Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет энерго- и ресурсосбережений ⇐ ПредыдущаяСтр 5 из 5
Для расчета энерго- и ресурсосбережений необходимо заполнить таблицу 2.13 на основании данных таблиц 2.1 и 2.3. Недостающие необходимые данные для расчета экономии энергоресурсов. Таблица 2.13 - Данные для расчета экономии энергоресурсов
В графы таблицы заносятся данные по базовому и проектируемому технологическим процессам механообработки детали: в графе 1 указывается нумерация операций механообработки; в графе 2 - мощность электродвигателя оборудования по операциям механообработки; в графе 3 - основное время (То) по операциям механообработки,мин; в графу 4 заносятся данные по занимаемой площади станка, которая определяется произведением длины на ширину станка; в пятой графе указываются расчетные значения расхода электроэнергии на одну деталь по каждой операции, которые определяются по формуле
где
Годовой объем выпуска принимается в базовом и проектируемом варианте технологического процесса - одно и то же значение. Далее по каждому варианту технологического процесса определяются суммарные затраты по мощности электродвигателей, основному времени, занимаемой площади и расходу электроэнергии на 1 деталь. На основании полученных данных определяется расход электроэнергии затраченный на обработку годового объема выпуска деталей по вариантам технологического процесса
где ∑Pi - суммарный расход электроэнергии по операциям, кВт∙ч; N - годовой объем выпуска изделий, шт. Экономический эффект от снижения расхода электроэнергии определяется по формуле
где
для предприятий. Второй составляющей энергосбережения является снижение затрат на обогрев промышленного здания в связи с уменьшением его объема. Объем здания по вариантам технологических процессов определяется по формуле
где 1,3 - коэффициент, учитывающий дополнительный объем (от фермы до кровли); S - площадь, занимаемая станками, м2; Н - высота здания от уровня чистого пола до фермы, Н=7,2 м. Расход тепловой энергии для обогрева здания определяется по формуле
где
Тогда экономический эффект от снижения расхода тепловой энергии составит
где технологических процессов, Гкал;
В результате суммарный эффект по энергосбережению составит
В данном пункте необходимо обосновать так же рациональность принятого варианта заготовки. Для выполнения данного пункта рекомендуется литература [ 15, 25].
Заключение Заключение пишется по окончании проектирования. В нем кратко отражаются основные отличия разработанного технологического процесса от базового, применение новых методов обработки, высокопроизводительного оборудования, механизированных приспособлений, прогрессивных конструкций режущих инструментов, а так же перечисляются мероприятия, за счет которых получен суммарный эффект по энергосбережению.
Список литературы
1. Антонюк В. Е. Конструктору станочных приспособлений: Справочное пособие.- Мн.: Беларусь, 1991. 2. Балабанов, А.Н. Краткий справочник технолога-машиностроителя. - М.: Издательство стандартов, 1992 3. Барановский, Ю.В. Справочник. Режимы резания металлов. - М.: Машиностроение, 1972. 4. Белоусов А. П. Проектирование станочных приспособлений: Учебное пособие для учащихся техникумов. - М.: Высшая школа, 1980 5. Боголюбов, С.К. Черчение: Учебник для средних специальных учебных заведений. -М/. Машиностроение, 1989. 6. Гелин, Ф. Д. Неметаллические материалы: Справочник - Мн/. Высшая школа, 1987.
7. Горбацевич, А.Ф., Шкред, В.А. Курсовое проектирование по технологии машиностроения. - Мн.: Выш.шк., 1986 8. ГОСТ 977-75 Химический состав и механические свойства стали 9. ГОСТ 2789-73. ЕСКД. Шероховатость поверхности. Параметры, характеристики и обозначения. 10. ГОСТ 3.1107-81. ЕСТД. Опоры, зажимы и установочные устройства. Графические обозначения. 11. ГОСТ 3.1404-86.ЕСТД. Формы и правила оформления документов на технологические процессы и операций обработки резанием 12. ГОСТ 3 Л 702-79. ЕСТД. Правила записи операций и переходов, обработка резанием 13. Данилевский В. В. Технология машиностроения: Учебник для техникумов. - М:Высшая школа, 1984 14. Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ:Справочник. - М.: Машиностроение, 1990 15. Мурысева, В.С. Технология машиностроения. Курсовое и дипломное проектирование: пособие /В.С. Мурысева. – Минск: Выс.шк., 2008 16. Нефёдов Н. А., Дипломное проектирование в машиностроительных техникумах. - М. Высшая школа, 1986 17. Нефедов, H.A., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. - Мл Машиностроение. 1977 18. Обработка металлов резанием: Справочник технолога/ А.А.Панов, В.В.Аникин, Н.Г. Бойм и др.: под общ/ред. А.А. Ланова.- М.: Машиностроение. 1987 19. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые металлорежущих станках: среднесерийное и крупносерийное производство,- М.: НИИ труда, 1984.469с. 20. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Ч 1. Нормативы времени. -М.: Экономика, 1990.-206с.:ил. 21. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Ч 2. Нормативы режимов резания. -М.: Экономика, 1990.-473с.:ил. 22. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. / ЦБПНТ при НИИТруда. - Машиностроение, 1974. 23. Справочник технолога машиностроителя в 2-х т./ Под ред. А.М.Дальского. А.Г.Косиловой – М.: Машиностроение, 2003 24. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: машиностроение, 1985Технология машиностроения. Курсовое и дипломное проектирование: учеб.пособие / М.Ф.Пашкевич [и др.]; под ред. М.Ф.Пашкевича. – Минск: Изд-во Гревцова, 2010 ПРИЛОЖЕНИЕ А
Рисунок 1 – Образец выполнения титульного листа
ПРИЛОЖЕНИЕ А
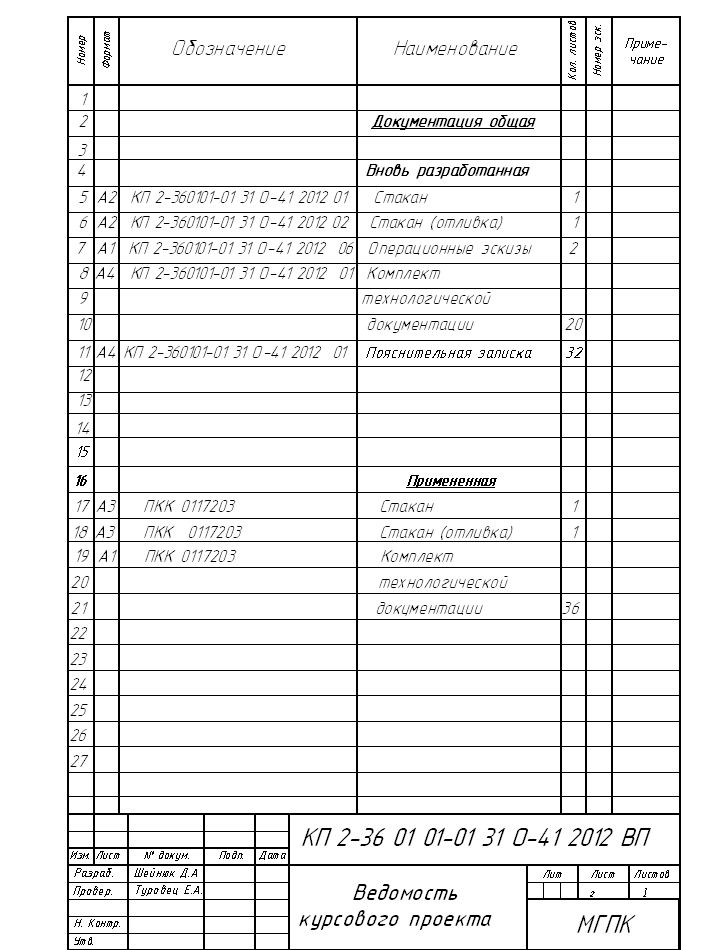
Рисунок 2 - Пример заполнения ведомости курсового проекта
ПРИЛОЖЕНИЕ А
Рисунок 3 – Пример оформления листа содержания
ПРИЛОЖЕНИЕ Б Таблица 1 – Сведения, вносимые в отдельные графы и строки маршрутной карты
ПРИЛОЖЕНИЕ Б
Рисунок 1 – Пример заполнения маршрутной карты (форма 1)
Рисунок 2 – Пример заполнения маршрутной карты (форма 1б-продолжение)
ПРИЛОЖЕНИЕ Б
Таблица 2 - Информация по дополнительным графам операционной карты механической обработки
Для удобства поиска соответствующих граф карты номера пунктов таблицы продублированы выносными линиями на полях рисунка 3.
ПРИЛОЖЕНИЕ Б
Рисунок 3 – Пример заполнения операционной карты (форма 3)
Рисунок 4 – Пример оформления карты эскизов (форма 7) ПРИЛОЖЕНИЕ Б
Таблица 3 - Информация, вносимая в карту технического контроля
Для удобства поиска соответствующих граф карты номера пунктов таблицы продублированы выносными линиями на полях рисунка 5.
Рисунок 5 – Пример заполнения операционной карты технического контроля (форма 2)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 378; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.16.184 (0.038 с.) |
 (2.27)
(2.27) - мощность электродвигателя станка на i-й операции, кВт;
- мощность электродвигателя станка на i-й операции, кВт; - основное времени на i-й операции, мин.
- основное времени на i-й операции, мин. (2.28)
(2.28) (2.29)
(2.29) - расход электроэнергии на обработку годового объема выпуска деталей по базовому и проектируемому технологическим процессам, кВт∙ч;
- расход электроэнергии на обработку годового объема выпуска деталей по базовому и проектируемому технологическим процессам, кВт∙ч; - цена 1 кВт∙ч электроэнергии, руб; принимается по данным «Белэнерго»
- цена 1 кВт∙ч электроэнергии, руб; принимается по данным «Белэнерго» (2.30)
(2.30) (2.31)
(2.31) - расход тепловой энергии на обогрев 1 м3 здания,
- расход тепловой энергии на обогрев 1 м3 здания,  ;
; – объем здания, м3.
– объем здания, м3. (2.32)
(2.32) - расход тепловой энергии по базовому и проектируемому вариантам
- расход тепловой энергии по базовому и проектируемому вариантам - цена 1 Гкал, руб; принимается по данным «Белэнерго».
- цена 1 Гкал, руб; принимается по данным «Белэнерго». (2.33)
(2.33)