Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение длины тела с помощью штангенциркуля
Для того чтобы измерить длину тела, необходимо поместить его между ножками штангенциркуля, сдвинуть измерительные поверхности ножек до соприкосновения с телом и закрепить рамку стопорным винтом. Длина тела равна расстоянию между нулевыми штрихами масштаба и нониуса. Это расстояние равно сумме двух слагаемых – целому числу миллиметров, сложенному с дробной частью. Целое число k миллиметров равно числу целых делений масштаба, находящихся слева от нулевого штриха нониуса. Дробная часть равна произведению точности нониуса на номер Таким образом, длина тела
Если в выражении (1.16) положить
где
Правила работы и хранения штангенциркуля Держать штангенциркуль следует всегда за штангу правой рукой, как указано на рис. 1.11, а рамку передвигать большим пальцем за выступ или замок. Неподвижную ножку можно придерживать левой рукой.
Рис. 1.11. Положение штангенциркуля перед началом измерений
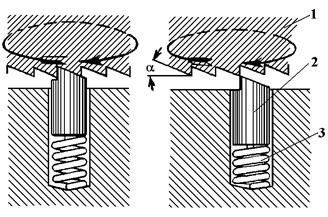
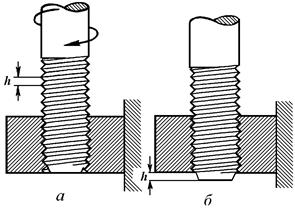
Во время работы не допускать грубых ударов или падений инструмента во избежание изгиба штанги и других поверхностей; не допускать царапин на измерительных поверхностях. Не измерять детали на ходу станка. При измерении не допускать перекосов ножек. При измерении наружных (внутренних) размеров ножки опустить насколько это возможно. При измерении диаметров отверстий снимается максимальное значение. После окончания работы штангенциркуль следует протереть чистой салфеткой и уложить в чехол. При длительном хранении штангенциркуль промыть бензином, вытереть насухо, смазать техническим вазелином, завернуть в конденсаторную или парафинированную бумагу и уложить в чехол. Микрометрический винт 1.2.3.1. Микрометрический винт – многозначная мера длины Принцип работы микрометрических инструментов основан на использовании относительного перемещения деталей винтовой пары (гайка – винт). В одних случаях винт вращается по внутренней резьбе неподвижной гайки, в других – гайка вращается по внешней резьбе неподвижного винта. Шаг микрометрического винта или шаг резьбы h равен расстоянию между соседними нарезками винта (рис. 1.12, а) и очень точно выдержан вдоль всей его длины.
Рис. 1.12. Винтовая пара гайка-винт с шагом резьбы h
В винтовой паре вращательное движение одного из ее элементов (винта или гайки) связано одновременно с его перемещением вдоль оси относительно неподвижного другого элемента. Величина перемещения вдоль оси будет тем больше, чем больше величина угла поворота. При одном полном обороте винта в неподвижной гайке продольное перемещение винта вдоль оси равно шагу резьбы h (рис. 1.12, б). При двух полных оборотах винта продольное перемещение равно 2 h, при трех оборотах – и 3 h т.д. Если на головку винта нанести N = 100 равноудаленных штрихов, то при повороте винта на 1 деление (0,01 оборота) винт сместится вдоль оси на 0,01 шага винта, при повороте на 2 деления смещение вдоль оси составит 0,02 шага винта и т.д. Таким образом, винтовая пара – многозначная мера длины для воспроизведения отрезков, отличающихся на Микрометрический винт применяется в более точных измерительных приборах – микрометрах, микроскопах и других.
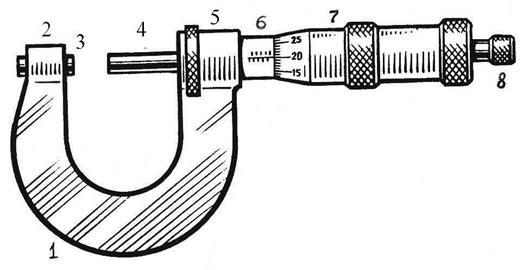
Микрометр Основной деталью микрометра является подвижный микрометрический винт. Микрометр служит для измерений контактным способом линейных размеров тел с точностью до 0,01 мм (у некоторых микрометров – до 0,001 мм)*. Микрометр (рис. 1.13) состоит из массивной скобы 1, в муфтах 2 и 5 которой находятся с одной стороны стержень 4 микрометрического винта, с другой – опорная пята 3. Отполированные поверхности торцов опорной пяты и стержня микрометрического винта являются измерительными поверхностями. На другом конце стержня нанесена внешняя микрометрическая резьба. Этот конец находится внутри неподвижной полой трубки (стебля) 6, имеющей внутреннюю резьбу, и прочно соединен с подвижной полой трубкой 7, которую называют барабаном. С помощью барабана происходит перемещение микрометрического винта.
Предел измерения микрометрическим инструментом ограничивается 25 мм. Это вызвано технологическими причинами – необходимостью обеспечивать требуемую точность при нарезании микрометрической резьбы.
Рис. 1.13. Микрометр: 1 – скоба; 2 – левая муфта; 3 опорная пята; 4 – стержень микрометрического винта; 5 – правая муфта; 6 – неподвижная полая трубка (стебель); 7 – подвижная полая трубка (барабан); 8 – головка трещотки На неподвижной трубке нанесены продольная линия и основная (неподвижная) шкала. Расстояние между ближайшими штрихами этой шкалы равно шагу микрометрического винта. Если на неподвижной трубке нанесены только миллиметровые деления, то шаг винта равен 1 мм; если же обозначены еще и половинки миллиметров, то шаг винта равен 0,5 мм. Продольная линия служит нулевой линией для отсчета долей миллиметра по барабану. Наиболее распространенным является микрометр, у которого шаг микрометрического винта равен 0,5 мм. Цена деления неподвижной шкалы стебля 0,5 мм. Штрихи нанесены как под нулевой продольной линией, так и над ней. Шаг винта равен расстоянию между ближайшими верхним и нижним штрихами. Цифры проставлены только у нижних штрихов, т.е. нижняя шкала представляет собой обычную миллиметровую линейку. Верхние штрихи сдвинуты относительно нижних на 0,5 мм и при отсчете соответствуют половинкам миллиметра. На барабане наискось срезан один конец. На этом срезе нанесена шкала, которая является подвижной. На шкале барабана нанесено 50 равных делений. Поворот барабана на одно деление соответствует перемещению микрометрического винта и его стержня вдоль оси на 1/50 шага винта, что составляет 0,01 мм. Это сделано для удобства отсчета. При работе с микрометром нужно помнить, что главным источником ошибок является неконтролируемость нажатия микрометрического винта на измеряемый предмет. Дело в том, что винт с малым шагом превращает незначительные усилия руки, поворачивающей винт, в большие силы, действующие на измеряемый предмет и на микрометрическую резьбу. Это может привести как к деформации предмета, так и к преждевременному износу и повреждению микрометрической резьбы. Для устранения этого недостатка рукоятка микрометра снабжена специальной головкой 8 – «трещоткой». Трещотка имеет холостой ход, т.е. продолжает вращаться, когда винт и барабан уже неподвижны. Это позволяет создать небольшие и всякий раз одинаковые, заданные ГОСТом, мерительные силы давления на измеряемый объект. Конструкция трещотки приведена на рис. 1.14 (1 – храповик; 2 – сухарь; 3 – пружина). Принцип работы трещотки состоит в следующем. Зубец храповика при вращении головки 8 (рис. 1.12) выходит из зацепления, как только момент силы трения между измерительной поверхностью стержня микрометрического винта и измеряемой деталью будет превышать момент силы сцепления храповика и сухарика. Величина этой силы зависит от жестокости пружины и угла α наклона зубцов храповика. Измерительное усилие не должно превышать 5-9 ньютонов. Такое усилие вполне достаточно для полноты и устойчивости контакта детали с измерительными поверхностями микрометра.
Рис. 1.14. Устройство и схема работы трещотки микрометра:
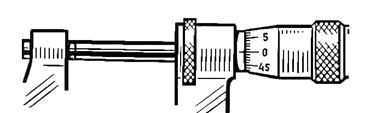
1 – храповик; 2 – сухарь; 3 – пружина Подготовка микрометра к измерениям Перед измерением необходимо определить начальное показание инструмента. Для этого нужно привести в соприкосновение измерительные поверхности стержня микрометрического винта и опорной пяты (рис. 1.15). Кромка среза барабана при этом должна совпадать с нулевым штрихом неподвижной шкалы стебля, вся неподвижная шкала должна быть закрыта, а нулевой штрих барабана должен совпадать с нулевой линией. Если такого совпадения нет, то нужно либо учесть систематическую погрешность, введя поправку к отсчету, либо устранить этот недостаток.
Рис. 1.15. Проверка начального показания микрометра
|
|||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-13; просмотров: 169; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.111.24 (0.009 с.) |
 штриха нониуса, совпадающего со штрихом масштаба.
штриха нониуса, совпадающего со штрихом масштаба. равна:
равна: . (1.16)
. (1.16) а
а  то получим:
то получим: (1.17)
(1.17) представляет собой минимальный отрезок, который можно измерить с помощью штангенциркуля (величина отсчета по нониусу, цена деления нониуса), он равен точности нониуса. Инструментальная погрешность штангенциркуля равна точности нониуса:
представляет собой минимальный отрезок, который можно измерить с помощью штангенциркуля (величина отсчета по нониусу, цена деления нониуса), он равен точности нониуса. Инструментальная погрешность штангенциркуля равна точности нониуса: . (1.18)
. (1.18)
 долю шага микрометрического винта, где N – число делений на головке винта.
долю шага микрометрического винта, где N – число делений на головке винта.