
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Современное производство листов для труб большого диаметраСтр 1 из 5Следующая ⇒ Современное производство листов для труб большого диаметра
Технологический процесс производства заданного профиля Выбор сляба
Выбрать сляб для прокатки листа 17 Таблица 8 Химический состав стали категории прочности X70, %
На стан 5000 поступает заготовка с ККЦ и ЭСПЦ: Таблица 9 Размеры слябов
Базисный предел текучести по методике Л. В. Андреюка:
где a=0,154; b=0,193; c=-3,497
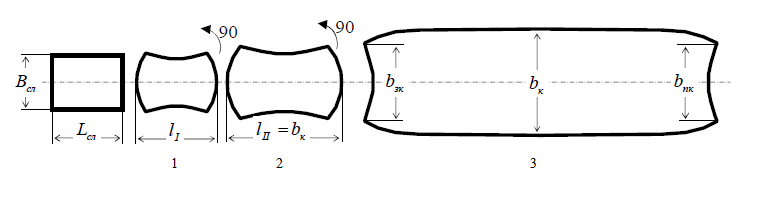
Определим размеры конечного раската. Принимаем схему «продольная прокатка с протяжкой и разбивкой ширины»(рис.4). В таком случае торцевая обрезь
Рисунок 4- Продольная прокатка с протяжкой и разбивкой ширины: 1-протяжка; 2-разбивка ширины; 3-прокатка на заданную толщину. Принимаем, что из одного раската получется 2 листа (
Ширина конечного раската:
Коэффициент использования бочки рабочих валков: Особенность конструкции клети стана 5000 состоит в том, что длина бочки рабочих валков 5300мм, а опорных 4950мм. Поэтому,
Коэффициент суммарного обжатия:
Толщина сляба:
Принимаем, Масса конечного раската:
Масса сляба: Принимаем коэффициент потерь металла в окалину
Допустимая масса сляба на стане 5000 Длина сляба: Прокатка производится по схеме «продольная прокатка с протяжкой и разбивкой ширины»(рис.4). При такой схеме сначала производится прокатка «вдоль» с вытяжкой Затем раскат контуется в горизонтальной плоскости и производится разбивка ширины. При этом должно выполниться условие для стана 5000,
Следовательно, с учетом протяжки длина сляба должна быть:
Принимаем Тогда,
Принимаем, Ширина сляба:
Принимаем, Таким образом, рекомендуется использовать сляб размерами
Такая масса сляба отличается от заданной при фабрикации (12,21) всего на 10 кг, и для стана 5000 является допустимой.
Подготовка заготовки к прокатке
Дефекты с поверхности исходных заготовок перед их нагревом удаляют преимущественно выборочной огневой зачисткой. Для выбора условий огневой зачистки различных сталей с целью предупреждения трещинообразования рекомендуется использовать углеродный эквивалент:
Особенности огневой зачистки зависят от величины углеродного эквивалента Прокатка на стане Разработка режима обжатий
Выбор ширины промежуточного раската:
Принимаем, Выбор числа проходов. Число чистовых проходов. При чистовой прокатке раскат толщиной
Коэффициент использования бочки валка:
Средний коэффициент обжатия при чистовой прокатке:
Число чистовых проходов:
Принимаем,
Число черновых проходов. При черновой прокатке сляб толщиной
Средний коэффициент обжатия при черновой прокатке:
Число черновых проходов:
Принимаем,
Число проходов при протяжке. При протяжке сляб толщиной Размеры раската после протяжки: толщина: ширина: длина: Коэффициент использования бочки валка:
Средний коэффициент обжатия при протяжке:
Протяжка выполняется с целью повышения равномерности толщины сляба с относительно не высоким обжатием за проход. Поэтому число проходов при протяжке:
Принимаем,
Обжатие при протяжке. При протяжке металл обжимается за два прохода с толщины 250мм до 192 мм. Оценим возможную величину обжатия в первом проходе. Абсолютное обжатие по условиям захвата. В клети ТЛС 5000 применяют стальные валки с гладкой бочкой. В таком случае Коэффициент влияния скорости на условие захвата:
где Коэффициент условий захвата:
Проверка ограничения по условиям захвата в
где Абсолютное обжатие с учетом практических данных для клетей кварто:
Абсолютное обжатие соответствующие среднему коэффициенту обжатия:
Исходя из целей прокатки, примем для первого прохода Толщина после первого прохода:
Относительное обжатие в первом проходе:
Коэффициент обжатия:
После второго прохода протяжки толщина должна быть 192 мм. Следовательно, абсолютное обжатие во втором проходе:
Относительное обжатие во втором проходе:
Коэффициент обжатия:
Скоростной режим прокатки Выбор температурного режима
В соответствии с заданием в качестве температурного режима выбираем высокотемпературную контролируемую прокатку. При данном температурном режиме черновая стадия прокатки должна проходить в области рекристаллизующегося аустенита, толщина раската при этом должна обеспечивать Режим нагрева. Рассчитываем теплопроводность стали указанного химического состава:
Температура нагрева сляба:
Принимаем, Удельное время нагрева:
Продолжительность нагрева:
Принимаем, Температура конца прокатки. Температура начала Сталь заданного химического состава является низколегированной. Следовательно,
где
где
Температура заторможенной рекристаллизации аустенита:
Температура конца
Черновая стадия прокатки должна закончиться при температуре Температура начала ускоренного охлаждения принимаем:
Охлаждаем до температуры:
Скорость охлаждения принимаем равной 15
Правка горячая
Охлаждение на воздухе
Маркировка листов Список литературы
Современное производство листов для труб большого диаметра
|
|||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 378; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.231.155 (0.004 с.) |
 2400
2400 
 -при стандартных условиях испытания (ε = 0,1; U = 1
-при стандартных условиях испытания (ε = 0,1; U = 1  ; t = 1000 °С) = 96,6 МПа.
; t = 1000 °С) = 96,6 МПа. и боковая обрезь
и боковая обрезь  Длина карточки для проб
Длина карточки для проб 
 . В таком случае конечный раскат должен иметь длину:
. В таком случае конечный раскат должен иметь длину:





 и коэффициент потерь металла на зачистку
и коэффициент потерь металла на зачистку  . Тогда,
. Тогда,
 Следовательно, масса сляба
Следовательно, масса сляба  допустима.
допустима. Длина раската после протяжки
Длина раската после протяжки 



 . Размеры соответствуют ограничениям. При таких размерах масса сляба:
. Размеры соответствуют ограничениям. При таких размерах масса сляба: .
.
 . Для углеродистых и низколегированных сталей
. Для углеродистых и низколегированных сталей  и поэтому температуру металла данной группы во время огневой зачистки не оговаривают. Рекомендуется начинать зачистку в холодном состоянии.
и поэтому температуру металла данной группы во время огневой зачистки не оговаривают. Рекомендуется начинать зачистку в холодном состоянии.

 обжимается да заданной толщины листа
обжимается да заданной толщины листа  . При этом коэффициент суммарного обжатия составит:
. При этом коэффициент суммарного обжатия составит: =
= 


 Тогда средний коэффициент обжатия будет равен:
Тогда средний коэффициент обжатия будет равен:
 обжимается в промежуточный раскат толщиной
обжимается в промежуточный раскат толщиной  При этом коэффициент суммарного обжатия составит:
При этом коэффициент суммарного обжатия составит:


 Тогда средний коэффициент обжатия будет равен:
Тогда средний коэффициент обжатия будет равен:
 прокатывается «вдоль» с коэффициентом обжатия
прокатывается «вдоль» с коэффициентом обжатия 





 Тогда средний коэффициент обжатия будет равен:
Тогда средний коэффициент обжатия будет равен:

 = 1- 0,05
= 1- 0,05  -0,0016
-0,0016  =1- 0,05
=1- 0,05  1,0-0,0016
1,0-0,0016  =
=  =
=  = 0,046
= 0,046 :
: =
=  = 0,046
= 0,046 


 .
.





 . Чистовая стадия прокатки должна проходить в области заторможенной рекристаллизации аустенита, т.е при температуре выше точки
. Чистовая стадия прокатки должна проходить в области заторможенной рекристаллизации аустенита, т.е при температуре выше точки  , но не выше 950
, но не выше 950  , частные обжатия не менее 11-15%.
, частные обжатия не менее 11-15%. Вт/м
Вт/м 
 .
.
 8,12=202 мин
8,12=202 мин .
. превращения:
превращения:
 - углеродный эквивалент при
- углеродный эквивалент при  ;
; - содержание элементов и степень деформации в области нерекристаллизующегося аустенита.
- содержание элементов и степень деформации в области нерекристаллизующегося аустенита.

 - суммарное относительное обжатие при чистовой прокатке;
- суммарное относительное обжатие при чистовой прокатке;


 Температуру начала второй стадии прокатки принимаем равной 945
Температуру начала второй стадии прокатки принимаем равной 945  , а температура конца второй стадии должна быть не ниже 770
, а температура конца второй стадии должна быть не ниже 770 

 .
.


