Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Этапы разработки спец.технологического оборудования.
1. Исследование и обоснование создания: 1.1. Обследование (сбор и анализ данных), включая сбор сведений о зарубежных и отечественных аналогах. 1.2. Разработка и оформление предварительных требований (технико-экономическое обоснование, тактико-техническое задание, заявка на создание). 2. Техническое задание: 2.1. Научно-исследовательские работы. 2.2. Разработка аванпроекта. 2.3. Разработка технического задания на в целом и при необходимости частных технических заданий на подсистемы. 3. Эскизный проект: З.1. Разработка предварительных решений по выбранному варианту и отдельным видам обеспечения. 4. Технический проект: 4.1. Разработка окончательных решений по общесистемным вопросам, в том числе по структурам (функциональной, организационной); процедурам (задачам), реализуемым системой; процессу функционирования системы и при необходимости выдачи частных технических заданий на разработку видов обеспечения или видов обеспечения подсистемы. 4.2. Разработка решений по организационному обеспечению, включая разработку плана мероприятий по подготовке к внедрению. 4.3. Разработка решений по техническому обеспечению. 4.4. Разработка решений по математическому обеспечению. 4.5. Разработка решений по информационному обеспечению. 4.6. Разработка решений по лингвистическому обеспечению. 4.7 Разработка решений по программному обеспечению. 4.8. Разработка решений по методическому обеспечению. 4.9. Разработка проектно-сметной строительной документации. 4.10. Согласование решений по связям видов обеспечения между собой и разработка общесистемной документации на оборудование в целом. 4.11. Составление заказной документации на поставляемые компоненты и комплексы средств автоматизации или технических заданий на их разработку. 5. Рабочая документация. 5.1. Разработка рабочей документации по информационному обеспечению. 5.2. Разработка рабочей документации по организационному обеспечению. 5.3. Разработка рабочей документации по методическому обеспечению. 5.4. Разработка рабочей документации по лингвистическому обеспечению. 5.5. Разработка или адаптация программ и програм-ной документации. 5.6. Разработка документации на технические средства разового изготовления.
5.7. Разработка проектно-сметной строительной документации. 6. Изготовление несерийных компонентов комплекса средств автоматизации (КСА). 6.1. Изготовление компонентов КСА. 6.2. Автономная отладка и испытания компонентов КСА. 7. Ввод в действие. 7.1. Подготовка организации к вводу оборудования в действие, обучение персонала пользователя. 7.2. Строительно-монтажные работы. 7.3. Комплектация поставляемыми комплексами средств автоматизации, техническими, про-граммными средствами и др. 7.4. Пуско-наладочные работы (комплексная отладка КСА). 7.5. Проведение опытной эксплуатации. 7.6. Проведение приемочных испытаний (государственных, межведомственных или ведомственных). 7.7. Устранение замечаний, выявленных при испытаниях. 7.8. Приемка в промышленную эксплуатацию (внедрение).
Способы настройки режимов дуговой сварки. ДИАМЕТР ЭЛЕКТРОДА Первым параметром режима принято считать диаметр используемого электрода. Как правило, он напрямую связан с силой тока. Сила тока всегда должна соответствовать выбранному диаметру электрода, что является залогом качественного шва. Важно помнить, что чем больше будет выбранный размер электрода, тем меньшей будет глубина шва. Значит, и качество его будет несколько хуже. Но если посмотреть на это с другой стороны, то увеличивается ширина шва. А в некоторых случаях она более важна, чем его глубина. Если вы производите вертикальную сварку, то старайтесь подбирать электрод размером около 4 мм. Сила тока при этом выбирается в зависимости от указаний в инструкции к сварочному аппарату. Но чем горизонтальнее будет производиться вся работа, тем меньшей должна быть сила тока при таком же размере электрода. Вернуться к оглавлению СКОРОСТЬ ПРОЦЕССА СВАРКИ
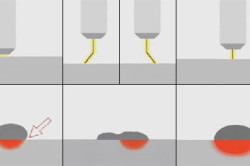
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга. Второй параметр – скорость самого процесса. Главное здесь – обеспечить превышение примерно в 1,5 раза ширины сварочного шва по сравнению с выбранным диаметром электрода. При этом на металле, где производится сваривание, не должно быть ни подрезов, ни наплывов. Очень важно здесь выбрать оптимальную скорость. В большинстве случае она подбирается уже в процессе работы. Поэтому следует четко знать, какие признаки являются результатом слишком быстрой сварки, а какие – чересчур медленной. Тогда вы сможете вовремя ускориться или замедлиться.
При высокой скорости сварки образуются непроваренные пустоты на швах, которые после полного охлаждения могут дать серьезные трещины. Если же процесс происходит медленно, то расплавленный металл растекается. Это очень портит качество. Через некоторое время после охлаждения также могут появиться непроваренные места и трещины. Можно подбирать скорость и по размеру сварочной ванны. Здесь все будет намного проще. Вам достаточно лишь заполнить ванну четко до самых краев, в итоге не будет ни избытка, ни недостатка жидкости. Обычно все ванны имеют стандартные размеры. Вернуться к оглавлению
|
||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 885; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.86.134 (0.007 с.) |