
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление деревянных моделейСтр 1 из 6Следующая ⇒
Материалы моделей Для изготовления моделей и модельных комплектов применяют разнообразные материалы: древесину, металл, пластмассу, гипс и цемент. Материалы должны сохранять форму и геометрическую точность размеров при хранении и формовке на весь срок действия заказа, т.е. обладать высокой прочностью, износостойкостью, влагостойкостью, ударостойкостью; быть удобными при формовке, технологичными в изготовлении и ремонте; иметь минимальную массу и стоимость. Металлы – алюминиевые, магниевые и цинковые сплавы; сталь и чугуны применяют для изготовления моделей, стержневых ящиков, модельных плит, шаблонов в крупносерийном и массовом производстве. Гипс и цемент применяют для изготовления разовых моделей и стержневых ящиков. Изготовление деревянных моделей Технологический процесс изготовления деревянных моделей состоит из следующих стадий: сушки древесины, предварительной обработки древесины, определении количества и размеров заготовок, вырезка заготовок из досок, склеивание заготовок, обработка заготовок моделей (или частей моделей) или стержневых ящиков на деревообрабатывающих станках, сборка и склеивание частей модели в единую модель, сборка и склеивание из отдельных частей стержневого ящика, оформление галтелей замазкой, окраска и маркировка моделей и стержневых ящиков.
Вопрос №19. Формовочные материалы. Формовочными называют природные и искусственные материалы, применяемые для изготовления песчаных форм. К формовочным материалам относят: формовочные и стержневые смеси, исходные материалы для их изготовления, различные вспомогательные составы для покрытия форм и стержней, припылы и разделительные составы для моделей и разъёма форм, клеи, пасты, замазки. Исходные формовочные материалы подразделяют на основные, к которым относят огнеупорный наполнитель и связующие и вспомогательные добавки, которые вводят в состав смесей для придания им определённых свойств, например: противопригарных или улучшающих податливость и выбиваемость и т.п. Формовочные пески в зависимости от массовой доли глинистой составляющей (частицы глиняных минералов и обломки зёрен кварца, а также других минералов подразделяют на кварцевые (К) – до 2%, тощие (Т) – от 2 до 12% и жирные (Ж) – от 12 до 50%.
Вспомогательные формовочные материалы Разделительные покрытия применяются для уменьшения прилипаемости формовочных и стержневых смесей к формообразующей оснастке-модели и к стержневым ящикам, а также для исключения прилипаемости формовочной смеси по разъёму формы при совместном изготовлении верхней и нижней полуформ. Различают постоянные покрытия моделей и стержневых ящиков - это лакокрасочные материалы. Разделительные покрытия однократного применения бывают порошкообразными (припылы), жидкими и пастообразными. Противопригарные добавки. В формовочные и стержневые смеси при изготовлении чугунных отливок вводят: молотый уголь, битумную суспензию, мазут, нефтяной кокс, древесный пек и др. Противопригарные покрытия это: огнеупорные суспензии, которые наносят на поверхность форм и стержней тепловой сушки или холодного отверждения. Добавки, улучшающие податливость смесей. К ним относятся: древесная мука и опилки; асбестовая крошка, вермикулит, пенополистерольная крошка. Добавки, улучшающие выбиваемость жидкостекольных смесей: это мазут, бентониты и др. Вопрос №20. Устройство стержня. Изготовление стержней. Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей. Изготовление стержней включает операции: формовка сырого стержня, сушка, окраска сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают. Знаки стержней служатдля устойчивого крепления стержня в форме и вывода газов из него при заливке форм расплавом. По расположению в форме различают горизонтальные и вертикальные (верхние и нижние) знаки.
Арматура (каркасы) служат для обеспечения прочности стержней и должна удовлетворять следующим требованиям: не препятствовать усадке отливки, для чего между каркасом и внешним контуром стержня должен быть достаточный слой смеси; не мешать устройству вентиляционных каналов и не препятствовать выходу газов из стержня, для чего листовые и трубчатые каркасы должны иметь отверстия; легко удаляться из отливки при выбивке; Вески (подъёмы) служат для перемещения, отделки и установки стержней в форму. Вентиляция стержней служит для направленного в сторону знаков вывода газов, образующихся в результате заливки форм.
Вопрос №21. Формовочная оснастка и инструмент. ФОРМОВОЧНЫЙ ИНСТРУМЕНТ - вид технологической оснастки для уплотнения формовочной и стержневой смеси (рис. Ф-20). Формовочный инструмент применяют при ручной и машинной формовке. В зависимости от назначения формовочный инструмент разделяют на две группы. К первой группе относится формовочный инструмент, применяемый для просеивания смеси и наполнения ею опоки (сито, лопата, совок), для уплотнения смеси и вентиляции формы (трамбовки, вентиляционные иглы), для выравнивания формы со стороны набивки (скребок, линейка), а также для проверки положения модели в горизонтальной плоскости (уровень, ватерпас). Ко второй группе относится формовочный инструмент, применяемый для извлечения моделей из формы (подъемы), для выполнения элементов литниковой системы (нож, ложечки), для отделки формы (гладилки,угольники, крючки, ланцеты, полозки), для очистки и окраски формы (щетка, пылесос-эжектор, воздушное сопло, пульверизатор, кисть). Вопрос №22. Технологические процессы формовки. Технологический процесс ручной формовки Подготовка технологической оснастки заключается в проверке исправности опок, моделей и инструмента. После установки модели и опоки на подмодельную плиту производят припыливание моделей или нанесение разделительного покрытия. Уплотнение слоя смеси в опоке. На модель сначала наносят слой облицовочной смеси, уплотняя её вручную вокруг модели, затем насыпают слой наполнительной смеси от 50 до 150 мм и уплотняют его ручными или пневматическими трамбовками. Уплотнение смеси начинают от стенок опок, чтобы не повредить модели, а затем уплотняют весь объём опоки с избытком. Излишек смеси срезают металлической линейкой заподлицо с краями опок. При уплотнении смеси необходимо следить за тем, чтобы не сместить отъёмные части, холодильники и элементы литниковой системы. Нанесение разделительного покрытия по разъёму формы производят для того, чтобы не происходило прилипание формовочной смеси верха и низа полуформ. Извлечение модели из формы производят после расталкивания моделей путём постукивания по ней деревянным молотком или слесарным молотком по подъёмам. Сборка форм. Перед сборкой сухих форм необходимо проверить глубину просушенного слоя, при необходимости, исправить повреждения, подкрасить и подсушить. Методика расчёта шихты Для расчёта шихты необходимы следующие данные: химический состав сплава и шихтовых материалов, угар отдельных элементов сплава и количество возврата собственного производства.
Расчёт шихты ведут на 100 кг готового сплава и принимают оптимальный состав сплава, а затем рассчитывают необходимое количество элемента, которое нужно ввести в сплав с учётом угара, данные заносят в таблицу
Вопрос №27. Шихтовые материалы для плавки чугуна. Исходными материалами, т. е. шихтой для доменной плавки, являются железорудный агломерат, кокс и флюсы. Природное минеральное сырье, из которого экономически целесообразно извлекать металл промышленными способами, называют рудой. В земных недрах имеются железные, медные, свинцовые, цинковые, алюминиевые и другие руды. Из одних руд в основном можно получить только один металл, а из других — несколько. В последнем случае руды называют полиметаллическими. Помимо рудного минерала, в руде содержатся полезные примеси (марганец, титан и др. в железной руде; золото, серебро и др. в медной руде), вредные примеси (фосфор, сера и мышьяк в железной руде), пустая порода (глинозем, кремнезем в железной руде; окислы железа, глинозем, кремнезем в медной руде). В процессе переработки руды в металл вредные примеси и пустая порода удаляются. Железные руды различают по химическому составу рудного минерала. Преимущественно применяются руды со следующими рудными минералами: красный железняк, магнитный железняк, бурый железняк и шпатовый железняк. Качество руды тем выше, чем больше в ней содержится железа, марганца и других полезных элементов и меньше вредных примесей и пустой породы. Топливом для плавки являются кокс и природный газ. Кокс — твердое пористое вещество — является продуктом сухой перегонки каменного угля. В коксе, помимо углерода, содержится 9—10% золы, 0,4—1,9% кремния, 0,8—1,5% летучих, до 4 % влаги. В состав золы входят Si02, A1203, Fe203, CaO и др. Качество кокса тем выше, чем больше в нем содержится углерода и меньше серы, золы и летучих. Для удаления пустой породы в шихту вводят флюсы— преимущественно известняки. Составляющие флюса, вступая в химическое взаимодействие с пустой породой и золой, образуют шлак. Вопрос №28. Устройство коксовой вагранки. Вагранка – это шахтная печь, предназначенная для плавки чугуна из металлической шихты. По виду топлива вагранки бывают коксовые, коксогазовые и газовые. Устройство коксовой вагранки показано на рис. 8.6. Шахта печи обрамлена стальным кожухом – 1, футерованным внутри шамотным или динасовым кирпичём – 2. Распределительная коробка 3 служит для подвода воздуха к фурмам 4. Слив чугуна производят через желоб 5. Лещадь 6 заформовывают смесью перед каждой плавкой. Шахта вагранки имеет откидное днище 7, опорные колонны 8 и подовую плиту. Шлак выпускают через желоб 10. В зависимости от диаметра вагранки имеют 6 – 10 фурм.
Наблюдение за работой ведут через смотровые окна 11. Воздух в распределительную коробку подают посредством трубопровода 12 от вентилятора 13. Для обслуживания вагранки имеется шихтовая площадка 14 и загрузочное окно 15. Рукава 16 предназначены для удаления шлама, который осаждается в мокром пылеосадителе 17.
Вопрос №29. Технология плавки серого чугуна в коксовой вагранки. Модифицирование серого чугуна. На подину укладывают дрова, загружают часть холостой колонии и производят розжиг кокса дровами или газовой горелкой. После того, как кокс у рабочего окна разгорелся, горелки переставляют в фурмы и следят, чтобы кокс равномерно разгорался по всему сечению шахты. После розжига первой порции холостой колонии, загружают вторую. Розжиг завершается продувкой воздухом холостой колоши и замером её высоты, которая должна быть на 800 – 1400 мм выше уровня фурменного пояса. После этого заделывают рабочее окно. Перед подачей дутья заделывают чугунную летку глиной, а шлаковую формовочной смесью. Загрузку первого столба шихты производят так, чтобы масса металлозавалки первых четырёх – пяти калош была на 20 % меньше, а количество стального лома в ней было в 1,5 – 2,0 раза больше расчётной величины. В пятую калошу загружают двойную порцию кокса. Дутьё в вагранку подаётся сразу после загрузки первого столба шихты. При этом рекомендуется давление воздуха до появления первых капель чугуна у фурм устанавливать на 40 – 50 % меньше оптимального значения. Управление работой вагранки в период плавки заключается в своевременном выпуске чугуна и шлака, поддержании постоянного уровня столба шихты в бесперебойной подаче дутья. Загрузку вагранки производят наклонными скиповыми подъёмниками. В ковш подъёмника загружают все компоненты шихты: металл, флюсы, кокс и ферросплавы. Длительность плавки в коксовых вагранках составляет от одной – двух смен до пяти – шести суток, в зависимости от потребности в чугуне и принятого режима работы литейного цеха. Модифицирование Модифицирование серого чугуна производят графитизирующими модификаторами для измельчения пластинчатого графита, устранения отбела и образования междендритного графита. В качестве графитизирующих модификаторов применяют ферросилиций ФС 75, силикокальций, графит черный и разнообразные лигатуры, которые кроме кремния содержат следующие элементы: Al, Zr, Ва, Sr, РЗМ и др. Для получения перлитной структуры серого чугуна вводят модификаторы: Sn, Sb, N2 и др. Каждый тип графитизирующего модификатора имеет определенный срок действия, т.е. если разлить металл в формы позднее, то модифицирования сплава не произойдет. Срок действия модификатора ©оставляет 5—15 мин.
Для Повышения эффекта модифицирования применяют следующие способы ввода модификаторов: в ковш при заполнении его металлом из печи, на желоб плавильной печи; через промежуточный ковш -растворитель модификатора, поступающего из дозатора; методом погружения модификатора в ковш; в литниковую чашу специальной конструкции; непосредственно в карман, устроенный в литниковой системе. Контроль качества модифицирования производят по излому клиновидной пробы, заливаемой через определенный промежуток времени.
Вопрос №30. Технология плавки высокопрочного чугуна. Модифицирование высокопрочного Чугуна. В высокопрочном чугуне с шаровидным графитом перегрев в пределах 1400-1500 оС повышает предел прочности. В перлитно-ферритном чугуне повышение перегрева расплава способствует увеличению пластичности. Выдержка расплава при 1500 оС оказывает благоприятное влияние на удлинение и ударную вязкость только при условии, что ее длительность не превышает 10 мин. Для высокопрочного чугуна с шаровидным графитом соблюдение температурного режима при вводе сфероидизирующих добавок (магния или его сплавов) определяет степень условия магния и необходимую температуру жидкого чугуна при заливке форм. Особенностью состава шихты при выплавке высокопрочного чугуна является отсутствие или низкое количество (менее 20%) стального лома. Получение высокопрочного чугуна с повышенными показателями пластических свойств требует применения низкофосфористых шихтовых материалов. Скорость охлаждения зависит от конструкции или приведенной толщиной отливки, температуры заливки, химического состава чугуна, теплофизических свойств материала формы и ее температуры. К элементам, сфероидизирующим графит при их вводе в жидкий чугун, относятся: Mg, Са, Се, Y и др. РЗМ. Магний является наиболее эффективным модификатором для получения ВЧШГ. Основной проблемой модифицирования является интенсивное горение чистого магния при вводе его в чугун при атмосферных условиях. Кроме того, необходимо строго следить за временем выдержки металла после его модифицирования до конца заливки. Эффект модифицирования сохраняется непродолжительное время. В качестве модификаторов для получения чугуна с шаровидным графитом используют чистый магний и лигатуры. К оличество магния зависит от содержания серы в исходном чугуне, требуемого остаточного содержания магния в модифицированном чугуне и от коэффициента усвоения магния, который определяется опытным путем в зависимости от способа ввода магния в чугун. Модифицирование чистым магнием — наиболее дешевый способ. Однако для его ввода требуется специальное оборудование. При вводе Mg в чугун в автоклаве его количество и температура жидкого чугуна зависят от давления. Остаточное количество магния в чугуне должно быть в определенных пределах. При недостатке Mg образуется смешанный графит или вермикулярный графит, а при избытке белый или отбеленный чугун. Вопрос №31. Стали для изготовления отливок. В зависимости от назначения литых деталей и требований к ним стальные отливки подразделяются на три группы (табл. 9.1).
Литейные стали маркируют буквой Л, которую проставляют в конце их обозначения/например, 25 Л или 12 XI8 Н9ТЛ. Для плавки литейных сталей применяют мартеновские (очень редко) и электрические (в подавляющем большинстве) печи с кислой или основной футеровкой. Химический состав стали с указанием допустимого содержания вредных примесей и группы отливки являются основными данными для разработки технологии плавки (выбор плавильной печи, состав шихтовых материалов, расчет шихты и т.п.). где 1539 — температура плавления железа; 80, 30, 12 и т.д. — коэффициенты, показывающие, на сколько градусов снижает температуру плавления железа добавка в сталь 1 % соответствующего элемента — С, Р, S Литейные свойства сталей значительно хуже, чем чугунов. Температура плавления и температура заливки стали на -200 °С выше, чем чугуна, что требует применения более качественных и высокоогнеупорных футеровочных материалов для плавильных печей и формовочных материалов для форм. Линейная и объемная усадки сталей выше, чем чугунов. Поэтому для питания массивных узлов отливок применяют прибыли, в результате расход жидкого металла на отливки увеличивается более чем в два раза. Вопрос №32. Устройство электродуговой печи. Плавка стали в дуговых печах. Электрические дуговые печи (рис. 9.1) широко применяются в литейном производстве, благодаря следующим преимуществам по сравнению с кислородными конверторами и мартенами: возможность выплавлять в одной и той же печи разнообразные марки сталей малыми порциями при сравнительно небольшой продолжительности плавки; получение высоколегированных сталей высокого качества с низким содержанием серы, фосфора и неметаллических включений с использованием большого количества легированных отходов.
Плавка стали в дуговых печах состоит из следующих операций: заправка, загрузка шихты, плавление, доводка металла, раскисление и выпуск при заданной температуре жидкого металла в ковш. К плавке необходимо подготовить шихтовые и шлакообразующие материалы, а к выпуску металла из печи подготовить ковш. Заправка – это операция восстановления повреждённых и оплавленных мест пода и откосов ванны печи и сливного желоба. Загрузка печей ёмкостью 0,5 т производится вручную, а более 1,5 т с помощью корзин с откидным дном. Для этого печи имеют механизм подъёма и поворота свода. Плавление шихты: в первые 10 – 15 минут рекомендуется пониженная мощность расплавления пока не проплавятся колодцы в слое шихты; затем плавку ведут на максимальной мощности; за 30 минут до полного расплавления всей шихты частично снижают мощность; в конце расплавления устанавливают минимальную мощность для поддержания необходимой температуры жидкого металла. Доводка металла, раскисление и выпуск из печи при заданной температуре определяется маркой стали и футеровкой печи.
Вопрос №33. Устройство индукционной тигельной и канальной печей. Плавка стали в индукционных печах. Конструкция индукционной плавильной тигельной печи показана на (рис. 9.2). При выплавке углеродистых и низколегированных сталей применяют кислую, а для высоколегированных сталей основную футеровку тигля.
Рис. 9.2. Индукционная плавильная печь: 1 – каркас печи; 2 – индуктор; 3 – футеровка; 4 – верхняя плита; 5 – электоизоляционная прокладка; 6 – прижим Индукционные плавильные печи являются наиболее приемлемым агрегатом для плавки стали в литейном производстве благодаря следующим преимуществам: получение однородного по химическому составу металла с низким содержанием углерода, газов и неметаллических включений; лёгкость регулирования температурного режима плавки; низкий угар легирующих элементов; простота обслуживания и возможность выплавки разных по химическому составу сталей в одной печи в зависимости от потребности. Особенность индукционной плавки – низкая активность шлака из – за низкой температуры на поверхности металла. Основная роль шлака в индукционной печи – защита металла от окисления и насыщения его газами. При плавке стали в индукционных печах происходит интенсивное разрушение футеровки в результате электромагнитного перемешивания металла, и продукты износа тигля непосредственно попадают в расплав. Наиболее интенсивно изнашивается основная футеровка при выплавке высоколегированных сталей. Процесс плавки в индукционных печах состоит из операций: подготовки шихты, расчёта и навески её на плавку; Подготовка шлакообразующих смесей; подготовка печи к плавке; загрузка и расплавление шихты; раскисление стали и выпуск её в ковш при температуре, необходимой для заливки деталей. Вопрос №34. Плавка меди. Чистую медь используют при литье теплопроводящих изделий – фурм доменных печей и кислородных конверторов и токопроводящих деталей электрических машин. Медь как литейный материал имеет низкие литейные свойства: плохую жидкотекучесть, большую линейную усадку ~ 2,1 %, большую объёмную усадку ~ 11 %, высокую склонность к трещинообразованию и поглощению газов. Все примеси снижают электропроводность меди и её технологические и эксплуатационные свойства. К наиболее вредным примесям относятся висмут, свинец и кислород. Медь с кислородом при его содержании более 0,005 % образует эвтектику Cu – Cu2O, располагающуюся по границам зёрен, хрупкие включения которой существенно снижают её пластичность и делают склонной к «водородной болезни» - образованию трещин при работе в восстановительной атмосфере. Растворимость водорода в жидкой меди составляет 6 – 8 см3/100 г и зависит от содержания в ней кислорода. Кислород снижает растворимость водорода в жидкой меди. Водород является вредной примесью, так как при затвердевании, выделяясь из пересыщенного раствора вызывает образование газовой пористости и охрупчивание меди. Плавку меди необходимо производить в индукционных высокочастотных печах с графитовым тиглем ёмкостью до 200 – 500 кг. В качестве шихты применяют: катодную медь, возврат собственного производства, медный лом и переплав медной стружки и проводов. Подготовка меди заключается в её разрезке на куски удобные для загрузки, очистки от загрязнений. Катодную медь обязательно прокаливают в открытой или в вакуумной печи при температуре 500 - 700ºС, при этом удаляется ~ 80 % водорода и ~ 16 % кислорода от его исходного состояния. Вопрос №35. Плавка латуней. Для плавки латуней применяют индукционные канальные печи (ИЛК). Особенностью плавки латуней является летучесть цинка (температура кипения 907ºС). Угар цинка может достигать 0,5 – 5,0 %. Окись цинка не защищает сплав от окисления, поэтому плавку ведут под слоем флюса. Составы флюсов весьма разнообразны. Наиболее известные – это оконное стекло с добавлением разжижителей – буры, криолита, плавикового шпата. Применяют солевые флюсы: 60 % Na Cl; 30 % Na2CO3; 10 % Na3AlF6. Часто применяют прокалённый древесный уголь без или в смеси с покровными солевыми флюсами. При плавке латуней на дно прогретого тигля загружают древесноугольный карбюризатор ~ 1 % от веса металлозавалки, медь и медный лом. После прогрева шихты в течении 10 – 15 минут печь включают на максимальную мощность, по мере расплавления жидкая медь должна быть покрыта флюсом. Расплав нагревают до температуры 1150 - 1200º С и раскисляют фосфористой медью из расчета 0,1 % от веса жидкой меди. После этого вводят чушки вторичной латуни, латунный лом, цинк. Стружку смешивают с флюсом, насыпают на поверхность расплава и после прогрева замешивают в жидкий металл. Таким образом достигается минимальный угар стружки. Легирующие элементы вводят в расплав или загружают в печь в начале плавки в виде лигатур Cu – Fe, Cu – Mn, Cu – Ni и т.п. Литейные свойства латуней можно улучшить путём регулирования содержания примесей. Добавка алюминия до 0,3 % и кремния до 0,3 % повышает жидкотекучесть латуни ЛЦ40С, при этом сумма примесей алюминия и кремния, равная 0,6 % не превышает допустимого содержания примесей для данной марки латуни. Вопрос №36. Плавка бронзы. Плавка оловянистых бронз Колокольная бронза содержит 20 – 22 % олова не более 1 – 2 % примесей, остальное - медь. Оловянные бронзы имеют широкий интервал кристаллизации (150 - 200ºС), что способствует образованию в отливках рассеянной усадочной пористости, однако их относят к сплавам с хорошими литейными свойствами. К наиболее вредным примесям в оловянных бронзах относятся алюминий и кремний. Сотые доли процента этих примесей снижают механические свойства и герметичность отливок. Для плавки оловянистых бронз, особенно с высоким содержанием свинца, применяют высокочастотные индукционные печи с графитовым тиглем. В качестве шихтовых материалов применяют чистые металлы, возврат собственного производства, лом оловянных бронз, стружку, вторичные готовые сплавы оловянных бронз, лигатуры и раскислители. В готовых сплавах оловянных бронз содержание цинка предусмотрено выше, чем требуется в литейной бронзе на величину угара цинка или плавке. Подготовка шихты заключается в очистке шихтовых материалов от загрязнений путём прокалки и пескоструйной обработки. Перед плавкой шихтовые материалы следует подогревать до температуры не ниже 150ºС.Зеркало расплава должно быть постоянно покрыто слоем защитного флюса, а продолжительность плавки минимальной для сокращения потерь металла на угар. Высокосвинцовые бронзы плавят в индукционных печах высокой или промышленной частоты для интенсивного перемешивания расплава. Количество возврата и отходов не должно превышать 50 % массы металлозавалки. Плавку ведут под слоем покрывного углеродсодержащего флюса. Основной дефект отливок – ликвация по плотности. Чем интенсивнее перемешивание расплава, тем мельче включения свинца и мельче ликвация. Быстрое охлаждение отливок способствует уменьшению ликвации свинца в бронзе. Плавку алюминиевых бронз ведут в индукционных печах с графитовым тиглем под защитой покровных флюсов. Составы солевых флюсов разнообразны. Эффективно применение углеродосодержащего флюса с добавлением солесодержащих составов, содержащих криолит, плавиковый шпат и поваренную соль. При плавке на чистых шихтовых материалах сначала расплавляют медь, раскисляют её фосфористой медью, затем в несколько приёмов вводят алюминий, после расплавления алюминия вводят железо. Чем выше содержание алюминия, тем выше прочность и ниже пластичность и литейные свойства. Алюминиевые бронзы склонны к плёнообразованию. При плавке основное внимание уделяют защите расплава от окисления. Вопрос №37. Устройство тигельной электрической печи сопротивления. В качестве раздаточных печей применяют тигельные электрические печи сопротивления, устройство которых показано на рис. 11.2.
Рис. 11.2. Тигельная электрическая печь сопротивления: 1 – стальной кожух; 2 – футеровка; 3 – нагревательные элементы; 4 – клеммы; 5 – клеммная коробка; 6 – термопара; 7 – кожух вентиляционный; 8 – крышка печи; 9 – тигель плавильный; 10 – опорная плита; 11 – теплоизоляционный слой В литейных цехах с небольшим объёмом производства плавку и разливку алюминиевых сплавов ведут в одной и той же печи, для чего наиболее подходящими являются тигельные электропечи сопротивления. В электрической печи сопротивления тепло получают, пропуская электрический ток через материал с высоким омическим сопротивлением (нихром, силит). Электрическая тигельная печь сопротивления состоит из металлического кожуха цилиндрической формы с донышком и съемным колпаком для удаления газов. Внутри кожуха имеется футеровка из нормального и фасонного шамотного кирпича. Зазор, оставляемый между футеровкой и кожухом, заполняют теплоизоляционными материалами. Плавление металла происходит в чугунном тигле, установленном в рабочем пространстве печи. Верхние приливы тигля опираются на металлическую плиту, уложенную на футеровку. Сверху тигель закрывается крышкой, через отверстие в которой пропускается термопара. Металл нагревают в тигле до температуры 850—1000° С с помощью электрических нихромовых нагревателей, уложенных на выступы шамотной футеровки. В нижней части печи на уровне пода имеется отверстие для выпуска жидкого металла в случае прогара тигля. Емкость этого типа печей-25—150 кг. Вопрос №38. Литейные алюминиевые сплавы. Литейные алюминиевые сплавы по химическому составу подразделяют на пять групп. 1 группа – это сплавы на основе системы Al-Si-Mg. 2 группа – сплавы на основе Al-Si-Cu. 3 группа – сплавы на основе Al-Mg. 4 группа – сплавы на основе Al-Cu. 5 группа – сплавы на основе алюминия, прочие компоненты. Для всех групп сплавов в скобках приведены старые обозначения марок сплавов, действующие до 1993 г. В конструкторско-технологической и нормативной документации на отливки из алюминиевых сплавов приняты следующие сокращенные обозначения способов литья: 3 — литье в песчаные формы; В - литье по выплавляемым моделям; К — литье в кокиль; Д — литье под давлением; О — литье в оболочковые формы; ПД — литье с кристаллизацией под давлением (жидкая штамповка); М — сплав подвергается модифицированию. Различают алюминиевые сплавы в чушках и в отливках. К алюминиевым сплавам в отливках предъявляются требования в зависимости от объема контроля. По условиям работы отливки подразделяют на три группы: общего, ответственного и особо ответственного назначения. Механические свойства алюминиевых отливок зависят от способа литья, режима термической обработки и модифицирования. Благодаря низкой плотности и хорошим технологическим свойствам отливок из алюминиевых сплавов объем их производства ежегодно растет. Вопрос №39. Плавка алюминиевых сплавов. Рафинирование и модифицирование. Плавку алюминиевых сплавов производят в пламенных или электрических отражательных печах, индукционных тигельных печах высокой и промышленной частоты, индукционных канальных печах и электрических тигельных печах сопротивления. Для разливки мелких деталей сплав готовят в плавильной печи, а затем жидкий металл переливают в раздаточные печи. В раздаточных печах сплав повторно рафинируют, модифицируют, а затем из них производят разливку. В качестве раздаточных печей применяют тигельные электрические печи сопротивления. В качестве шихтовых материалов для плавки применяют первичные чушки алюминия и силумина, лом алюминия, возврат собственного производства, стружку и лигатуры. В литейном производстве лом и стружку алюминиевых сплавов предварительно переплавляют и разливают в чушки. Рафинирование алюминиевых сплавов В литейном производстве, в отличие от металлургическом рафинирование производят только с целью снижения содержания водорода и неметаллических включений, для чего широко применяются следующие способы рафинирования: хлоридами, обработка газом, фильтрация. Рафинирование хлоридами заключается в погружении в расплав до дна тигля порошков хлоридов или таблеток. В результате их взаимодействия с алюминием образуется газообразный хлорид алюминия, пузырьки которого, поднимаясь на поверхность расплава, увлекают за собой неметаллические частицы. Внутрь пузырьков дифундирует растворенный водород. Таким образом происходит рафинирование сплава от неметаллических включений и водорода. Рисунок 2 — Схема непрерывного литья и разновидности получаемых отливок
Вопрос № 50. Литье под давлением. Литьё под давлением металлов, способ получения отливок из сплавов цветных металлов и сталей некоторых марок в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Этим способом получают детали сантехнического оборудования, карбюраторов двигателей, алюминиевые блоки двигателей и др. Литьё производят на литейных машинах с холодной и горячей камерами прессования (рис.). Литейные формы, называются обычно пресс-формами, изготовляют из стали. Оформляющая полость формы соответствует наружной поверхности отливки с учётом факторов, влияющих на размерную точность. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели. Схемы литья под давлением на машинах с камерами прессования: а — холодной горизонтальной; б — холодной вертикальной; в — горячей; 1 — плита крепления подвижной части формы; 2 — выталкиватели; 3 — подвижная матрица формы; 4 — полость формы (отливка); 5 — неподвижная матрица формы; 6 — камера прессования; 7 — прессующий поршень; 8 — пресс-остаток; 9 — тигель нагревательной передачи; 10 — обогреваемый мундштук.
При получении отливок на литейных машинах с холодной камерой прессования (рис., а, б) необходимое количество сплава заливается в камеру прессования вручную или заливочным дозирующим устройством. Сплав из камеры прессования под давлением прессующего поршня через литниковые каналы поступает в оформляющую полость плотно закрытой формы, излишек сплава остаётся в камере прессования в виде пресс-остатка и удаляется. После затвердевания сплава форму открывают, снимают подвижные стержни и отливка выталкивателями удаляется из формы. При получении отливок на машинах с горячей камерой прессования (рис., в) сплав из тигля нагревательной печи самотёком поступает в камеру прессования. После заполнения камеры прессования срабатывает автоматическое устройство (реле времени, настроенное на определённый интервал), а поршень начинает давить на жидкий сплав, который через обогреваемый мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определённое время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают (обрезают) заливы (облой), элементы литниковых систем, затем их очищают вручную или на машинах; если необходимо, производят термообработку.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 1082; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.241.82 (0.095 с.) |

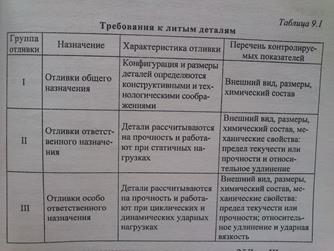 Группа отливки указывается в штампе чертежа 25Л - «Ш» или в технических требованиях на поле чертежа—«отливка III группы».
Группа отливки указывается в штампе чертежа 25Л - «Ш» или в технических требованиях на поле чертежа—«отливка III группы».

 Используют при получении отливок с параллельными образующими из чугуна, медных (бронза, латунь), алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок.
Используют при получении отливок с параллельными образующими из чугуна, медных (бронза, латунь), алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок.



