Разделку концов кабелей производят до монтажа муфт и заделок. Она заключается в последовательном ступенчатом удалении на определенной длине защитных покровов, брони, оболочки, экрана и изоляции кабеля. Размеры разделки определяют по технической документации в зависимости от конструкции кабеля и монтируемой на нем муфты (заделки), напряжения кабеля и сечения его жил.
Рисунок 1. Технология резки концов кабелей, наложения бандажей и удаления покровов: a — резка конца кабеля ножницами НС; 6 — подмотка из смоляной ленты; в — наложение проволочного бандажа; г — надрезание брони; д, е — удаление брони, пряжи, подушки и кабельной бумаги
Приступая к разделке конца кабеля, проверяют отсутствие влаги в бумажной изоляции и жилах. При необходимости удаляют имеющуюся влажную изоляцию, лишнюю длину концов, участки под герметизирующими колпачками и концевыми кабельными захватами, а также проходящие через щеки барабанов. Дефектные места кабеля отрезают секторными ножницами НС. Разделку кабеля начинают с определения мест установки бандажей, которые рассчитывают по формуле: А — Б + О + 77+ И+ Г. На конце кабеля отмеряют расстояние А (рис. а) и распрямляют этот участок. Далее подматывают смоляную ленту (см. рис. 6) и накладывают бандаж из двух-трех вариантов стальной оцинкованной проволоки вручную или с помощью специального приспособления (клетневки). Концы проволоки захватывают плоскогубцами, скручивают и пригибают вдоль кабеля.
Рисунок 2. Разделка концов трехжильного кабеля: а — с поясной бумажной изоляцией; б — с пластмассовой изоляцией; 1 — наружный покров; 2 — броня; 3 — оболочка; 4 — поясная изоляция; 5— изоляция жилы; 6 — жила кабеля; 7— бандаж; А, Б, И, О, П, Гн Ш— размеры разделки
Наружный кабельный покров разматывают до установленного бандажа и не срезают, а оставляют его для защиты ступени брони от коррозии после монтажа муфты. На броню кабеля на расстоянии Б (50—70 мм) от первого проволочного бандажа накладывают второй бандаж. При монтаже чугунных соединительных и ответвительных муфт и концевых заделок в стальных воронках участок брони используют для уплотнения их горловин, поэтому размер Б увеличивают до 100—160 мм. По внешней кромке второго бандажа бронерезкой или ножовкой надрезают верхнюю и нижнюю ленты брони (не более половины их толщины), затем броню разматывают (см. рис. 7.19, г, д), обламывают и снимают. Далее удаляют подушку. Для этого кабельную бумагу и битумный состав подогревают огнем пропановой горелки или паяльной лампы. Оболочку кабеля очищают салфеткой, смоченной в подогретом до 35—40° С трансформаторном масле. Для удаления оболочки на расстоянии 50—70 мм от среза брони делают кольцевые надрезы. В чугунных муфтах и концевых стальных воронках участок оболочки используют только для присоединения заземляющего проводника, поэтому указанное расстояние уменьшают до 20—25 мм. При разметке свинцовых оболочек кольцевые надрезы на половину глубины выполняют монтерским или специальным ножом с ограничителем глубины резания. От второго кольцевого надреза на расстоянии 10 мм один от другого полоску оболочки между двумя надрезами захватывают плоскогубцами и удаляют. Оставшуюся часть оболочки раздвигают и отламывают у второго кольцевого надреза. Между первым и вторым кольцевыми надрезами оболочка временно остается. Она предохраняет изоляцию от повреждения при изгибе жил.
Рисунок 3. Операции по удалению оболочек кабеля: а — разметка; 6, в — круговые надрезы свинцовой оболочки; г — круговые надрезы алюминиевой оболочки; д, е — продольные надрезы свинцовых оболочек; ж — надрез алюминиевой оболочки по винтовой линии; з, м — надрезы пластмассовых оболочек; и, к — снятие свинцовых оболочек; л — снятие алюминиевых оболочек; 11 — удаление гофрированной алюминиевой оболочки.
У кабелей с алюминиевой оболочкой надрезы выполняют стальным ножом НКА-1М с режущим диском. От второго кольцевого надреза делают винтовой надрез. Удаление гофрированной алюминиевой оболочки производят после ее надрезания на расстоянии 10—15 мм у выступа гофр. Далее жилы кабеля освобождают от поясной изоляции и постепенно выгибают по шаблону. Затем подготовляют место для присоединения заземления.
Рисунок 4. Прикрепление проволочными бандажами проводника заземления к металлической оболочке (а) и припайка к ней (б): 1,3 — бандаж у торцов оболочки и наружного покрова; 2, 4 — бандаж для припайки проводника заземления.
Для присоединения жил кабелей к контактным выводам электротехнических устройств их оконцовывают наконечниками, закрепляемыми на жилах опрессованием, сваркой или пайкой. Оконцевание однопроволочных жил кроме того может быть выполнено формированием наконечника из конца жйлы. Соединение жил кабелей в муфтах выполняют в соединительных и ответвительных гильзах опрессованием, сваркой или пайкой. Технология соединения алюминиевых жил опрессованием показана на рис. 7.23, а — з. Концы алюминиевых секторных жил перед опрессованием скругляют: многопроволочные — универсальными плоскогубцами, однопроволочные и комбинированные — специальным инструментом ИСК или КС, а также инструментом, входящим в набор НИСО. При опрессовании наконечник или гильзу надевают на жилу (жила должна входить в трубчатую часть наконечника до упора, а в гильзе торцы жил должны упираться друг в друга в середине ее), устанавливают в механизм для опрессования, предварительно отводя пуансон.
Рисунок 5.Технология соединения алюминиевых жил опрессованием: а — зачистка внутренней поверхности гильзы; б — смазка внутренней поверхности гильзы; в - концы жил со снятой изоляцией; г — зачистка концов жил; д — смазка жил кварцевовазели- новой пастой; е — надевание гильзы на жилы; ж — опрессование жилы; з — измерение остаточной толщины в месте опрессования
Операции соединения и ответвления непосредственным сплавлением припоем обработанных концов жил показаны на рис. а. В формы (гильзы) 2 жилы 1 вводят так, чтобы их стык находился в середине формы (для жил со срезанными под углом 55° концами зазор между торцами оставляют около 2 мм). Разъемные формы скрепляют бандажами или замками, а зазоры между жилой и формой уплотняют асбестовым шнуром 7. Для более полной заливки припоем формы располагают в горизонтальном положении, на жилы надевают защитные экраны 5. При соединении жил сечением 120—240 мм2 дополнительно устанавливают охладители.
Рисунок 6. Технология соединения многопроволочных алюминиевых жил пайкой: а — сплавление припоем; б — способом полива
Форму (гильзу) нагревают пламенем горелки 5. Одновременно вводят в пламя палочку припоя 4, расплав 6 которого перемешивают мешалкой 8 до полного заполнения формы и удаления шлаков. После этого нагрев прекращают. Легким постукиванием по форме уплотняют припой. Тигель И (рис. 7.24, б), при пайке поливом из ковшика 9 предварительно расплавленным припоем, устанавливают на некотором расстоянии, чтобы исключить дополнительный нагрев изоляции жил. Между тигелем и местом пайки размещают лоток 10, по которому будут стекать излишки (лоток не должен касаться изоляции жил). Технология изолирования мест соединения и оконцевания жил кабелей бумажными роликами и рулонами показана на рис. а — е. После соединения жил бумажную изоляцию промывают разогретым до 120—130° С пропиточным составом. Затем снимают с изоляции жил верхние расцветочные ленты: изоляцию разделывают ступенями на участке длиной 16 мм — для кабелей напряжением 6 кВ и 24 мм — для кабелей на 10 кВ. Ширина каждой ступени составляет 8 мм, на каждой ступени обрывают восемь лент бумажной изоляции. Далее изоляцию кабеля повторно промывают разогретым до 120—130° С пропиточным составом. Рисунок 7. Технология изолирования мест соединения кабеля и оконцевания; а — промывание гильз и бумажной изоляции разогретым составом МП; б— ступенчатая разделка бумажной изоляции в месте соединения жил; в — положение ролика и ленты при намотке; г — положение ролика и ленты в начале намотки второго слоя; наложение рулонной подмотки; е — комбинированная изоляция, выполненная бумажными роликами и рулонами; I — положение ролика и ленты при повороте; 2— ступени разделки заводской изоляции жил; 3 — слой подмотанной изоляции; 5 — подмотка бумажными роликами с шириной ленты соответственно 5 и 10 мм; б — подмотка бумажными роликами; 7 — соединительная гильза
Восстановление изоляции оголенных участков жил выполняют роликами шириной 5 мм (подмотку делают до внешней поверхности соединительной гильзы или заводской изоляции в зависимости от того, что имеет меньший диаметр). Дальнейшее изолирование осуществляют роликами шириной 10 мм. Периодически в процессе подмотки изолируемые жилы прошпаривают разогретым до 120— 130° С пропиточным составом МП. Дальнейшее изолирование выполняют цилиндрическими рулонами шириной до 300 мм в зависимости от марки муфты.
Методы диагностики неисправностей асинхронных электродвигателей
Двигатель при пуске не разворачивается или скорость его вращения ненормальная.
Причинами указанной неисправности могут быть механические и электрические неполадки.
К электрическим неполадкам относятся: внутренние обрывы в обмотке статора или ротора, обрыв в питающей сети, нарушения нормальных соединений в пусковой аппаратуре. При обрыве обмотки статора в нем не будет создаваться вращающееся магнитное поле, а при обрыве в двух фазах ротора в обмотке последнего не будет тока, взаимодействующего с вращающимся полем статора, и двигатель не сможет работать. Если обрыв обмотки произошел во время работы двигателя, он может продолжать работать с номинальным вращающим моментом, но скорость вращения сильно понизится, а сила тока настолько увеличится, что при отсутствии максимальной защиты может перегореть обмотка статора или ротора.
В случае соединения обмоток двигателя в треугольник и обрыва одной из его фаз двигатель начнет разворачиваться, так как его обмотки окажутся соединенными в открытый треугольник, при котором образуется вращающееся магнитное поле, сила тока в фазах будет неравномерной, а скорость вращения — ниже номинальной. При этой неисправности ток в одной из фаз в случае номинальной нагрузки двигателя будет в 1,73 раза больше, чем в двух других. Когда у двигателя выведены все шесть концов его обмоток, обрыв в фазах определяютмегаомметром. Обмотку разъединяют и измеряют сопротивление каждой фазы.
Скорость вращения двигателя при полной нагрузке ниже номинальной может быть из-за пониженного напряжения сети, плохих контактов в обмотке ротора, а также из-за большого сопротивления в цепи ротора у двигателя с фазным ротором. При большом сопротивлении в цепи ротора возрастает скольжение двигателя и уменьшается скорость его вращения.
Сопротивление в цепи ротора увеличивают плохие контакты в щеточном устройстве ротора, пусковом реостате, соединениях обмотки с контактными кольцами, пайках лобовых частей обмотки, а также недостаточное сечение кабелей и проводов между контактными кольцами и пусковым реостатом.
Плохие контакты в обмотке ротора можно выявить, если в статор двигателя подать напряжение, равное 20—25% номинального. Заторможенный ротор медленно поворачивают вручную и проверяют силу тока во всех трех фазах статора. Если ротор исправен, то при всех его положениях сила тока в статоре одинакова, а при обрыве или плохом контакте будет изменяться в зависимости от положения ротора.
Плохие контакты в пайках лобовых частей обмотки фазного ротора определяют методом падения напряжения. Метод основан на увеличении падения напряжения в местах недоброкачественной пайки. При этом замеряют величины падения напряжения во всех местах соединений, после чего результаты измерений сравнивают. Пайки считаются удовлетворительными, если падение напряжения в них превышает падение напряжения в пайках с минимальными показателями не более чем на 10%.
У роторов с глубокими пазами может также происходить разрыв стержней из-за механических перенапряжений материала. Разрыв стержней в пазовой части короткозамкнутого ротора определяют следующим образом. Ротор выдвигают из статора и в зазор между ними забивают несколько деревянных клиньев, чтобы ротор не мог повернуться. К статору подводят пониженное напряжение не более 0,25 Uном. На каждый паз выступающей части ротора поочередно накладывают стальную пластину, которая должна перекрывать два зубца ротора. Если стержни целые, пластина будет притягиваться к ротору и дребезжать. При наличии разрыва притяжение и дребезжание пластины исчезают.
Двигатель разворачивается при разомкнутой цепи фазного ротора.Причина неисправности — короткое замыкание в обмотке ротора. При включении двигатель медленно разворачивается, а его обмотки сильно нагреваются, так как в замкнутых накоротко витках вращающимся полем статора наводится ток большой величины. Короткие замыкания возникают между хомутиками лобовых частей, а также между стержнями при пробое или ослаблении изоляции в обмотке ротора.
Это повреждение определяют тщательным внешним осмотром и измерением сопротивления изоляции обмотки ротора. Если при осмотре не удается обнаружить повреждение, то его определяют по неравномерному нагреву обмотки ротора на ощупь, для чего ротор затормаживают, а к статору подводят пониженное напряжение.
Равномерный нагрев всего двигателя выше допустимой нормы может получиться в результате длительной перегрузки и ухудшения условий охлаждения. Повышенный нагрев вызывает преждевременный износ изоляции обмоток.
Местный нагрев обмотки статора, который обычно сопровождается сильным гудением, уменьшением скорости вращения двигателя и неравномерными токами в его фазах, а также запахом перегретой изоляции. Эта неисправность может возникнуть в результате неправильного соединения между собой катушек в одной из фаз, замыкания обмотки на корпус в двух местах, замыкания между двумя фазами, короткого замыкания между витками в одной из фаз обмотки статора.
При замыканиях в обмотках двигателя вращающимся магнитным полем в короткозамкнутом контуре будет наводиться э. д. с, которая создаст ток большой величины, зависящий от сопротивления замкнутого контура. Поврежденная обмотка может быть найдена по величине измеренного сопротивления, при этом поврежденная фаза будет иметь меньшее сопротивление, чем исправные. Сопротивление измеряют мостом или методом амперметра — вольтметра. Поврежденную фазу можно также определить методом измерения тока в фазах, если к двигателю подвести пониженное напряжение.
При соединении обмоток в звезду ток в поврежденной фазе будет больше, чем в других. Если обмотки соединены в треугольник, линейный ток в двух проводах, к которым присоединена поврежденная фаза, будет больше, чем в третьем проводе. При определении указанного повреждения у двигателя с короткозамкнутым ротором последний может быть заторможенным или вращаться, а у двигателей с фазным ротором обмотка ротора может быть разомкнута. Поврежденные катушки определяют по падению напряжения на их концах: на поврежденных катушках падение напряжения будет меньше, чем на исправных.
Местный нагрев активной стали статора происходит из-за выгорания и оплавления стали при коротких замыканиях в обмотке статора, а также при замыкании листов стали вследствие задевания ротора о статор во время работы двигателя или вследствие разрушения изоляции между отдельными листами стали. Признаками задевания ротора о статор являются дым, искры и запах гари; активная сталь в местах задевания приобретает вид полированной поверхности; появляется гудение, сопровождающееся вибрацией двигателя. Причиной задевания служит нарушение нормального зазора между ротором и статором в результате износа подшипников, неправильной их установки, большого изгиб вала, деформации стали статора или ротора, одностороннего притяжения ротора к статору из-за витковых замыканий в обмотке статора, сильной вибрации ро-тора, который определяют щупом.
Ненормальный шум в двигателе. Нормально работающий двигатель издает равномерное гудение, которое характерно для всех машин переменного тока. Возрастание гудения и появление в двигателе ненормальных шумов могут явиться следствием ослабления запрессовки активной стали, пакеты которой будут периодически сжиматься и ослабляться под воздействием магнитного потока. Для устранения дефекта необходимо перепрессовать пакеты стали. Сильное гудение и шумы в машине могут быть также результатом неравномерности зазора между ротором и статором.
Повреждения изоляции обмоток могут произойти от длительного перегрева двигателя, увлажнения и загрязнения обмоток, попадания на них металлической пыли, стружек, а также в результате естественного старения изоляции. Повреждения изоляции могут вызвать замыкания между фазами и витками отдельных катушек обмоток, а также замыкание обмоток на корпус двигателя.
Увлажнение обмоток происходит в случае длительных перерывов в работе двигателя, при непосредственном попадании в него воды или пара в результате хранения двигателя в сыром неотапливаемом помещении и т. д.
Металлическая пыль, попавшая внутрь машины, создает токопроводящие мостики, которые постепенно могут вызвать замыкания между фазами обмоток и на корпус. Необходимо строго соблюдать сроки осмотров и планово-предупредительных ремонтов двигателей.
Сопротивление изоляции обмоток двигателя напряжением до 1000 в не нормируется, изоляция считается удовлетворительной при сопротивлении 1000 ом на 1 в номинального напряжения, но не менее 0,5 Мом при рабочей температуре обмоток.
Замыкание обмотки на корпус двигателя обнаруживают мегаомметром, а место замыкания — способом «прожигания» обмотки или методом питания ее постоянным током.
Способ «прожигания» заключается в том, что один конец поврежденной фазы обмотки присоединяют к сети, а другой — к корпусу. При прохождении тока в месте замыкания обмотки на корпус образуется «прожог», появляются дым и запах горелой изоляции.
Двигатель не идет в ход в результате перегорания предохранителей в обмотке якоря, обрыва обмотки сопротивления в пусковом реостате или нарушения контакта в подводящих проводах. Обрыв обмотки сопротивления в пусковом реостате обнаруживают контрольной лампой или мегомметром.
Способы правки наклонных опор
Общие положения
1). Выправка опор может производиться как с отключением, так и без отключения ВЛ.
2). Выправке подлежат опоры при отклонении стойки от вертикали более чем на:
25 см - для опор с вибрированными стойками длиной 16 м;
35 см - для опор с центрифугированными стойками длиной 22 м;
40 см - для опор с центрифугированными стойками длиной 26 м.
3).При отклонении стойки от вертикального положения, превышающем указанное в графе 5 табл. 1 значение, выправка опоры производится немедленно.
4).Не подлежат выправке опоры с центрифугированными или вибрированными стойками, имеющими на высоте менее 5 м от уровня земли:
поперечные трещины с шириной раскрытия более 0,4 мм;
сколы бетона глубиной более 25 мм, длиной 1 м и более с обнажением арматуры для стоек из вибробетона и площадью более 25 см2 для стоек из центрифугированного бетона. Эти опоры подлежат замене или ремонту.
5). Выправке не подлежат также стойки опор, имеющие искривление (изгиб). 6). В скальных и мерзлых грунтах выправка опор запрещается. 7). Выправка опор производится поперек оси линии созданием тяжения в сторону, противоположную наклону опоры (рисунок 8).
Рисунок 8. Схема выправки железобетонной опоры: а - отклонение опоры от вертикали; h - высота опоры; 1 - стойка; 2 - откапываемый котлован; 3 - тяговый трос; 4 - динамометр; 5 - блок; 6 – лебедка.
8). Тяжение производится с помощью тягового механизма, обеспечивающего плавное увеличение усилия в тяговом тросе. Контроль за тяжением осуществляется с помощью динамометра, включенного в тяговый трос.
9). В качестве тягового механизма может использоваться автомашина с лебедкой или ручная лебедка МТМ-1,6.
Определение отклонения стойки опоры от вертикального положения
1). Отклонение стойки опоры от вертикального положения определяется с помощью теодолита или отвеса.
2). С помощью отвеса отклонение стойки опоры определяется следующим образом:
3). На наклоненной стойке опоры по оси ВЛ на высоте около 2,0 м наносится первая точка, на расстоянии 1,5 м ниже первой - вторая (рисунок 9).
4). К верхней точке прикладывается отвес, с помощью линейки измеряется расстояние между нитью отвеса и нижней точкой.
5). По результатам измерений и табл. 1 определяется отклонение стойки опоры и необходимость ее выправки.
6). При определении отклонения стойки опоры с помощью отвеса необходимо исключить влияние ветра на отвес.
Рисунок 9. Измерение наклона опоры: а - расстояние между нитью отвеса и нижней точкой; 1 - верхняя точка; 2 - нижняя точка; 3-отвес.
Таблица 1
Значения отклонений стойки опоры, подлежащей выправке.
Опора
Отклонение нити отвеса и стойки опоры, при котором выправка производится (см).
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.83.178 (0.021 с.)


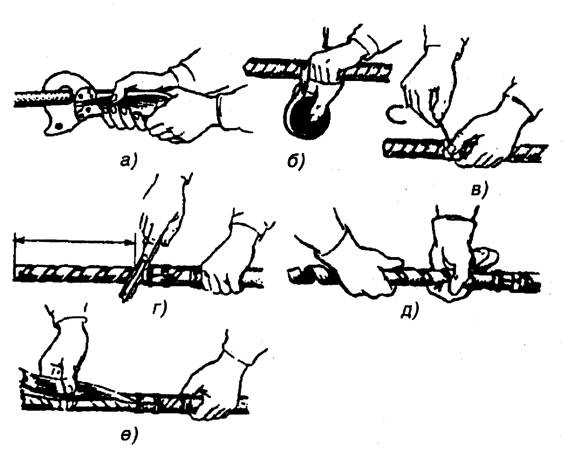
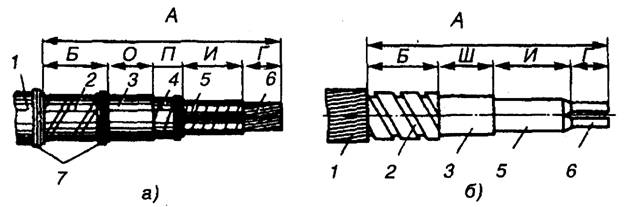
 Рисунок 3. Операции по удалению оболочек кабеля:
Рисунок 3. Операции по удалению оболочек кабеля: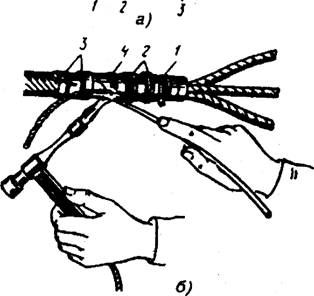
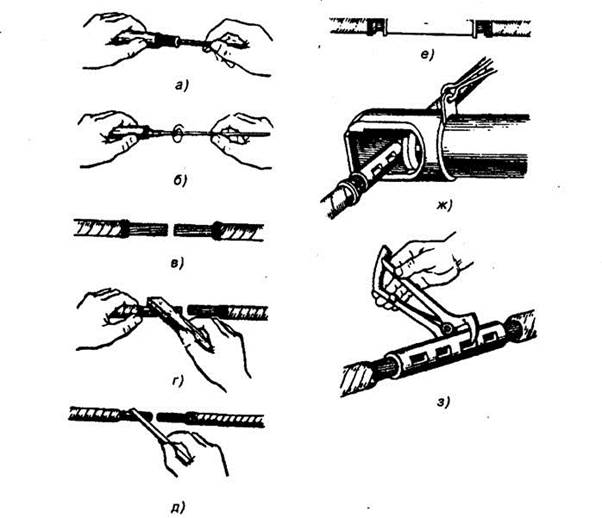

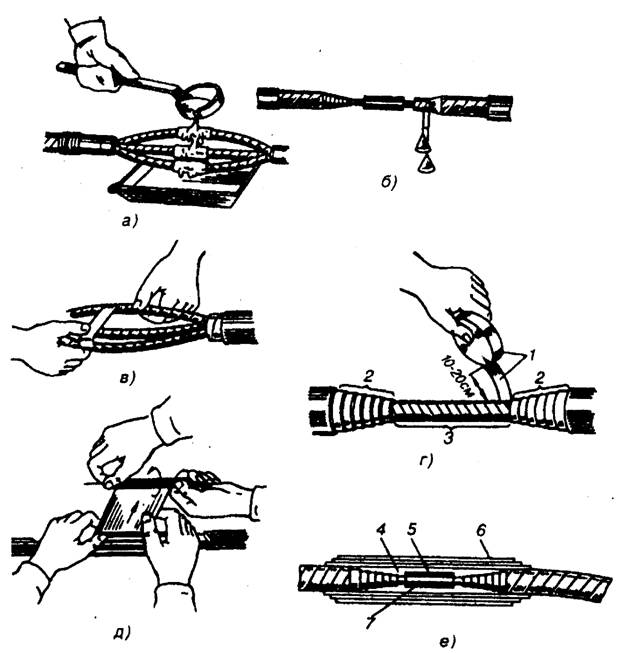
 Рисунок 8. Схема выправки железобетонной опоры: а - отклонение опоры от вертикали; h - высота опоры; 1 - стойка; 2 - откапываемый котлован; 3 - тяговый трос; 4 - динамометр; 5 - блок; 6 – лебедка.
8). Тяжение производится с помощью тягового механизма, обеспечивающего плавное увеличение усилия в тяговом тросе. Контроль за тяжением осуществляется с помощью динамометра, включенного в тяговый трос.
9). В качестве тягового механизма может использоваться автомашина с лебедкой или ручная лебедка МТМ-1,6.
Определение отклонения стойки опоры от вертикального положения
1). Отклонение стойки опоры от вертикального положения определяется с помощью теодолита или отвеса.
2). С помощью отвеса отклонение стойки опоры определяется следующим образом:
3). На наклоненной стойке опоры по оси ВЛ на высоте около 2,0 м наносится первая точка, на расстоянии 1,5 м ниже первой - вторая (рисунок 9).
4). К верхней точке прикладывается отвес, с помощью линейки измеряется расстояние между нитью отвеса и нижней точкой.
5). По результатам измерений и табл. 1 определяется отклонение стойки опоры и необходимость ее выправки.
6). При определении отклонения стойки опоры с помощью отвеса необходимо исключить влияние ветра на отвес.
Рисунок 8. Схема выправки железобетонной опоры: а - отклонение опоры от вертикали; h - высота опоры; 1 - стойка; 2 - откапываемый котлован; 3 - тяговый трос; 4 - динамометр; 5 - блок; 6 – лебедка.
8). Тяжение производится с помощью тягового механизма, обеспечивающего плавное увеличение усилия в тяговом тросе. Контроль за тяжением осуществляется с помощью динамометра, включенного в тяговый трос.
9). В качестве тягового механизма может использоваться автомашина с лебедкой или ручная лебедка МТМ-1,6.
Определение отклонения стойки опоры от вертикального положения
1). Отклонение стойки опоры от вертикального положения определяется с помощью теодолита или отвеса.
2). С помощью отвеса отклонение стойки опоры определяется следующим образом:
3). На наклоненной стойке опоры по оси ВЛ на высоте около 2,0 м наносится первая точка, на расстоянии 1,5 м ниже первой - вторая (рисунок 9).
4). К верхней точке прикладывается отвес, с помощью линейки измеряется расстояние между нитью отвеса и нижней точкой.
5). По результатам измерений и табл. 1 определяется отклонение стойки опоры и необходимость ее выправки.
6). При определении отклонения стойки опоры с помощью отвеса необходимо исключить влияние ветра на отвес.
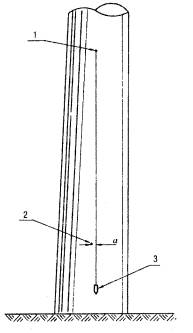 Рисунок 9. Измерение наклона опоры: а - расстояние между нитью отвеса и нижней точкой; 1 - верхняя точка; 2 - нижняя точка; 3-отвес.
Таблица 1
Значения отклонений стойки опоры, подлежащей выправке.
Рисунок 9. Измерение наклона опоры: а - расстояние между нитью отвеса и нижней точкой; 1 - верхняя точка; 2 - нижняя точка; 3-отвес.
Таблица 1
Значения отклонений стойки опоры, подлежащей выправке.



