изделия к первой примерке последовательно выполняют следующие действия: 1. Знакомятся с описанием внешнего вида модели изделия, проверяют крой изделия. 2. Проутюживают детали кроя. 3. Прокладывают контрольные нити по середине деталей переда и спинки, рукава у верхней точки оката прямыми сметочными стежками, при этом узелки и закрепки следует располагать на лицевой стороне, чтобы при шитье они не попали в строчку и легко удалялись. Перевод линий на парные детали выполняют двумя способами. При первом способе две детали скалывают булавками вдоль меловых линий контура верхней детали и затем на нижней проводят контурные линии. Булавки удаляют и по меловым линиям на каждой детали отдельно прокладывают сметочные стежки. При втором способе прокладывают копировальные стежки - силки. Края деталей раздвигают, силки растягивают и разрезают. Получается одинаковый контур на обеих деталях. 4.Сметывают вытачки, рельефы; приметывают кокетки; сметывают боковые плечевые швы и рукава; вметывают рукава в пройму. Обработку лифа начинают со сметывания вытачек. Стороны вытачек, совмещая по намеченным линиям, скалывают булавками исметывают от узкой части к широкой сметочными стежками. Плечевые срезы спинки и полочки скалывают булавками и сметывают со стороны спинки, чтобы удобнее было распределять посадку. При сметывании рельефов обращают внимание на совмещение контрольных знаков (рассечек). Сметывая боковые швы, необходимо следить за точностью соединения полочки и спинки в начале среза проймы. Далее сметывают швы правого рукава. Если в рукавах при раскрое есть верхняя и нижняя части, то их стачивают, швы разутюживают. Рукав вметывают в пройму или прикрепляют (вкалывают) с помощью одной булавки. В изделиях покроя «реглан» сметывают и вметывают в пройму два рукава. Изделие, приготовленное к примерке, должно быть тщательно отутюжено. Если ткань объемная, рельефные, боковые и плечевые швы заметывают. Низ изделия заметывают (кроме клешеных изделий). Обработка изделия после первой примерки. При обработке изделия после первой примерки последовательно выполняют следующие действия: 1. После уточнения изделия на фигуре заказчика по всем линиям прокладывают нитки. Нитки также прокладывают по линиям подгиба низа рукава и проймы. 2. Если изделие при примерке подверглось значительным изменениям, нитки сметывания из швов удаляют и прокладывают нитки по всем швам, складкам, вытачкам; детали подрезают, оставляя припуски швов согласно нормативам.
Изготовление изделий с двумя примерками. Выполнение двух примерок необходимо при изготовлении сложных моделей изделий, особенно на фигуры с резко выраженными отклонениями от типового телосложения. При подготовке изделия ко второй примерке обрабатывают вытачки на полочках и спинке, рельефные швы и складки. На полочках обрабатывают карманы, обтачные петли, борта, сметывают боковые и плечевые срезы, полностью обрабатывают воротник и вметывают его в горловину, полностью обрабатывают рукава и вметывают их в проймы. МАШИННЫЕ РАБОТЫ Терминология машинных работ
2.3. Классификация машинных швов
ВЛАЖНО-ТЕПЛОВЫЕ РАБОТЫ Влажно-тепловая обработка (ВТО) является важной частью технологического процесса изготовления одежды. Ее назначение - придание объемно-пространственной формы деталям изделия, обработка различных швов, окончательная отделка изделия, и дублирование деталей. Влажно-тепловая обработка представляет собой непрерывный цикл, состоящий из трех этапов: 1. переход волокон материала под действиемпара в эластичное состояние; 2. формирование материала или придание определенной формы деталям; 3. закрепление полученных деформаций путем высушиванияи охлаждения деталей. При влажно-тепловой обработке на деталь изделия в течение определенного времени воздействуют влага, тепло идавление, значения которых тесно связаны друг с другом. Режимы влажно-тепловой обработки (для утюга)
ИЗГОТОВЛЕНИЕ ЮБОК ВИДЫ ЮБОК И ИХ ОБРАБОТКА В течение веков юбки неоднократно меняли свою форму и ширину, однако длина стала изменяться только в XX в. Временами юбки достигали значительных объемов, были вычурны и сложны по конфигурации, требовали специальных приспособлений (каркас из проволочных обручей, китовый ус, подушечки, прокладки). Их шили с мелкими или крупными складками или драпировками, пышно декорировали воланами и лентами, украшали бантами, рюшами и оборками, тесьмой и кружевами, делали со шлейфами, с запахом и на пуговицах. Для юбок использовали шерстяные и хлопчатобумажные ткани, шелк и лен. Современные юбки делают также из кожи, замши и даже искусственного меха. Юбки относятся к поясным изделиям и изготавливаются в комплекте с жилетом, жакетом или как самостоятельное изделие. Юбки бывают различных форм и силуэтов. По силуэту юбки разделяют на прямые и расширенные книзу (конические). Прямые юбки могут быть узкими и широкими. Узкие юбки изготавливают без складок, с разрезами или шлицами внизу, широкие - со сборками, с различными мелкими заутюженными или мягкими складками по линии талии. К расклешенным юбкам относятся «клеш», «колокол», «полусолнце», «солнце» и т.д. Юбки различают по числу соединительных швов: одношовные, двухшовные, четырехшовные и т.д. Юбки отделывают различными рельефными швами, планками, строчками, тесьмой, вышивкой, кантами, пуговицами, они могут быть с различными карманами и на кокетках различной формы. Для застежки используют тесьму-молнию, крючки, пуговицы. Верхний срез юбок обрабатывают поясом, корсажной лентой, обтачкой, швом вподгибку. Низ юбок может быть обработан швом вподгибку, окантован, обметан на специальной машине, фестонами, бахромой и т.д.
Перед примеркой юбки осуществляют ряд последовательных действий: 1. Проверяют наличие деталей кроя и отмечают изнаночную сторону на деталях. 2. Переводят все меловые линии с одной детали на другую. 3. Прокладывают контрольные нити по середине переднего полотнища юбки, линии бедер, карманам и т.д. 4. Сметывают талиевые вытачки на переднем полотнище юбки. 5. Сметывают средний срез заднего полотнища юбки до припуска на застежку. 6. Сметывают талиевые вытачки на заднем полотнище юбки. 7. Сметывают боковые срезы юбки. 8. Заметывают низ юбки. 9. Заготавливают и приметывают по срезу талии корсажную ленту или тесьму. 10. Проутюживают юбку. ОБРАБОТКА ЮБКИ ПОСЛЕ ПРИМЕРКИ После уточнения изделия на фигуре заказчика по всем линиям прокладывают нитки. Если изделие при примерке подвергалось значительным изменениям, нитки сметывания из швов удаляют и прокладывают нитки по всем швам, складкам, вытачкам, оставляя припуски швов согласно нормативам. Уточнение деталей кроя юбки
Обработка вытачек Вытачки в юбках создают необходимое облегание фигуры. Их число зависит от модели юбки, разницы в измерениях между обхватами талии и бедер. Вытачки в области талии сметывают от узкой части к широкой, совмещая по намеченным линиям сметочным стежком длиной 5мм. Стачивают вытачки от широкой части вытачки к узкой, сводя строчку на нет. Влажно-тепловую обработку вытачек производят следующим образом: вытачки приутюживают на ребро, не заходя утюгом за конец вытачки. Затем деталь располагают срезом талии к работающему, направляя припуск вытачки к середине детали, и приутюживают, сутюживают слабину в конце вытачки. Обработка шлицы Шлица находится в среднем шве заднего полотнища юбки. Обработку шлицы начинают с правой детали заднего полотнища юбки. Деталь располагают на утюжильном столе изнаночной стороной вверх, верхним срезом юбки вправо, срезом шлицы к работающему. Прокладку шириной 10-12 мм располагают клеевой стороной вниз на край припуска для шлицы, совмещают внешние срезы прокладки и шли Обработка застежки-молнии В зависимости от модели застежки в юбках могут быть различными: застежка-молния, крючки или пуговицы. Застежка-молния имеет ряд преимуществ по сравнению с другими видами застежек (красивый внешний вид, удобство в эксплуатации, простота в обработке). Обрабатывают застежку в верхней части левого бокового шва, среднего шва заднего или переднего полотнища юбки. Для обработки застежки детали юбки складывают лицевыми сторонами внутрь (срезы предварительно должны быть обметаны), уравнивают срезы, совмещают контрольные знаки и стачивают швом шириной, предусмотренной техническими условиями, оставляя нестачанный участок под застежку. Длина застежки должна быть 180-200 мм. Окончательная отделка юбки В зависимости от модели на юбке намечают и обметывают петли на поясе на специальной машине нитками в цвет основного материала. Перед ВТО удаляют все нитки временного назначения. Влажно-тепловую обработку готовой юбки выполняют через влажный проутюжильник с изнаночной стороны юбки, начиная с приутюживания пояса. Затем проутюживают переднее и заднее полотнище юбки, начиная от левого бокового шва, не захватывая низа изделия. Юбку вывертывают на лицевую сторону и раскладывают нижним краем к работающему. Верхний край отгибают в сторону и приутюживают низ юбки с постепенным перемещением изделия. РУЧНЫЕ И МАШИННЫЕ РАБОТЫ В ШВЕЙНОМ ПРОИЗВОДСТВЕ И ВТО РУЧНЫЕ РАБОТЫ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 1968; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.162.247 (0.026 с.) |
 Все стежки при выполнении должны быть ровными и однородными, расстояния между ними как с лицевой стороны, так и с изнаночной одинаковыми, а нитки затянуты равномерно. Размеры и частота стежков при выполнении работ могут быть различными. В случаях определения частоты стежков подсчитывают число стежков на 1и 5 см строчки.
Все стежки при выполнении должны быть ровными и однородными, расстояния между ними как с лицевой стороны, так и с изнаночной одинаковыми, а нитки затянуты равномерно. Размеры и частота стежков при выполнении работ могут быть различными. В случаях определения частоты стежков подсчитывают число стежков на 1и 5 см строчки. С помощью стежков для отделочных работ (рис. 1) выполняют закрепки прямые и фигурные (1-2), нитяные петли для пуговиц и крючков (3). Металлические крючки и петли (4) пришивают в 2-3 местах 3-4 стежками, делая 3-4 закрепляющих стежка.
С помощью стежков для отделочных работ (рис. 1) выполняют закрепки прямые и фигурные (1-2), нитяные петли для пуговиц и крючков (3). Металлические крючки и петли (4) пришивают в 2-3 местах 3-4 стежками, делая 3-4 закрепляющих стежка.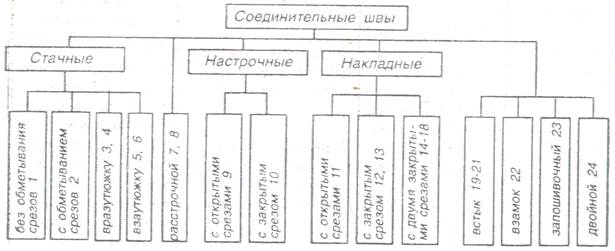

 4.2. ПОДГОТОВКА ЮБКИ К ПРИМЕРКЕ
4.2. ПОДГОТОВКА ЮБКИ К ПРИМЕРКЕ Уточнение деталей кроя юбки производят по лекалам (для индивидуального производства без припусков на швы). Если юбки шьют из клетчатой или полосатой ткани (рисунок ярко выражен), то при уточнении деталей кроя необходимо, чтобы в крое была обеспечена симметричность рисунка клетки или полоски в парных деталях. На вытачках рисунок должен совпадать «елочкой», а по линиям передних боковых и задних швов должны совпадать полосы и клетки рисунка. Деталь крой переднего полотнища юбки, сложенную лицевой стороной внутрь, располагают сгибом к работающему верхним срезом вправо. Деталь кроя заднего полотнища юбки располагают боковым срезом к работающему верхним срезом вправо. На каждую деталь накладывают лекало и обмеляют. Обмеловку контуров лекал начинают с левого верхнего угла по часовой стрелке тонко отточенным мелом сплошной линией. Пунктирной линией намечают припуски на швы. Величина припуска на швы зависит от типа среза изделия, мм: боковые срезы - 20 – 30; продольные срезы -15 – 20; верхний срез - 10 – 15; низ прямой юбки - 50 – 80. После обмеловки лекала снимают. Ткань, сложенную вдвое, внутри контуров деталей скалывают булавками, обрезку деталей производят по часовой стрелке (ножницы касаются стола, левая рука держит срезаемый край).
Уточнение деталей кроя юбки производят по лекалам (для индивидуального производства без припусков на швы). Если юбки шьют из клетчатой или полосатой ткани (рисунок ярко выражен), то при уточнении деталей кроя необходимо, чтобы в крое была обеспечена симметричность рисунка клетки или полоски в парных деталях. На вытачках рисунок должен совпадать «елочкой», а по линиям передних боковых и задних швов должны совпадать полосы и клетки рисунка. Деталь крой переднего полотнища юбки, сложенную лицевой стороной внутрь, располагают сгибом к работающему верхним срезом вправо. Деталь кроя заднего полотнища юбки располагают боковым срезом к работающему верхним срезом вправо. На каждую деталь накладывают лекало и обмеляют. Обмеловку контуров лекал начинают с левого верхнего угла по часовой стрелке тонко отточенным мелом сплошной линией. Пунктирной линией намечают припуски на швы. Величина припуска на швы зависит от типа среза изделия, мм: боковые срезы - 20 – 30; продольные срезы -15 – 20; верхний срез - 10 – 15; низ прямой юбки - 50 – 80. После обмеловки лекала снимают. Ткань, сложенную вдвое, внутри контуров деталей скалывают булавками, обрезку деталей производят по часовой стрелке (ножницы касаются стола, левая рука держит срезаемый край). цы, затем дублируют. Срез шлицы подгибают на 7-10 мм на изнаночную сторону и приутюживают. На рис. показаны дублирование и заутюживание правого припуска на шлицу. Левую деталь заднего
цы, затем дублируют. Срез шлицы подгибают на 7-10 мм на изнаночную сторону и приутюживают. На рис. показаны дублирование и заутюживание правого припуска на шлицу. Левую деталь заднего  полот нища юбки располагают на столе изнаночной стороной вверх, верхним срезом влево, средним срезом к работающему. Прокладку, равную ширине шлицы, накладывают клеевой стороной вниз на припуск шлицы до линии ее сгиба; совмещая срезы шлицы и прокладки, дублируют и застрачивают край шлицы. На рис. изображен процесс дублирования левого припуска на шлицу. Затем средние сре
полот нища юбки располагают на столе изнаночной стороной вверх, верхним срезом влево, средним срезом к работающему. Прокладку, равную ширине шлицы, накладывают клеевой стороной вниз на припуск шлицы до линии ее сгиба; совмещая срезы шлицы и прокладки, дублируют и застрачивают край шлицы. На рис. изображен процесс дублирования левого припуска на шлицу. Затем средние сре  зы заднего полотнища юбки и срезы шлицы обметывают по лицевой стороне, после чего детали заднего полотнища юбки складывают лицевыми сторонами внутрь, уравнивают срезы и стачивают.
зы заднего полотнища юбки и срезы шлицы обметывают по лицевой стороне, после чего детали заднего полотнища юбки складывают лицевыми сторонами внутрь, уравнивают срезы и стачивают.


