Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Мерительный инструмент-штангенциркуль ⇐ ПредыдущаяСтр 2 из 2
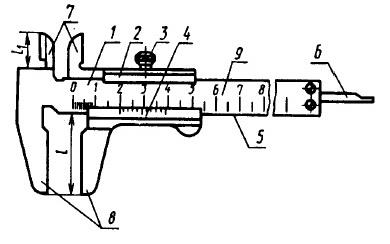
Штангенциркуль — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий. Штангенциркули (ГОСТ 166—73) Изготовляются четырех типов: ШЦ-I — с двусторонним расположением губок — для наружных и внутренних измерений и с линейкой для измерения глубин и высот (рис.4.1); ЩЦТ-I — с односторонним расположением губок, оснащенных твердым сплавом, для наружных измерений и с линейкой для измерения глубин; (рис.4.2); ШЦ-II — с двусторонним расположением губок — для наружных и внутренних измерений и для разметки(рис.4.3); ШЦ-III—с односторонним расположением губок-для наружных и внутренних измерений. (рис.4.4);
Рисунок 4.1 Штангенциркуль ШЦ-I: 1 - штанга; 2 - кромка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 9 - шкала штанги
Рисунок 4.2 Штангенциркуль ШЦТ-I: 1- штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 8 - шкала штанги
Рисунок 4.3 Штангенциркуль ШЦ-II: 1 – штанга; 2 – рамка; 3 – зажимающий элемент; 4 – нониус; 5 – рабочая поверхность штанги; 6 – устройство тонкой установки рамки; 7 – губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 – губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9 – шкала штанги
Рисунок 4.4 Штангенциркуль ШЦ-III: 1 – штанга; 2 – рамка; 3 – зажимающий элемент; 4 – нониус; 5 – рабочая поверхность штанги; 6 – губки с плоскими измерительными поверхностями для измерения наружных размеров; 7 – губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8 – шкала штанги
Штангенциркули так же изготавливаются с отсчетом по круговой шкале ШЦК (рисунок 4.5), с пределом измерений до 300 мм. Цена деления шкалы кругового отсчетного устройства 0,02; 0,05 и 0,1 мм. С цифровым отсчетным устройством ШЦЦ (рисунок 4.6) с диапазоном измерения до 1000 мм. Шаг дискретности цифрового устройства 0,01 мм. Параметры штангенциркулей представлены в таблице 4.1
Рисунок 4.5 Штангенциркуль ЩЦК: 1 - круговая шкала отсчетного устройства; 2 - штанга; 3 - рамка; 4 – шкала штанги
Рисунок 4.6 Штангенциркуль - ЩЦЦ: 1 - цифровое отсчётно устройство; 2 - штанга; 3 - рамка
Таблица 4.1 – Параметры штангенциркулей в мм
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса: 1) читают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение 2) читают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и умножают его порядковый номер на цену деления (0,1 мм) нониуса; 3) подсчитывают полную величину показания штангенциркуля, для этого складывают число целых миллиметров и долей миллиметра.
Реферат по дисциплине: Технология отросли и оборудования На тему: «История развития токарного станка»
Выполнил: Буркин С.О. Студент группы: КТб-11-1 Проверил:
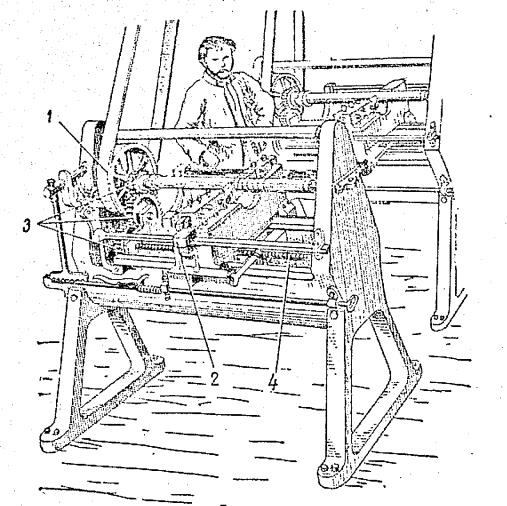
Иркутск 2012 Токарные станки были изобретены и применялись еще в глубокой древности. Они были очень просты по устройству, весьма несовершенны в работе и имели вначале ручной, а впоследствии ножной привод. Древний токарный станок ручного привода показан на рис. 1. Обтачиваемое изделие, установленное на двух деревянных стойках, обрабатывали два человека. Один вращал при помощи веревки изделие то вправо, то влево, а другой держал в руках режущий или колющий инструмент и обрабатывал им изделие. Старинный русский токарный станок ножного привода показан на рис. 2. Этот станок совершеннее предыдущего: более устойчивое взаимное положение изделия и инструмента обеспечивало и более точную обработку, а замена ручного привода ножным позволила работать на станке вместо двух одному человеку. Обтачиваемое изделие устанавливалось на заостренных деревянных клиньях 1 и 2 (первых представителях современных центров). Клин 1 закреплялся в стойке наглухо, а клин передвигался до упора в изделие 3 и закреплялся вспомогательным клином 4, Веревка 5, навитая на изделие 1-2 оборота, одним концом прикреплялась к гибкой жерди 6, а другим — к деревянной подножке 7. Нажимая ногой на подножку, токарь приводил во вращение обтачиваемое изделие. Удерживая обеими руками режущий инструмент, опирающийся о деревянный брусок 8, он прижимал инструмент к изделию и обрабатывал его.
Рисунок 1. Древний токарный станок
Рисунок 2. Старинный русский токарный станок
Затем нажим ноги на подножку прекращался, гибкая жердь выпрямлялась, тянула веревку вверх и вращала изделие в обратном направлении. Обтачивание в это время прерывалось, и таким образом, как и на предыдущем станке почти половина рабочего времени тратилась бесполезно. Токарные станки, показанные па рисунках 1 и 2 применялись главным образом для обработки деревянных изделий. Необходимость обработки металлических изделий ускорила развитие токарных станков, хотя это развитие происходило очень медленно. Приоритет в развитии токарных станков принадлежит русским техникам. Андрей Константинович Нартов, один из самых замечательных русских техников XVIII в., воспитанник Московской школы «математических и навигационных наук», впервые в мире в 1715 г. изобрел и затем построил токарно-копировальный станок с суппортом - механическим держателем режущего инструмента, заменяющим руку человека. На этом станке, хранящемся ныне в Государственном Эрмитаже в Санкт - Петербурге, сохранилась надпись: «Начало произведения строения махины 1718-го, решена 1729- году. Механик Андрей Нартов». В 1719 г. Нартов писал Петру I —большому мастеру токарного дела по дереву и металлу — из Лондона о том, что он «здесь таких токарных мастеров, которые превзошли российских мастеров, не нашел, и чертежи махинам, которые ваше царское величество приказал здесь сделать, я мастерам казал, и оные сделать по ним не могут...». Так при первом знакомстве Нартова с зарубежной техникой он смог убедиться в том, что русские мастера не только не уступают зарубежным, но и превосходят их. А. К. Нартов опередил почти на столетие Генри Модели, которому необоснованно приписывается буржуазными авторами изобретение суппорта в 1797 г. Хранящиеся в Государственном Эрмитаже станки Нартова доказывают, что он еще в начале XVIII в. работал на станках своего изобретения, на которых еще с большей точностью, чем в конце XVIII в,- у Модели, можно было изготовлять, притом автоматически, металлические изделия любой формы. Изобретение суппорта ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков. Следовательно, благодаря изобретению А. К. Нартова Россия почти на столетие опередила Западную Европу и Америку в создании токарных станков с суппортами. А. К. Нартов за два с половиной столетия до наших дней предвосхитил создание металлорежущих станков, автоматически изготовляющих изделия из металла,- тех станков, которые являются наиболее важными для современной промышленности. Заслугой Нартова является и воспитание им русских знатоков обработки металла резанием. Из петровской токарной мастерской, которой заведовал Нартов, вышел ряд учеников, в числе их особенно выделялись токари Александр Журавский и Семен Матвеев.
Ученики и последователи Нартова успешно совершенствовали и строили токарные станки. В конце 18 века тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурин разработали чертежи, по которым изготовлялись токарно-винторезные станки для обработки различных винтов. Сурин создал токарный станок и для изготовления ружейных стволов. На этом станке вращение изделия осуществлялось от трансмиссионного привода, а суппорт с режущим инструментом перемещался при помощи ходового винта. Впервые на этом станке было применено автоматическое выключение суппорта. Русские изобретатели и в этом усовершенствовании токарного станка опередили изобретателей зарубежных стран. Особенно широко изготовление токарных станков было развито на Тульском и других оружейных заводах. На рис. 3 показан один из таких станков. На нем изделие приводилось во вращение от трансмиссии через ременную передачу 1, а суппорт 2 перемещался механически при помощи шестерен 3 и винта 4. На рисунке 4 показан токарный станок со ступенчатым шкивом и перебором, созданный в середине девятнадцатого столетия. На таких станках изделию сообщалось разное число оборотов при помощи ступенчатого шкива 1 и шестеренчатого перебора 2. Движение суппорту 3 передавалось через смежные шестеренки 4 и ходовой валик или винт 5. Подобные токарные станки изготовлялись и в начале ХХ века. В конце девятнадцатого и в начале двадцатого столетия токарные станки со ступенчатым шкивом снабжались коробками передач для изменения скорости перемещения суппорта, а так же ходовым валиком и ходовым винтом.
Рисунок 3. Токарный станок, изготовленный на Тульском оружейном заводе в середине 18 века.
Рисунок 4. Токарный станок середины 19 века со ступенчатым шкивом
Рисунок 5. Токарно-винторезный станок ТН-20
Такой станок, показанный на рисунке 5, состоит из коробки подач 1, передней бабки 2, ступенчатого шкива 3, резцедержателя 4, суппорта 5, задней бабки 6, ходового винта 7, ходового валика 8, станины ножки 10, фартука 9 и тумбы 11.
До Великой Октябрьской социалистической революции в России станкостроение было плохо развито. Парк станков составлял всего 75 тысяч единиц. В период довоенных пятилеток было создано большое количество станкостроительных предприятий, освоен выпуск основных типов станков, а 1940 году парк станков вырос до 710 тысяч единиц.
В 1932 году в стране было освоено производство первого токарного станка с коробкой скоростей. Станок назывался ДИП («Догнать и перегнать»). Этим девизом советские станкостроители бросали вызов миру: «Мы догоним и перегоним вас по производству станков!». На смену ДИПу в 1957 году пришел станок 1А62, а в последующие годы 1А16, 1А64, 1620, 16К20, 1К62 и др.
Рисунок 6. Токарно-винторезный станок 1620 завода «Красный пролетарий»
После изобретения и успешного применения быстрорежущей стали, а затем и твердых сплавов появились быстроходные мощные станки современной конструкции. Эти станки имеют массивные станины и снабжены коробками скоростей, позволяющими быструю перемену чисел оборотов обрабатываемого изделия, и более совершенными коробками подач. На рисунке 6 показан наиболее совершенный токарно-винторезный станок модель 1620, изготовляемый заводом «Красный пролетарий». В настоящее время на производстве применяются усовершенствованные многофункциональные станки, также станки типа 16К20, и ДИП 100, ДИП 200, ДИП 300, ДИП 400, ДИП 500, ДИП 800, ДИП 1000. Таким образом, до появления современного токарного станка был пройден тяжелый путь от древних времен, когда использовались станки с применением ручной физической силы, до сегодняшнего момента, когда применяются полностью или частично автоматизированные станки, имеющие большую производительность и меньшие затраты рабочей силы. Список литературы:
1. Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф. техн. училищ. – М: Высшая школа, - 1972. – 304 с. 2. Ятченко С.В. «Токарное дело», М.: Сельхозгиз, 1958 г., 532 с.
|
||||||||
|
|
Последнее изменение этой страницы: 2016-08-12; просмотров: 487; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.67.251 (0.018 с.) |