Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Настройки параметров в режиме TIG DCСтр 1 из 2Следующая ⇒
6.5.1) Кнопкой выбора режима сварки установите режим TIG. Кнопкой выбора режима TIG сварки установите режим 2Т.
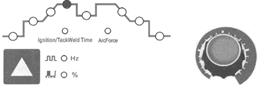
6.5.2) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «время продувки газом пере сваркой» (16). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
6.5.3) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «начальный ток сварки» (15). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
6.5.4) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «время нарастания тока дуги» (14). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
6.5.5) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «сварочный ток (DC)» (13). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
6.5.6) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «время спада тока дуги» (23). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
6.5.7) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «ток пилотной дуги» (22). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
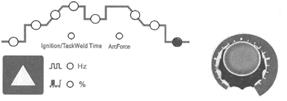
6.5.8) Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «время продувки газом после сварки» (22). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров (4)
В режиме TIG DC аппарат позволяет настраивать 8 параметров: Сварочный ток устанавливается в соответствие с рекомендациями нижеследующей таблицы. Ток возбуждения дуги величина силы тока, подаваемого на электрод при нажатии кнопки на горелке. Может быть установлен в соответствие с требованиями технологического процесса. Более высокий ток возбуждения облегчает поджиг дуги, но при сварке металла толщиной до 2 мм может привести к прожиганию металла в момент зажигания дуги. В 4-х тактном режиме работы горелки величина силы тока не увеличивается, а остаётся на уровне установленной величины тока возбуждения дуги для обеспечения прогрева рабочей поверхности или повторного поджига.
Ток пилотной дуги В 4-х тактном режиме работы горелки при снижении силы тока дуга не отключается, а переходит в режим пилотной дуги. Рабочий ток в этом режиме называется током пилотной дуги. Он может быть установлен в соответствие с требованием технического регламента аппарата. Длительность предварительной продувки – время от выпускания газа после нажатия кнопки горелки до зажигания дуги в режиме бесконтактного поджига. Обычно составляет не более 0,5 сек, чтобы убедиться что газ нормально подаётся к сварочной горелке до момента поджига дуги. При увеличении длины шланга подачи газа к горелке необходимо увеличить длительность предварительной продувки. Длительность продувки газом после окончания сварки – время между отключением питания дуги и отключением подачи газа. Слишком большая величина длительности продувки приводит к перерасходу газа, слишком малая величина приводит к образованию дефектов в кратере шва. Оптимальная величина длительности продувки составляет 5-10 с. Длительность нарастания тока – время, за которое сила сварочного тока увеличивается от значения тока зажигания до значения рабочего тока. Время снижения тока – время снижения силы тока на дуге от рабочего значения тока пилотной дуги (в 4-х тактном режиме). Может устанавливаться в соответствии с требованиями технологии сварки.\ Режимы работы горелки см.п. Таблица: Технические характеристики режимов TIG сварки
После установки всех необходимых значений параметров сварки откройте вентиль на газовом баллоне. Для подачи газа нажмите кнопку на горелке, и установите расход защитного газа с помощью редуктора. Установите значение рабочего тока в соответствии с толщиной заготовки. Поднесите горелку к заготовке, так чтобы вольфрамовый электрод не касался заготовки, а находился на расстоянии 2-4 мм от неё. Нажмите кнопку на горелке, осциллятор обеспечит поджиг дуги. При наличии дуги приступайте к процессу сварки.
|
||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 709; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.174.195 (0.005 с.) |