
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розводка контрольно-очисної щілини.Стр 1 из 4Следующая ⇒
Розводку контрольно-очисної щілини встановлюють залежно від лінійної щільності (діаметру) ниток, що перемотуються, та їх структури. Діаметр ниток:
де С – стала величина, яка залежить від виду волокнистого матеріалу: - бавовняна пряжа - 1,25; - льняна пряжа - 1,19 - 1,26; - віскозне штапельне волокно - 1,26; - шерсть камвольна - 1,26 - 1,3; - шерсть апаратна - 1,3 - 1,35; - шовк - 1,26 - 1,35; - шовк-сирець - 1,08; - склонитки - 0,8. Розводка контрольно-очисної щілини lщ складає 1,5...2 діаметра для тонких і гладких ниток і 2...2,5 діаметра для середніх, товстих і нерівномірних ниток. Об'ємна щільність намотування ниток на пакуванні. Об'ємна щільність залежить від сировинного складу і структури ниток, виду намотування (паралельна, схрещена), форми пакування, натягу, швидкості перемотування. Приймається з довідкової літератури (см. табл. 1). Витягування ниток. Технологічний режим перемотування повинен забезпечувати мінімальне витягування ниток. Приймається з досвіду роботи підприємств (табл. 1). Обривність ниток при перемотуванні. Залежить від сировинного складу, виду (однониткова, кручена) і якості ниток, лінійної щільності, швидкості перемотування, технічного стану і параметрів КЗЛ мотальної машини, будови і якості вхідного пакування. Приймається з досвіду роботи підприємств (табл. 1). Продуктивність процесу перемотування. Теоретична продуктивність мотального обладнання (типу М-150-2, «Аутосук», УА-300):
де Vм – лінійна швидкість перемотування, м/хв; км.б – кількість мотальних барабанчиків (голівок, веретен). Норма продуктивності мотального обладнання:
де ККЧ = 0,8…0,9.
Розрахунок максимальної довжини і маси ниток на бобіні
Рис. 4. Конусна бобіна
Об’єм пряжі на бобіні:
Маса пряжі на бобіні:
де
Довжина пряжі на бобіні:
Визначення довжини відходів ниток основи і утоку при перемотуванні
де l1 – довжина нитки, яка необхідна для оправлення вхідного пакування перед встановленням на мотальну машину; l2 – довжина нитки, що видаляється при зв’язуванні кінців у момент зміни вхідного пакування або ліквідації обриву;
l3 – довжина нитки з вхідного пакування, необхідна для ліквідації обриву, включаючи втрати при зльотах; l4 – середня довжина нитки, що залишається на недопрацьованому вхідному пакуванні;
Число обривів розраховують виходячи з розрахунку обривів на 1 млн. м одиночної нитки за формулою:
де Lп, б – довжина нитки на початку або бобіні, м;
Норми відходів ниток при перемотуванні на мотальних машинах приведені в табл. 2.
Снування ниток Для снування ниток застосовують партіонні снувальні машини типу СП, стрічкові снувальні машини типу СЛ та ін. Для встановлення бобін використовують наступні шпулярники: Ш-608, Ш-616-2 – для бавовняних ниток; Ш-608-Ш, Ш-616-Ш для шерстяних ниток, Ш-1000-И – для шовкових ниток. Приклад. Підготовка снувальних валиків при виготовленні тканини арт. … здійснюється на машині СП-140. Снувальна машина СП-140 призначена для снування групи ниток, які змотуються з пакувань одиночної нитки і намотуються паралельним намотуванням на снувальний валик. Передача руху снувальному валу здійснюється примусово за допомогою електродвигуна постійного струму і клиноремінної передачі. Використання потужних двохколодкових гальм дозволяє проводити гальмування снувального валу за 3/4 одного оберту. Привід машини забезпечує постійною лінійну швидкість по мірі збільшення діаметру намотування. Машина забезпечена механізмом автоматичної зупинки при обриві нитки і наробітки снувального валу. Технічна характеристика снувальної машини і шпулярника представляється у вигляді таблиці. Технологічні параметри снування Лінійна швидкість снування. Залежить від виду, якості і фізико-механічних властивостей ниток, виду і якості вхідних пакувань, способу снування, величини ставки бобін. Рекомендуємі швидкості снування, м/хв: - бавовняна пряжа 600-1000; - шерстяна гребінна 500-700; - шерстяна апаратна 400-600; - льняна 500-700; - пряжа з хімічних волокон 400-600. Для фарбованої пряжі швидкість снування знижується на 5%. При снуванні бавовняної пряжі з бобін пневмомеханічного способу прядіння швидкість зменшується на 2%.
Більш конкретні дані представлені в табл. 1. Натяг ниток при снуванні. Загальний натяг нитки при снуванні складається з тих же складових, що й при перемотуванні. Величина натягу:
де ас – коефіцієнт, який залежить від волокнистого складу ниток, приймається на 0,01 менше, ніж при перемотуванні.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-12; просмотров: 123; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.189.22.136 (0.009 с.) |
 , мм
, мм , кг/год
, кг/год , кг/год
, кг/год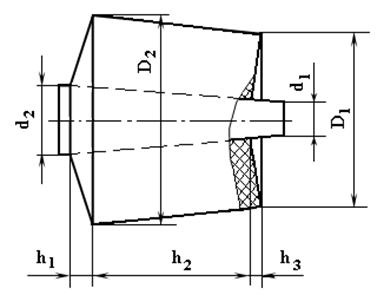

 , г.
, г. - щільність намотування на початку, г/см3.
- щільність намотування на початку, г/см3. , м.
, м. , м
, м – число обривів на одне вхідне пакування.
– число обривів на одне вхідне пакування. , обр.
, обр. - число обривів нитки на 1 млн. м.
- число обривів нитки на 1 млн. м. , сН
, сН


